船用球墨鑄鐵軸承體黑斑缺陷的消除
2017-02-27 01:05:00史明建史國慶陳園社
中國鑄造裝備與技術 2017年1期
關鍵詞:工藝
高 博,史明建,史國慶,陳園社
(1.海軍駐興平地區軍事代表室,陜西興平 713100;2.陜西柴油機重工有限公司,陜西興平 713100)
船用球墨鑄鐵軸承體黑斑缺陷的消除
高 博1,史明建2,史國慶2,陳園社2
(1.海軍駐興平地區軍事代表室,陜西興平 713100;2.陜西柴油機重工有限公司,陜西興平 713100)
分析了低溫型材質QT350-22AL船用軸承體黑斑缺陷產生的原因,通過減少冷鐵數量、調整碳當量,加強鐵液孕育處理等措施,消除了船用軸承體的黑斑缺陷。
黑斑;軸承體;碳當量;孕育處理;冷鐵
黑斑是球墨鑄鐵特有的組織異常缺陷,特別是厚大球墨鑄鐵則更為嚴重。黑斑多出現在鑄件厚大部位的表面,如暴露在加工面上,則呈現一片黑的氧化色。當產生黑斑缺陷時,可使鑄件的力學性能,特別是沖擊韌度和伸長率均降低,嚴重時會使鑄件報廢。筆者公司生產的材質為QT350-22AL的球墨鑄鐵軸承體是某型船用柴油機的重要零部件,加工面不允許有任何缺陷。原工藝生產的鑄件因黑斑缺陷,鑄件的廢品率高達50%左右。通過對QT350-22AL的船用軸承體的熔煉工藝及鑄造工藝進行分析、改進、使軸承體的鑄件廢品率降低到10%以下。
1 船用軸承體簡介
某型船用軸承體材質為QT350-22AL,零件外型尺寸(長×寬×高)為635×390×128(mm)。整個零件輪廓尺寸較小,結構簡單,但壁厚相差懸殊,最厚128 mm,最小60 mm。鑄件毛坯質量:200 kg。軸承體零件見圖1。
2 軸承體驗收技術文件
2.1 性能及金相技術要求
船用軸承體鑄件壁厚為60 mm<t≤200 mm,材質為QT350-22AL,根據《風力發電機組球墨鑄鐵件》(GB/T25390—2010),船用軸承體性能見表1。
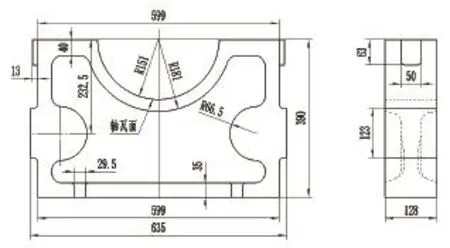
圖1 軸承體零件
表1 軸承體性能
2.2 無損檢測技術要求
一般均要根據探傷標準EN16680-3和EN1369分別進行超聲波(UT)和磁粉(MT)檢測,高應力區達到2級,其它區域達到3級。
3 鑄件加工后的黑斑缺陷
鑄件軸瓦面加工完后,發現軸瓦面分布著幾處團狀的黑斑缺陷,缺陷面積大約φ50~φ60 mm左右,肉眼可見。缺陷位置與形狀如圖2所示。
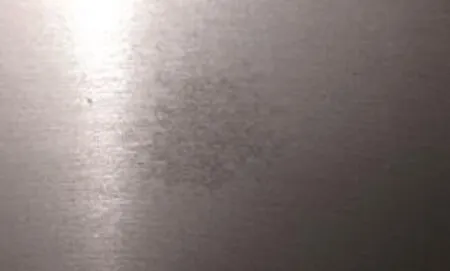
圖2 黑斑缺陷位置與形狀
4 缺陷分析
4.1 缺陷實驗室分析
在黑斑部位提取金相樣,分別對黑斑端面和縱剖面進行了分析,金相照片見圖3,過冷石墨片的金相組織見圖4。

圖3 黑斑缺陷金相
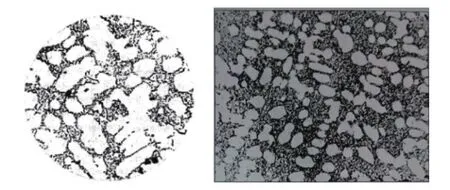
圖4 過冷石墨片金相組織(D型石墨)
結合過冷石墨片的金相組織對黑斑端面和縱剖面的金相組織分析,球化率:70%(球粒部分占70%),球徑:5級,磷共晶、碳化物<1%,金相照片中的異常組織中(圖3中的箭頭所指部位)有細小卷曲的片狀石墨在枝晶間呈無方向性分布即D型石墨(過冷石墨片)。
4.2 正常部位的金相分析
在正常部位提取金相樣,分別對端面和縱剖面進行了分析,金相照片見圖5。
通過對正常部位端面和縱剖面的金相組織分析,球化率:85%(球粒部分占85%),石墨大小6級,磷共晶、碳化物<1%。該金相符合技術要求。
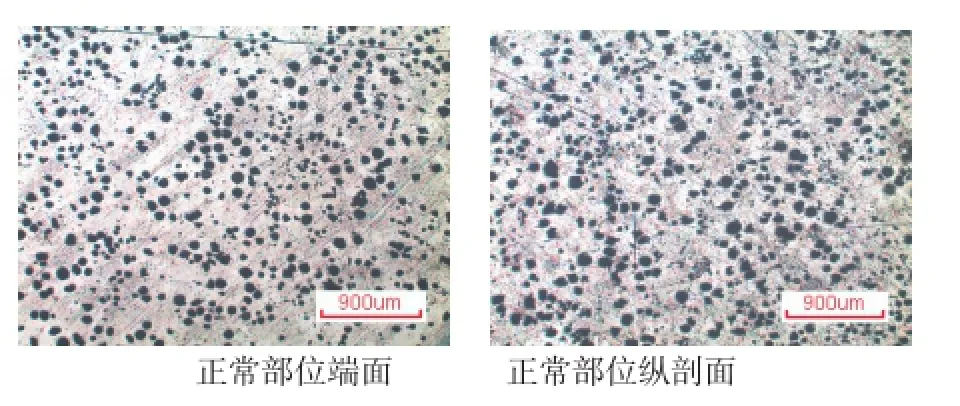
圖5 正常部位金相
4.3 黑斑缺陷形成過程機理
工藝冷鐵有較大的蓄熱系數,足以在一定范圍內造成鐵液過冷,生核速度增加,但又因為球鐵共晶凝固溫度范圍寬,結晶幾乎在整個體積內同時進行,已經生成的石墨-奧氏體共晶釋放出結晶潛熱,使局部微區產生溫度回升,這就使球鐵的的共晶結晶時間持續的很長,并使整個共晶溫度范圍內的結晶系統處于熱紊流狀態,鐵液中石墨晶核形成能力又變差,共晶結晶則需要在更大的過冷度下進行,如果鐵液是過共晶的成分,則在更大的過冷度情況下卻進入亞共晶范圍,導致過共晶球墨鑄鐵共晶轉變初期析出粗大的共晶奧氏體枝晶,同時造成共晶奧氏體枝晶間的共晶體結晶"過冷",在晶間的石墨形核率雖然增加,但沒有條件使石墨正常的長大,使石墨畸變,形成“D”型過冷石墨片。
5 原生產工藝
原鑄造工藝采用樹脂砂造型,一箱8件;軸瓦面放置冷鐵分兩層放置,共8塊,冷鐵尺寸(長×寬×厚)為65×60×40(mm),鑄件采用中間分型、中間注入的開放式澆注系統。原鑄造工藝簡圖見圖6。
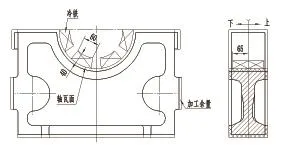
圖6 原鑄造工藝簡圖
原熔煉工藝。孕育劑加入量共0.85%,其中覆蓋選用75SiFe孕育劑,加入量0.2%;沖入孕育劑和瞬時孕育劑選用選用江蘇亞峰合金材料有限公司生產的YFY-150和YFY-380,加入量分別為0.5%和0.15%。熔煉爐采用3噸感應中頻爐,每爐澆注軸承體15件。原熔煉工藝見表2。
根據該鑄造工藝及熔煉工藝,澆注3爐共45件,軸瓦面因黑斑缺陷報廢23件,廢品率達51%。
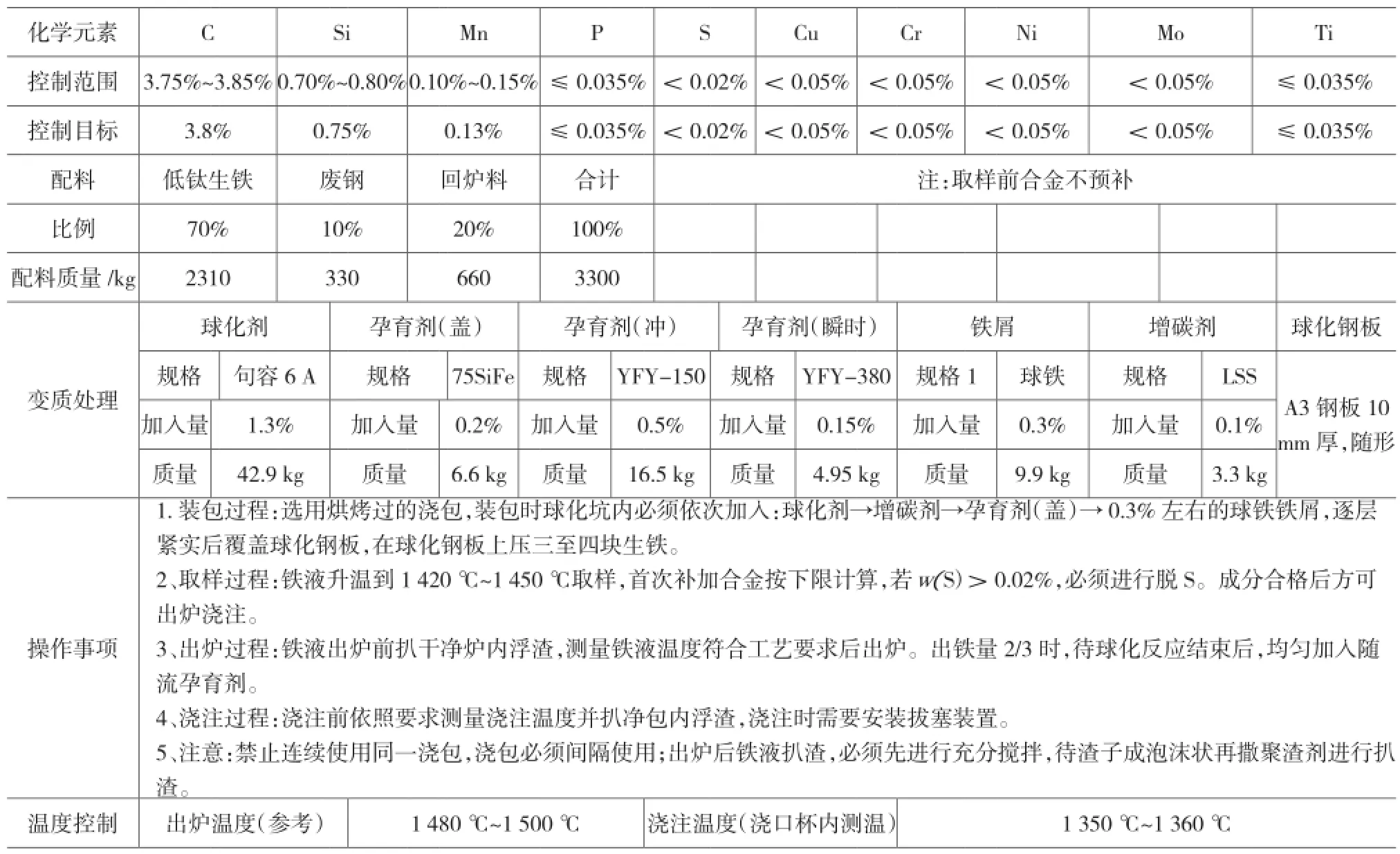
表2 原熔煉工藝
6 消除黑斑缺陷的工藝試驗方案
為徹底消除黑斑缺陷,對原來的鑄造工藝冷鐵進行了調整。一是將軸瓦面上放置的冷鐵尺寸減小到(長×寬×厚)60×60×30(mm),使球墨鑄鐵共晶轉變時鐵液的過冷度減小;二是在保證球化的前提下,加強鐵液的孕育,孕育劑由0.7%提高到0.8%,防止鐵液出現過冷傾向;三是根據鑄件壁厚,調整碳當量,將原來的碳當量4.4調整為4.6,提高鐵液的石墨晶核形成能力。
具體方案如下:
(1)分析原工藝出現黑斑的原因,曾認為軸瓦面上的冷鐵較厚大,因而將現有的軸瓦面上的冷鐵尺寸由(長×寬×厚)65×60×40(mm)改變為60×60×30(mm),數量不變,黑斑缺陷未能消除。
(2)分析原工藝出現黑斑的原因,曾認為是孕育不充分,因而將孕育劑由0.85%提高到1.0%,黑斑缺陷未能消除。
(3)分析原工藝出現黑斑的原因,曾認為是該材質的碳當量偏低,將碳當量由4.4調整為4.6,黑斑缺陷未能消除。
以上三種方案的試驗結果如表1所示,黑斑缺陷均未消除。三種方案試驗結果見表3。
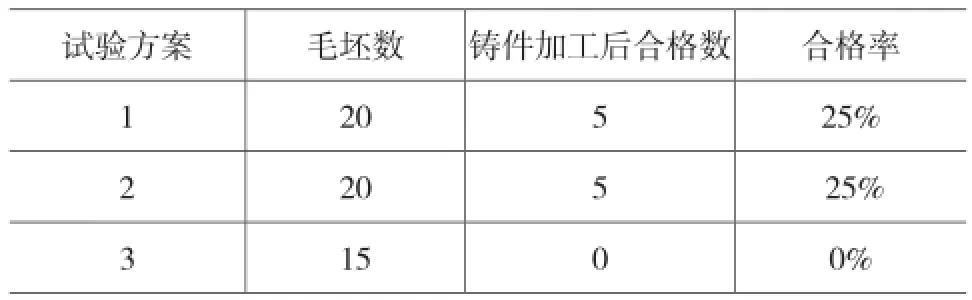
表3 三種方案試驗結果
7 最終采用的工藝方案
(1)在保證球化的前提下,加強鐵液的孕育,孕育劑由1.0%提高到1.1%,防止鐵液出現過冷傾向;
(2)軸瓦面的冷鐵尺寸(長×寬×厚)60×60 ×30(mm),分兩層放置,共5塊,上模具放置2塊,下模具上放置3塊,主要降低鐵液的冷卻速度,防止共晶奧氏體枝晶間的共晶體結晶"過冷"而使石墨發生畸變;最終鑄造工藝圖見圖7。
(3)將該材質的碳當量由4.4調整為4.5,提高石墨的形核能力。
8 試驗結果
根據最終工藝,連續投產3爐共45件,加工完后鑄件合格數為42件,合格率達到93.3%,最終方案結果見表4。

表4 最終方案結果
我們分析認為上表中1件夾砂、2件機械碰傷報廢是由于操作工的不當操作所造成。
9 結果分析
(1)在保證了球化的前提下,加強鐵液的孕育處理,孕育劑加入量增加到1.1%,即覆蓋用的孕育劑為75FeSi,加入量0.3%,沖入孕育劑YFY-150,加入量調整為0.6%;瞬時孕育劑YFY-380,加入量0.2%。提高孕育劑的加入量,防止鐵液出現過冷傾向,這也是保證得到優質球墨鑄鐵的一個重要環節。
(2)軸瓦面冷鐵尺寸及數量減小,可使得鐵液的冷卻速度減小,防止鐵液結晶過程中出現較高的過冷度。冷鐵材質選用普通灰鑄鐵冷鐵,可提高激冷效果,并且導熱系數高于球墨鑄鐵,縮減鑄件的凝固時間,提高石墨球化率。但球墨鑄鐵冷鐵的抗氧化性能優于灰鑄鐵冷鐵,石墨氧化速度小,這可以通過限制灰鑄鐵冷鐵的使用次數加以調整。
(3)將該材質的碳當量由4.4調整為4.5,以保證石墨化,以防止石墨漂浮及改善鑄造性能。
10 結論
生產低溫型 QT350-22AL船用軸承體,要求無缺陷的鑄件,可以采取以下措施:
(1)在保證球化的前提下,適當提高孕育劑加入量,孕育劑加入量調整為1.1%。
(2)軸瓦面冷鐵數量及尺寸適當減小,冷鐵尺寸調整為60×60×30(mm),數量4塊。
(3)調整鑄件的碳當量,將原來的4.4調整為4.5,促使鐵液在共晶轉變時出現更多的石墨形核。
[1] 姜希尚.鑄造手冊-鑄造工藝(第5卷)[M].北京:機械工業出版社,1994:11-22.
[2] 王小江.鑄造合金及其熔煉[M].北京:北方工業出版社,1999:29-35.
Eliminating marine nodular cast iron bearing’s shading defects
GAO Bo1,SHI MingJian2,SHI GuoQing2,CHEN YuanShe2
(1.The navy's XingPing regional military agent's room, XingPing 713105,Shaanxi,China; 2. Shaanxi diesel engine heavy industry Co., Ltd., XingPing 713105,Shaanxi ,China)
Analyzing the reason of marine nodular cast iron bearing’s shading defects,The material of bearing is QT350-22AL;According to reducing the number of cold iron, Adjusting the carbon equivalent, Strengthening the liquid iron inoculation treatment, etc. Have eliminated marine nodular cast iron bearing’s shading defects.
shading defects; bearing; carbon equivalent; inoculation treatment; cold iron
TG255;
A;
1006-9658(2017)01-0042-04
10.3969/j.issn.1006-9658.2017.01.013

圖7 最終鑄造工藝圖
2016-07-29
稿件編號:1607-1447
高博(1981—),男,工程師,主要從事艦船柴油機品質監督及檢驗驗收工作.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
