二級切割優化系統在連鑄機上的應用
2017-02-27 01:05:06鮑紅賓
中國鑄造裝備與技術 2017年1期
鮑紅賓
(山東鋼鐵集團萊蕪分公司,山東萊蕪 271104)
二級切割優化系統在連鑄機上的應用
鮑紅賓
(山東鋼鐵集團萊蕪分公司,山東萊蕪 271104)
4#寬厚板坯連鑄控制系統有西門子奧鋼聯制造,采用了許多國際領先的技術,二級切割優化系統便是其中之一,該技術有力地提高了切割精度。
連鑄機;二級過程計算機控制系統;切割優化
0 前言
4#寬厚板坯連鑄控制系統,一級主要采用德國西門子公司WinCC/S7-400控制系統,完成生產過程的控制、數據采集、工藝顯示、歷史數據存儲、故障報警及報表打印等功能。
二級過程計算機控制系統采用S/C(服務器/客戶機)的結構形式,其中服務器中安裝了ENet(通用以太網)網卡和APPLICOM Card。通過ENet將二級控制系統與一級PLC控制系統連接在一個網絡上,通過對采集的一級數據進行處理,可以實現實時CLO(切割長度優化)功能,對產品進行質量評估,提高產品的質量
1 二級切割優化系統的原理
CLO(切割優化)系統提供L2切割功能的優化切割列表。優化的切割列表通過CLO系統計算,用于操作員指導和火切機的控制。每個優化點周圍優化區域的定位如圖一所示。
相關參數如下:
OP_loc :需要一個長度優化的位置;
L_sc1:下游廢料長度;
L_sc2 :上游廢料長度;
OP_scrap:OP_loc周圍的廢料長度;
OP_scrap_start :優化廢料區域的起始;
OP_scrap_end :結束廢料部分的定義;
L_plan: 產品計劃中未修改的產品長度; L_remain:優化運行前OP_point等于保留長度; L_uno:優化運行后保留的,優化的長度等于OP_point。
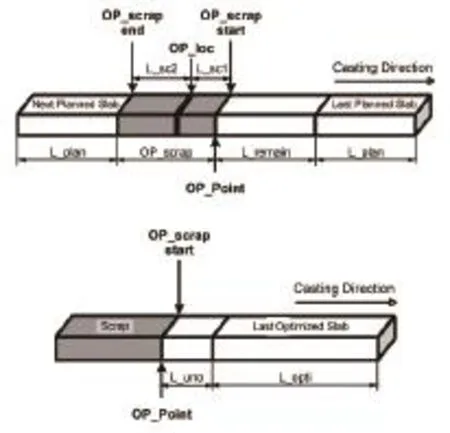
圖1 每個優化點周圍優化區域的定位
只要有優化點輸入模型中,CLO生產系統在生產期間就執行優化的運行,目的是優化利用連鑄機中未切割鑄坯的長度。
2 CLO(切割優化)系統的優化步驟
CLO(切割優化)系統共有以下三個優化步驟:
(1)優化步驟1(最大值)
啟動一個未優化的切割列表以包含更多的產品達到最小的絕對L_remain。在未優化切割列表指定的限定之內最大化所有產品,即L_remain < L_ uno_max。L_uno_max通過一個程序參數來被執行。
成功:在廢料部分之前的整個好的鑄坯段能通過產品的優化來被利用。(L_uno < L_uno_max)。
不成功:好的鑄坯段不能通過產品的優化來被利用。L_uno在步驟執行中作為最終結果被記住。具體過程如圖2所示。

圖2 最大值的優化
(2)優化步驟2(最小值)
啟動一個未優化的切割列表以包含更多的產品達到最小的負L_remain。這一步試圖在未優化切割列表指定的限定值內最小化所有的產品,目的是L_remain = 0。
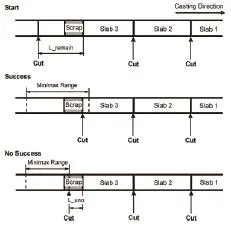
圖3 最小值的優化
成功:在廢料部分之前的整個好的鑄坯段能通過產品的優化來被利用(使變短)( L_uno=0)。
不成功:整個鑄坯段不能通過產品的優化來被利用(使變短)。忽略結果。優化過程原理如圖3所示。
(3)優化步驟3(查找表)
優化步驟3按以下順序被執行:①裝載查找表;
②裝載未優化的切割列表,如優化步驟1所描述;③為仍然短于L_remain的最長的長度合并尋找查找表并應用優化步驟1,如果成功則停止(L_uno ? 0),否則記住L_uno并且執行(4) ;④為長于L_ remain的最短的長度尋找查找表并執行優化步驟2,如果成功則停止(L_uno ? 0),否則記住L_uno并且執行(5);⑤取消一個已經計劃了的產品擴展L_ remain并再次從(3)開始。如果沒有更多的已經計劃了的產品能有效的用于優化則停止。
可適用這種優化步驟的產品的最大數量可通過一個調整的參數來限制。已經在火切機中設定的產品的長度,不能被改動且因此不能利用最優化。優化過程如圖4所示。
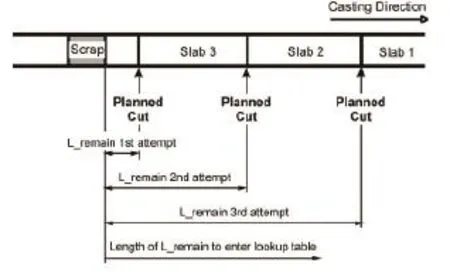
圖4 優化過程3
3 實踐與分析
4#寬厚板坯連鑄機CL O(切割優化)系統自投如使用以來,有效地提高了板坯的切割精度,提高了成材率,為后續的板坯的熱連軋提供了有力的工藝支持,創造了客觀的經濟效益,有力地保障了生產過程的連續性。
[1] 蔡森,顏炳正, 于駿,等.萊鋼寬厚板坯連鑄機控制系統的研究與應用[J].信息技術與信息化,2010(8).
[2] 邊芳.PLC模型控制技術在RH精煉爐中的研究與應用 [J].自動化技術與應用,2012(8).
[3] 呂曉茜,江楠,鮑紅賓,等.“一機多能”化理念在萊鋼板坯連鑄機的設計與應用[J].山西冶金,2012(8).
[4] 鄭雷,石榮鵬,李洪哲.數據庫技術在熱處理冷床板坯跟蹤系統中的應用[J].自動化應用,2012(3).
Application of level 2 automation for cutting optimization system in continuous casting machine
BAO HongBin
(Automation Department of Laiwu Iron and Steel Corporation,laiwu 271104,Shandong,China )
4 # slab continuous casting control system with Siemens VAI manufacturing, using a number of leading international technology, Level 2 Automation for cutting optimization system is one of the technology to effectively improve the cutting accuracy.
continuous casting machine; level 2 automation (process computer control system); cutting optimization system
TG249.7;TP273;
A;
1006-9658(2017)01-0069-02
10.3969/j.issn.1006-9658.2017.01.021
2016-04-15
稿件編號:1604-1335
鮑紅賓(1982—),男,工程師,主要從事自動化控制工作.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
