提高船用球墨鑄鐵軸承蓋磁粉探傷合格率研究
2017-02-27 01:04:54史明建賈玉珍
中國鑄造裝備與技術 2017年1期
高 博,史明建,賈玉珍
(1.海軍駐興平地區軍事代表室,陜西興平 713105;2.陜西柴油機重工有限公司,陜西興平 713105)
提高船用球墨鑄鐵軸承蓋磁粉探傷合格率研究
高 博1,史明建2,賈玉珍2
(1.海軍駐興平地區軍事代表室,陜西興平 713105;2.陜西柴油機重工有限公司,陜西興平 713105)
分析了材質QT400-18A的某型船用軸承蓋磁粉探傷不合格的原因,最后通過采用鐵液經1 500℃~1 530 ℃高溫靜置5~10分鐘;降低球化劑加入量;提高鐵液的澆注溫度,消除了鐵液產生的二次氧化夾渣缺陷。
軸承蓋;磁粉探傷合格率;高溫靜置;澆注溫度;二次氧化夾渣
二次氧化夾渣也稱黑渣,是球墨鑄鐵的特有缺陷之一,特別是鎂球墨鑄鐵則更為嚴重。夾渣多出現在鑄件上表面,如暴露在加工面上,則呈現光澤較差的暗灰色斑紋或者云片狀斑紋。當產生夾渣缺陷時,可使鑄件的力學性能,特別是沖擊韌度和伸長率、耐水壓、耐磨和耐蝕性能均降低,嚴重時會使鑄件報廢。筆者公司生產的某型船用球墨鑄鐵軸承蓋,需要進行100%的磁粉檢測。原工藝生產的鑄件因二次氧化夾渣缺陷,鑄件磁粉探傷合格率僅為50%左右。通過對軸承蓋的熔煉工藝進行分析、改進、使軸承蓋的磁粉探傷合格率達到了90%以上。
1 簡介
1.1 軸承蓋結構簡介
某型船用柴油機軸承蓋,其零件外型尺寸(長×寬×高)=445×305×112(mm)。整個鑄件輪廓尺寸較小,內外結構簡單,最大壁厚112 mm,,最小壁厚25 mm,壁厚相差懸殊。毛坯質量為55 kg。軸承蓋零件如圖1所示。
1.2 軸承蓋磁粉檢測技術文件
軸承蓋磁粉檢測依據文件編號為SA0600GH01《非合金球墨鑄鐵軸承蓋無損檢測要求》,磁粉檢測區域如圖2所示。
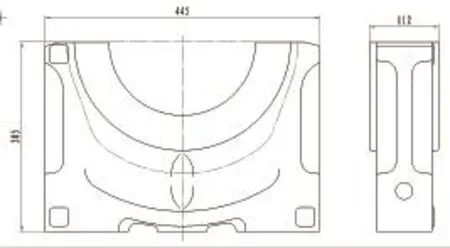
圖1 軸承蓋零件

圖2 軸承蓋磁粉檢測區域分布
技術文件要求:磁粉檢測在成品零件上進行,對非加工表面檢測前需進行局部打磨。磁粉檢測要求如表1所示。

表1 磁粉檢測要求
切向磁場最小可為2 400 A/m(30奧斯特)。檢查后要進行退磁處理,殘余磁場不應大于200 A/m。
1.3 磁粉檢測到的缺陷
磁粉探傷選用濕法,在紫外線下觀察,在鑄件的整個Ⅲ區發現磁粉痕跡呈細小的斑紋或者云片狀聚集磁痕,有的單個線狀顯示超過7 mm,抹去磁痕后,肉眼看不見。后通過打磨缺陷還是無法消除,造成軸承蓋報廢。缺陷位置與形狀如圖3所示。
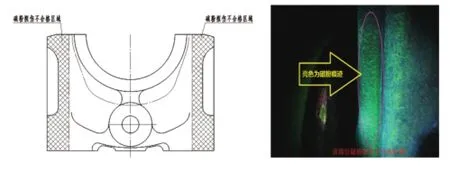
圖3 缺陷位置與形狀
2 缺陷分析
2.1 缺陷實驗室分析
對缺陷進行電鏡(SEM)分析,可以看出心部組織比較均勻,致密,邊沿部位組織表面存在大量的黑色組織且比較薄,斷口表面有一定程度的氧化跡象,且與鑄件結合不牢固,存在脫落現象。電鏡SEM如圖4所示。

圖4 缺陷SEM
為進一步判斷缺陷的組織成分,對圖4中a和b分別進行了能譜(EDS)分析,從EDS的結果可以看出邊沿部位Mg、Re、Al、O、Ca等易形成氧化夾雜的元素含量高于心部。能譜EDS如表2、3所示。
2.2 缺陷形成過程機理
根據上述分析,當鐵液中的鎂、稀土、鈣、鋁、氧含量較高時鐵液氧化加劇,夾雜物數量增加,當鐵液溫度較低時,自由能小,夾雜物更容易形成并聚集長大。在球化孕育處理時會形成較高熔點的夾雜物(如Fe3O4、Fe2O3、Al2O3、MnO、MgO),也會形成某些低熔點夾雜物(如MnO·SiO2、CaO·Fe2O3、FeO·SiO2、FeS),高熔點夾雜物從鐵液析出后會不斷碰撞、聚合、長大形成氧化膜。鐵液經過轉運進入型腔溫度已經降低很多,更促使一些低熔點夾雜物也大量析出,使氧化膜變厚。鐵液充型時,紊流加劇導致形成的氧化膜不斷被破壞卷入鐵液中。當形成的氧化膜及其所附夾雜物數量較大,而澆注溫度較低時,大量的夾雜物最終進入鑄件內形成二次氧化夾渣。
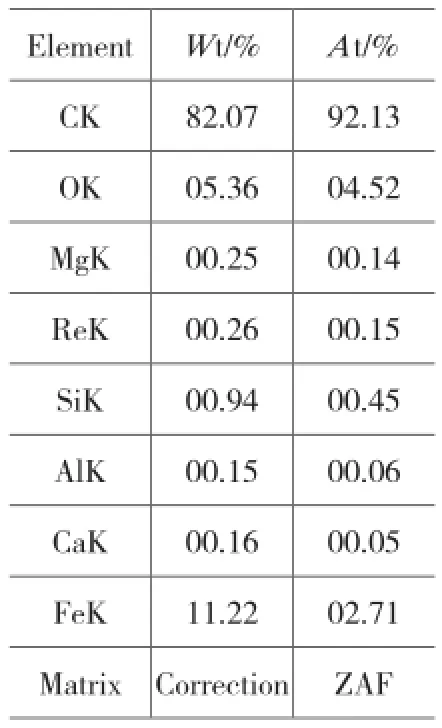
表2 a部位EDS
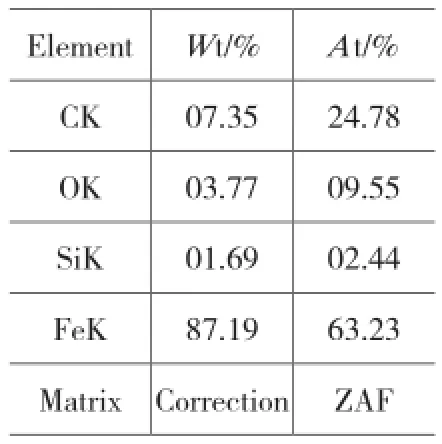
表3 b部位EDS
3 原生產工藝
原鑄造工藝:樹脂砂造型、制芯,一箱一件,每箱放置冷鐵18塊。軸承蓋與曲軸接觸面加工余量為8 mm,側面為5 mm、基準面為3 mm。鐵液采用100×100(mm)陶瓷過濾片進行過濾。鑄造工藝簡圖如圖5所示。
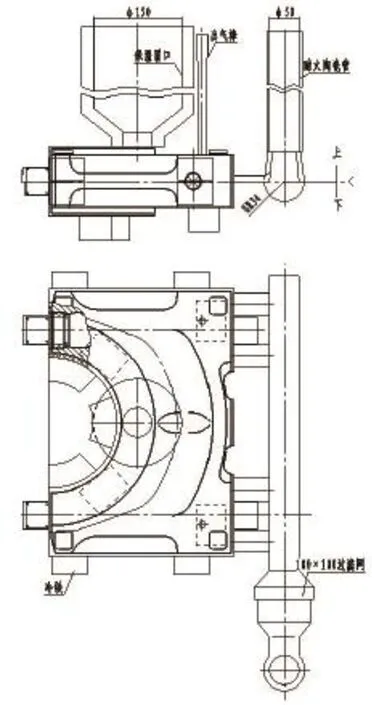
圖5 鑄造工藝簡圖
原熔煉工藝:熔煉設備采用3 t中頻爐;QT400-18A原鐵液化學成分為w(C)3.75%~3.85%、w(Si)1.4%~1.5%、w(Mn)0.15%~0.25%、w(P)≤0.05%、w(S) ≤0.02%、w(Cu)<0.05%、w(Cr)<0.05%、w(Ni)<0.05%、w(Mo)<0.05%、w(Ti)<0.05%。
配料比例:生鐵60%、廢鋼10%、回爐料30%、球化處理所用球化劑為1.5%的句容6A;孕育處理所用沖入孕育劑為0.5%的YFY-150、覆蓋孕育劑為0.4%的75SiFe。取樣過程:鐵液升溫到1 420℃~1 450 ℃取樣,球化、孕育處理采用兩次沖入法:先出鐵2/3,進行球化處理,待球化反應結束后,然后均勻加入隨流孕育劑, 出爐溫度:1 490 ℃±10℃。澆注溫度1 360 ℃~1 380 ℃。
根據該鑄造工藝及熔煉工藝,澆注5爐共48件,因磁粉探傷報廢24件,磁粉探傷合格率為50%。
4 提高磁粉探傷合格率的工藝試驗方案
4.1 工藝試驗方案一
為提高磁粉探傷合格率,對原來的鑄造工藝、球化劑加入量及澆注溫度進行了調整。主要措施是:一是在Ⅲ區增加加工余量5 mm,可通過機械加工去除鑄件表面的二次氧化夾渣;二是在保證了球化的前提下,球化劑加入量調整到1.4%,控制鐵液中的殘留鎂量和稀土量;三是澆注溫度范圍調整為1 370 ℃~1 380 ℃。具體方案如下:
(1)分析原工藝磁粉探傷率偏低的原因,曾認為鐵液中的殘留鎂量和稀土量過高,因而將現有的球化劑加入量1.5%,降到1.4%,磁粉探傷廢品率為45%,未達90%的合格率。
(2)磁粉探傷合格率偏低,曾認為是由于軸承蓋放置冷鐵較多,進入型腔內的澆注溫度偏低引起的,因而澆注溫度范圍調整為1 370 ℃~1 380 ℃,磁粉探傷廢品率50%,未達90%的合格率。
(3)分析原工藝磁粉探傷率偏低的原因,曾認為是Ⅲ區毛坯加工余量較少,原工藝加工余量為3 mm,故將加工余量增加了5 mm,磁粉探傷廢品率50%,未達90%的合格率。
以上三種方案的試驗結果如表1所示,磁粉探傷合格率均未達到要求。三種方案試驗結果如表4所示。
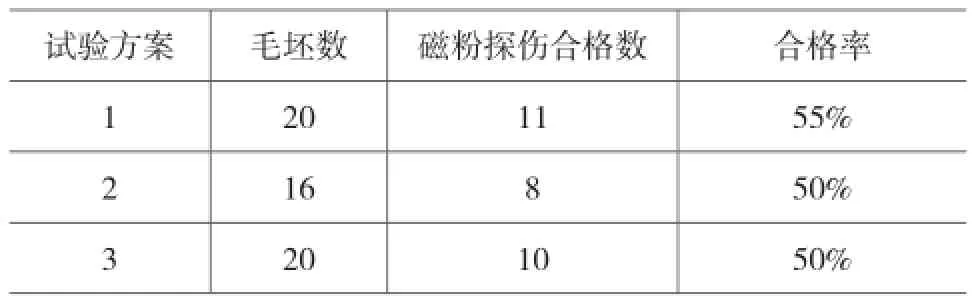
表4 三種方案的試驗結果
4.2 最終采用的工藝方案
在保證球化的前提下,球化劑加入量調整為1.3%:控制鐵液中的殘留鎂量和稀土量,消除鎂及稀土等元素產生的夾渣缺陷。
鐵液高溫靜置:鐵液出爐前進行高溫靜置,溫度1 500 ℃~1 530 ℃,時間5~10 min,降低鐵液中的溶氧量,防止鐵液中的一次氧化夾渣的形成,同時讓鐵液中混熔的一次氧化渣滓充分上浮。
提高澆注溫度:由于軸承蓋冷鐵較多,將澆口杯內澆注溫度控制在1 385 ℃~1 395 ℃,降低鐵液中的二次氧化夾渣的形成溫度。
4.3 試驗結果
根據最終工藝,連續投產3爐共45件,磁粉探傷合格數為42件,磁粉探傷合格率達到93.3%,具體結果如表5所示。
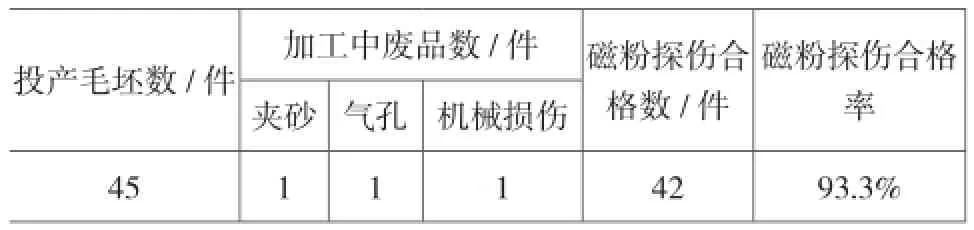
表5 最終方案的試驗結果
1件夾砂報廢是由于型腔內浮砂沒有清理干凈造成。1件氣孔報廢是由于坭芯修補后,沒有及時烘干造成氣體進入鑄件里面。1件機械損傷報廢是由于清理工割冒口時,將鑄件局部損傷。
5 結果分析
(1)球化劑加入量調整為1.3%:球化劑中的鎂和稀土都是球化元素,同時又是脫硫、脫氧、去氣十分強烈的反石墨化元素。因此,鐵液中鎂量和稀土量不能過低,也不能過高。若殘余量過低,會使球化不良,易產生衰退。過高雖能保證球化,但過高的殘余鎂,稀土與硫、氧等元素形成化合物,殘留在鑄件中形成夾渣。
(2)鐵液高溫靜置的作用:鐵液高溫靜置可以去除雜質,凈化鐵液,主要是降低鐵液中的溶氧量,當溫度>1 500 ℃,發生碳氧反應,生產CO逸出,溶氧量下降,避免形成一次氧化夾渣的形成。高溫靜置還可以提高鐵液流動性,保證鑄件健全、減少廢品。
(3)澆注溫度過低,鎂稀土球化劑和鐵液中存有大量的硫、氧反應加劇,容易形成二次氧化渣滓的固態渣。澆注時,固態渣隨流入型,鐵液充型后就上浮,并且不斷摻雜入硫化物、漂浮石墨;這種固態渣是由鎂、稀土、硅、錳和鐵的氧化物組成的。提高澆注溫度到1 385 ℃~1 395 ℃,可發揮鐵液液面的鎂蒸汽的保護作用,降低鐵液進一步氧化,減少固態渣的形成。同時球化處理后的鐵液在輸送、倒包,澆注過程中力求做到平穩,充型過程中因有鐵液過濾系統,減少了鐵液在型內翻滾,飛濺而產生新的氧化。但在提高澆注溫度情況下,也應盡快澆注,防止鐵液降至甚至更低溫度而產生固態渣。
6 結論
生產船用球墨鑄鐵軸承蓋,要求磁粉探傷合格率達到90%以上,可以采取以下措施:
(1)在保證球化的前提下,球化劑加入量降低到1.3%,即節約成本,又消除殘余鎂量、殘余稀土量引起的夾渣缺陷。
(2)出爐前,鐵液需經1 500 ℃~1 530 ℃的高溫靜置,時間5~10分鐘,減少鐵液中溶氧量。
(3)澆注溫度控制在1 385 ℃~1 395 ℃,提高鐵液的流動性,便于渣滓上浮;降低二次氧化膜的形成溫度。
[1] 王曉江. 鑄造合金及其熔煉[M]. 北京: 機械工業出版社, 1999:29-35.
Improve marine magnetic inspection quality of nodular cast iron bearing cover
GAO Bo1,SHI MingJian2,JIA YuZhen2
(1.The navy's XingPing regional military sgent's room ,XingPing 713105,Shaanxi ,China; 2.ShaanXi diesel engine heavy industry Co., Ltd., XingPing 713105,Shaanxi ,China)
Analyses the cause of bearing cover’s Marine magnetic inspection consequence, According improving the temperature of liquid iron from 1500℃ to 1530℃ with fi ve ~ ten minutes, Reducing the amount of nodularizer, Improving the pouring temperature of liquid iron, to eliminating the secondary oxidation slag defects of the casting.
bearing cover;Marine magnetic inspection quality; keep liquid iron in high temperature; pouring temperature; secondary oxidation slag
TG115.28;
A;
1006-9658(2017)01-0016-04
10.3969/j.issn.1006-9658.2017.01.005
2016-04-22
稿件編號:1604-1351
高博(1981—),男,工程師,主要從事艦船柴油機鑄件的質量驗收工作.
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年8期)2015-02-28 18:55:23
質量探索(2015年3期)2015-01-30 09:02:36
