50.8 mm規格X65W熱煨彎管鋼的開發生產
2017-03-04 05:40:14牛延龍趙慧杰
山東冶金 2017年1期
牛延龍,趙慧杰
(山鋼股份濟南分公司技術中心,山東濟南 250101)
生產技術
50.8 mm規格X65W熱煨彎管鋼的開發生產
牛延龍,趙慧杰
(山鋼股份濟南分公司技術中心,山東濟南 250101)
以合理的碳當量為基礎,添加Nb、Ni、Ti、Mo等合金進行合金體系設計,采用潔凈鋼冶金技術,通過兩階段軋制、多路徑層流冷卻和熱處理保證鋼板的強度和高韌性,開發了50.8 mm超厚規格X65W熱煨彎管管線鋼。鋼板成分設計簡單,成本低,鋼質純凈,碳當量控制穩定,裂紋敏感系數低,經淬火+回火處理后得到針狀鐵素體+貝氏體+少量馬氏體混合組織,鋼板在熱處理前后強度熱穩定性高,低溫韌性良好,焊接性能優異,完全滿足標準及用戶要求。
熱煨彎管鋼;X65W鋼;超厚規格;熱處理;韌性;組織
1 前言
在管道敷設中需要使用大量彎管[1]。輸送管道中的彎管,一來可以根據需要改變管道的方向;二來可以緩沖管道所在地域的地層遷移、地震以及外界環境變化等附加在直管上的拉、壓應力和扭矩作用,是管線中承載較為苛刻的重要構件。彎管的制造及其質量(包括力學性能和尺寸極限偏差等)直接影響輸送管道的安全、可靠性和投資效益。
熱煨彎管特別是厚規格熱煨彎管的開發面臨重大挑戰,一是除了其材料本身的特性外,各個制管廠熱煨管工藝不同,對鋼板的力學性能指標要求不同,無法統一技術標準;再者熱煨彎管生產工藝和成分設計,國內尚無統一模式,大多制管廠商對成品鋼板不作性能要求,而采取在制管后進行調質處理的方式保證性能,這就造成了鋼廠的被動;尤其在現場惡劣施工條件下,高溫熱煨彎管在彎曲成型過程中易發生熱煨開裂和強度損失,鋼板強度特別是心部韌性要求難以滿足。為此,針對國內外重點工程建設對厚規格熱煨彎管管線鋼的需求和面臨的技術瓶頸,山鋼股份濟南分公司依托訂單進行50.8 mm超厚規格X65W熱煨彎管管線鋼的開發,生產的X65W熱煨彎管管線鋼板化學成分合理,機械性能穩定,低溫韌性優異,完全符合標準要求。
2 熱煨彎管管線鋼板的試制與生產
2.1 生產工藝路線
根據鋼板的技術要求,結合鋼廠的裝備條件,對鋼板的生產工藝路線進行了設計:高爐鐵水→KR預脫硫→轉爐冶煉→鋼包合金化→LF精煉→VD(RH)真空精煉→全程保護澆鑄→鑄坯切割定尺→緩冷48 h→板坯再加熱→高壓水除鱗→粗軋→精軋→矯直→Mulpic層流冷卻→切割→噴號→熱處理(淬火+回火)→取樣→探傷→鋼板檢驗→入庫。
2.2 成分設計
為保證鋼板的強韌性和熱穩定性,以添加適當碳當量為基礎,復合Nb、Mo、Ni等元素進行合金成分體系設計,借助適當的碳當量來保證鋼板熱處理后的強度穩定性和韌性。采用潔凈鋼冶金技術、優化的軋制工藝控制材料的組織,以達到超厚X65W熱煨彎管管線鋼鋼板高強度和良好韌性的合理匹配。試制鋼板的化學成分見表1(爐號5801731)。

表1 50.8 mm厚X65W管線鋼板化學成分(質量分數)%
可見,鋼板在低碳的基礎上加Nb、Ti、Mo、Ni等復合微合金,具有較合理的的碳當量(Ceq=0.41%)和較低的冷裂紋敏感指數(Pcm=0.19%),結合高壓水冷卻技術、超細晶粒控制工藝技術、多冷卻路徑冷卻技術,配合合理的熱處理工藝,解決了超厚規格X65W熱煨彎管管線鋼熱處理后的強度損失嚴重、韌性、塑性、焊接性能的不兼容的難題。
3 鋼板質量分析
3.1 金相組織
濟鋼開發的超厚規格X65W管線鋼組織及掃描電鏡形貌見圖1、圖2。
X65W管線鋼金相組織主要是針狀鐵素體+塊狀鐵素體+少量珠光體的復合組織(見圖1)。這種針狀鐵素體鋼板具有高的屈服強度以及良好的沖擊韌性。針狀鐵素體在光學顯微鏡下的特征是不規則的鐵素體塊,鐵素體塊間晶界模糊,晶粒間或晶粒內分布著細小的M/A島,針狀鐵素體內部隱約可見浮凸和亞晶條紋,晶內具有高密度位錯。

圖1 50.8 mm X65W鋼板典型金相組織(爐號15S8-01731,批號15T-0039751)
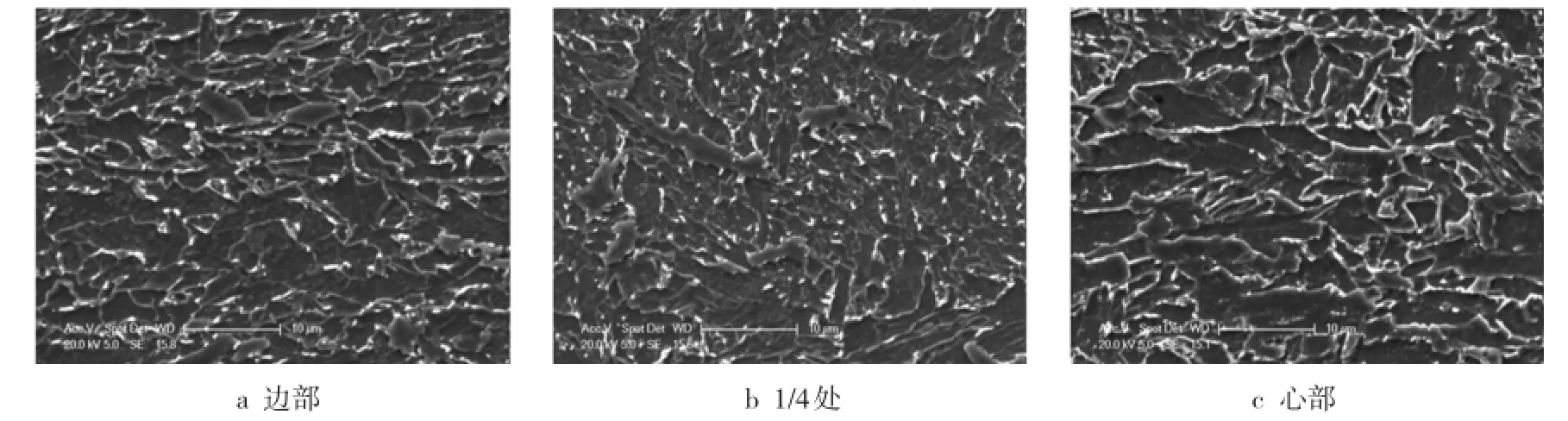
圖2 50.8 mm X65W鋼板掃描電鏡形貌(爐號15S8-01731,批號15T-0039751)
X65W管線鋼組織中大量的針狀鐵素體呈現多位向分布(見圖2),并且有許多白色細小碳化物從晶粒內部析出,而不是在晶界析出,這樣的碳化物極其微小,有利于纏繞位錯增加強度及韌性。出現此現象主要是因為,針狀鐵素體的形成溫度比貝氏體高,因此組織轉變類型處于切變與擴散之間,因此會有少量的碳化物從晶粒內部析出,并且彌散分布,大大提高鋼板的強韌性。
3.2 力學性能
1)X65W鋼板的常規力學性能統計情況見圖3。
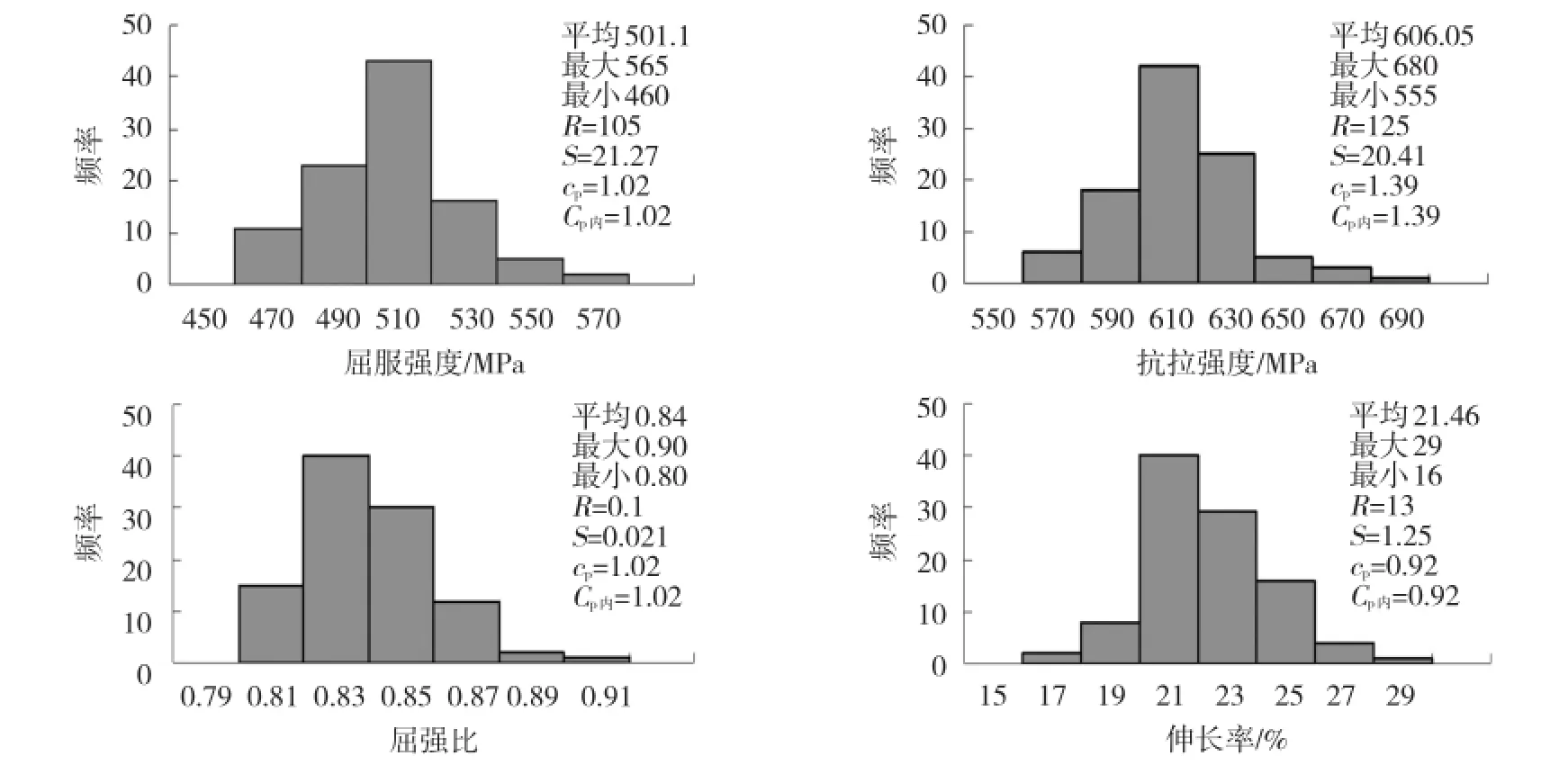
圖3 50.8 mm X65W熱煨彎管管線鋼板性能直方圖(n=100)
由圖3可看出,50.8 mm厚X65W熱煨彎管管線鋼板屈服強度均在470 MPa以上,抗拉強度均在570 MPa以上,冷彎性能和伸長率均合格,基本呈正態分布。所研制的X65W管線鋼鋼板符合國標要求。
2)力學性能厚度均勻性試驗。一般在熱煨彎管鋼板寬度的1/4處取樣進行力學性能檢驗,包括拉伸、冷彎和沖擊。拉伸試驗按照GB/T 228—2002標準要求進行,試制鋼板取全厚度矩形、1/2厚度(t/ 2)Φ10圓棒、和1/4厚度(t/4)Φ10圓棒各3個試樣進行試驗,檢驗結果如表2所示(取樣方向為橫向)。
從表2可以看出,鋼板的全厚度試樣與t/2取樣、t/4取樣的強度沒有明顯下降,證明鋼板的厚度效應較小,性能均勻。
3)常規夏比沖擊性能。50.8 mm厚X65W鋼板
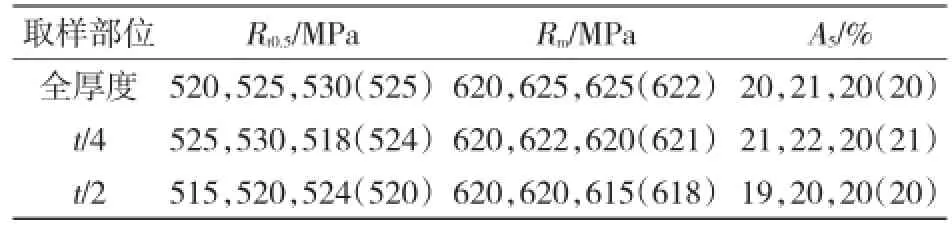
表2 50.8 mm X65W管線鋼板力學性能
的沖擊功統計情況見圖4。
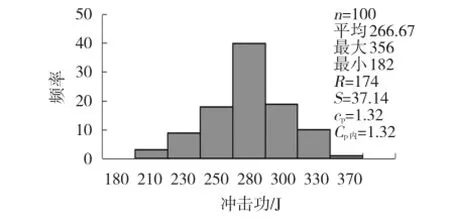
圖4 50.8 mm X65W鋼板沖擊功分布
從圖4可以看出,濟鋼生產的X65W鋼板具有優良的強韌性。對沖擊及落錘斷口進行掃描電鏡觀察,其斷裂形貌如圖5所示。
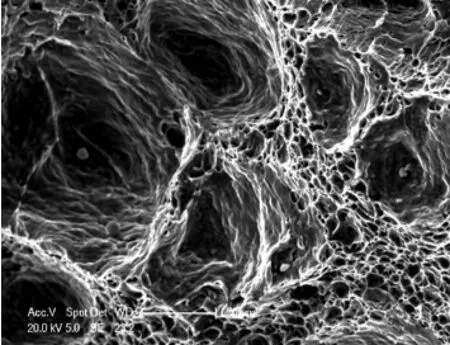
圖5 X65W鋼板-10℃沖擊試樣斷口形貌
沖擊斷口形貌顯示,斷口主要由韌窩組成,說明裂紋啟裂屬于韌性啟裂。落錘性能代表著阻礙裂紋擴展的能力,從落錘斷口形貌看,也是由大量的韌窩組成,說明裂紋在擴展時也是韌性擴展。由此說明X65W鋼不僅具有高的強度,而且具有好的韌性。
4)系列溫度沖擊及韌性均勻性。對50.8 mm厚X65W熱煨彎管用管線鋼板進行0~-100℃系列溫度沖擊韌性檢驗,目的是研究鋼板的韌脆轉變溫度區間。試樣分別取自1/4厚度處及鋼板中心,以檢驗鋼板的厚度沖擊性能均勻性。沖擊試驗按照GB/ T 229—1994標準要求在JB-300B沖擊試驗機上進行,檢測結果如表3所示。
從表3可以看出,生產的熱煨彎管鋼板隨著溫度的降低,沖擊韌性下降,但即使降到-100℃,平均沖擊吸收功仍然保持了較高水平;鋼板纖維斷面率在-60℃仍然保持在100%,直到-80℃才出現脆性斷面。同時可看出,在0~-60℃溫度范圍內,鋼板中心及1/4厚度處沖擊功都比較均勻,差值較小,鋼板韌脆轉變溫度低于-60℃,鋼板的低溫韌性優良。
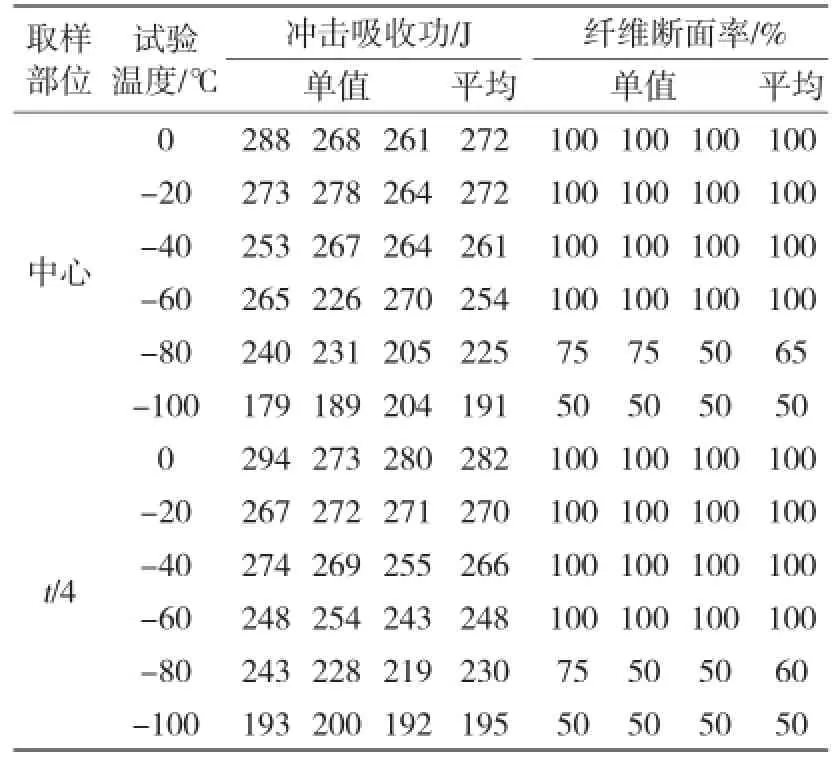
表3 X65W系列溫度沖擊試驗結果
4 熱處理鋼板質量分析
4.1 熱處理工藝
根據現場實際生產50.8 mm厚X65W熱煨彎管情況,選取兩個成分方案,采取正交實驗法系統分析熱煨彎管管線鋼母板金相組織,淬火態組織及在不同熱處理工藝下的組織和性能,研究熱煨彎管管線鋼在不同熱處理工藝下成分、組織和性能的關系,確定最佳熱處理工藝。
50.8 mm X65W鋼板熱處理工藝:淬火溫度分別為1 050、1 000、950、900、850、800℃,淬火保溫時間均為1 h;回火溫度分別為580、630、650、680℃、回火保溫時間分別為102、127、142 min。
4.2 淬火后鋼板組織
鋼板淬火后為馬氏體組織(見圖6),但由于鋼板厚度較大,鋼板心部的淬火效果被減弱,在心部出現了少量的先共析鐵素體。
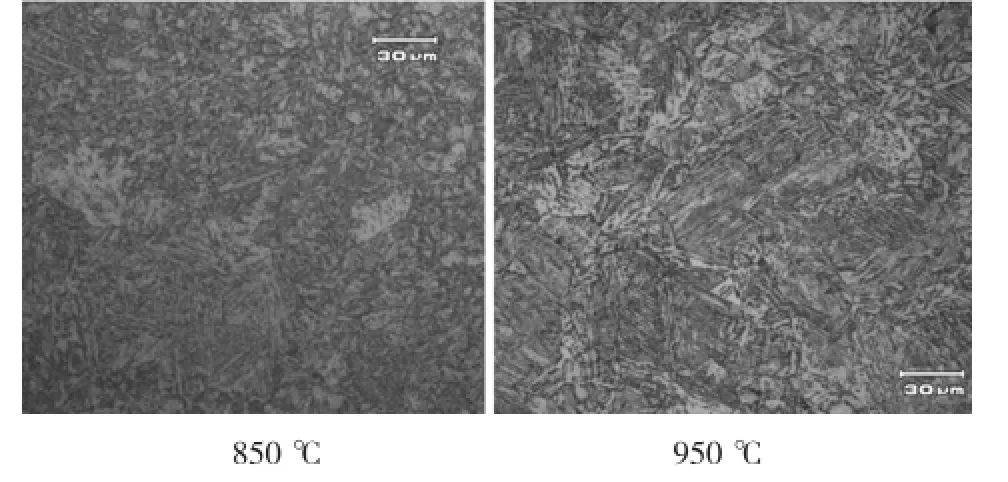
圖6 50.8 mm厚X65W鋼板不同溫度淬火后金相組織
鋼板組織中可看到局部有典型的淬火態組織形貌—馬氏體組織。隨淬火加熱溫度升高,材料晶粒逐步長大,貝氏體組織逐漸增多。由于貝氏體組織具有較高的強度,故淬火加熱溫度高,材料強度也高。高溫淬火時,晶粒長大和較多比例的貝氏體形態組織都對沖擊韌性不利。這是由于淬火溫度升高會使材料淬火充分,從而使其強度、硬度升高,韌性、塑性下降。要得到良好的強韌性配合,初步確定熱煨彎管的彎制溫度為900~1 050℃,并盡量取偏上限。
4.3 回火后鋼板組織
試樣分別在不同溫度和保溫時間下進行回火處理,空冷至室溫后進行力學性能檢測及金相組織觀察。不同回火溫度的金相組織見圖7。由于碳含量較高,在600℃回火溫度下鋼板組織為粒狀貝氏體[2]和未完全轉變的馬氏體;630℃回火,在粒狀貝氏體組織中開始出現部分針狀鐵素體;當回火溫度升高到650℃時,主要組織為針狀鐵素體,粒狀貝氏體組織基本消失,出現部分多邊形鐵素體,并且多邊形鐵素體晶粒相對比較粗大。
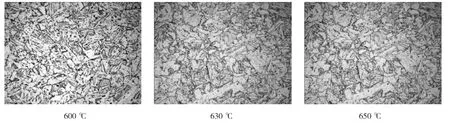
圖7 50.8 mm厚X65W鋼板不同溫度回火后的金相組織
4.4 回火后鋼板性能
不同溫度淬火及回火處理后50.8 mm厚X65W鋼板力學性能見表4。
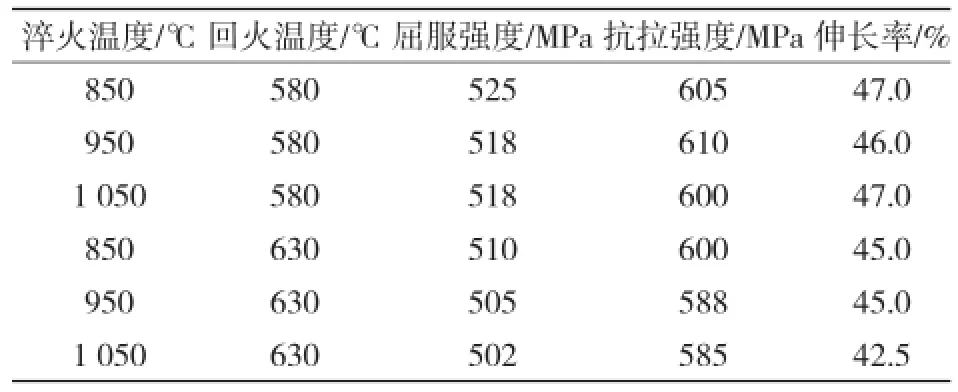
表4 50.8 mm厚X65W鋼板回火后力學性能
淬火材料經過回火處理后強度下降明顯,回火溫度越高,強度下降的幅度越大。隨著保溫時間增加,鋼板強度下降的幅度越大。回火溫度在580~680℃均可滿足技術條件對熱煨彎管的沖擊韌性要求。綜合回火溫度對彎管材料強度和沖擊韌性的影響,同時考慮材料成分,為充分降低材料的殘余內應力,取回火溫度為600~650℃。
5 與國內外同類產品比較
5.1 化學成分
表5對比了濟鋼與其他鋼廠生產的熱煨彎管用鋼板實物主要化學成分。濟鋼鋼板中S、P含量要低于日本JFE和國內某鋼廠的X65W熱煨彎管,具有較高的純凈度,同時濟鋼產品具有較低的Mo、Nb、Ni合金成分,成分設計簡單,成本低。
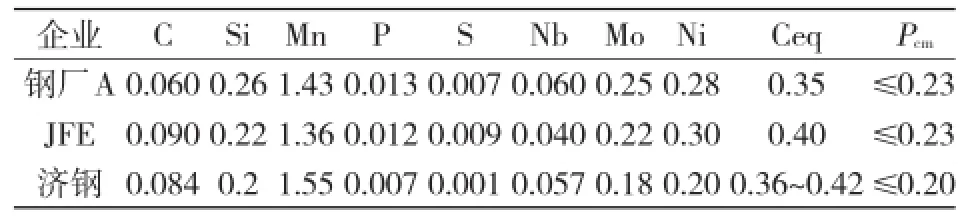
表5 同厚度X65W鋼板主要化學成分對比%
5.2 常規力學及熱穩定性能
從表6的性能對比可知,濟鋼研發的熱煨彎管用管線鋼板性能優良,強度富余量大,屈強比低,塑性好,有很好的熱穩定性,尤其具有很好的低溫沖擊韌性,更易于冷成型和熱加工,且使用安全可靠。
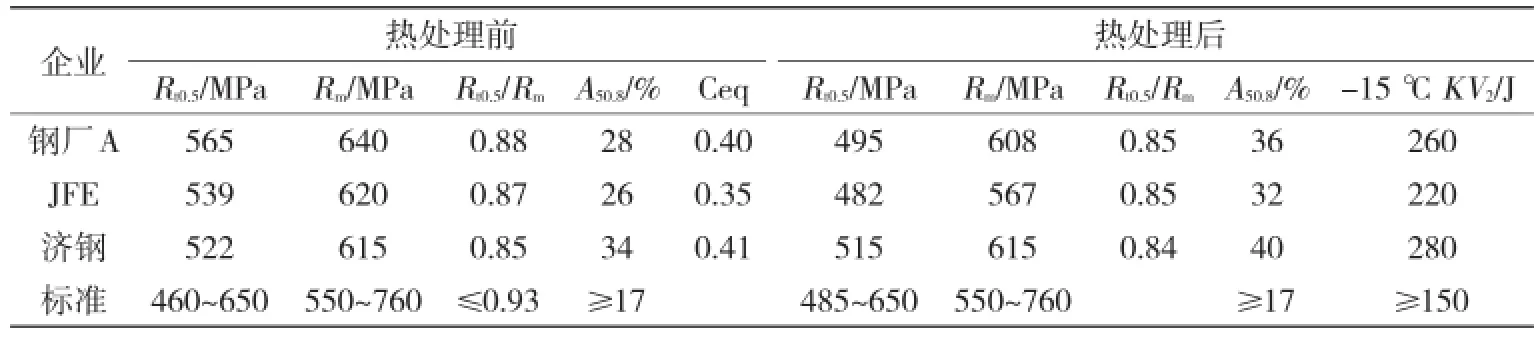
表6 同厚度規格X65W鋼板性能對比
5.3 焊接性能
采用自動埋弧焊,焊接接頭性能對比見表7,可知,濟鋼研發的熱煨彎管管線鋼焊接性能優良,經過35.7 kJ/cm的焊接熱輸入后,熱影響區低溫沖擊功達到213 J,保證了產品的質量。
6 結語
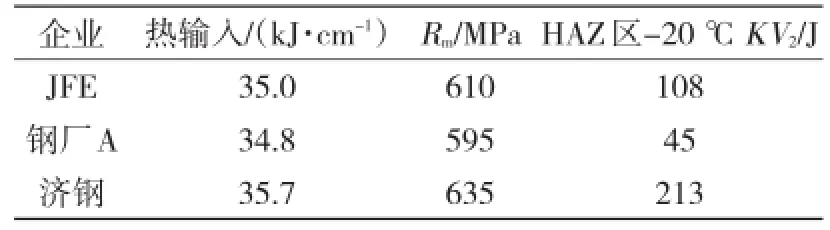
表7 同厚度規格X65W鋼板焊接接頭性能對比
濟鋼開發的50.8 mm超厚規格X65W熱煨彎管管線鋼,工藝簡單快捷,成本低廉,產品純凈度高,成分穩定,具有良好的強韌性匹配和優異的焊接性能,碳當量控制穩定,熱穩定性高,工藝成熟,產品質量穩定,滿足用戶熱彎管后達到相關強度級別的管線鋼性能要求,得到了用戶認可。濟鋼已完全掌握了厚規格X65W熱煨彎管管線鋼板的生產工藝技術,具備批量生產供貨50.8 mm超厚規格及以下規格熱煨彎管管線鋼板及熱處理的能力。
[1]張平則,徐重,張高會,等.Ti-Cu表面阻燃鈦合金研究[J].稀有金屬材料與工程,2005,34(1):162-165.
[2]楊志婷,劉昌明,張友登.低碳貝氏體鋼回火微觀組織對鋼板性能的影響[J].物理測試,2005,23(3):35-37.
Development and Production of 50.8 mm Thick X65W Hot Formed Bend Pipeline Steel Plate
NIU Yanlong,ZHAO Huijie
(The Technology Center of Jinan Branch of Shandong Iron and Steel Co.,Ltd.,Jinan 250101,China)
Based on the reasonable carbon equivalent,Nb,Ni,Ti,Mo and other alloy carbon equivalent alloy were added to obtain reasonable alloy system.Using the clean steel metallurgy technology,through the two stage multi path rolling,laminar cooling process and heat treatment process to ensure the strength of the steel plate and high toughness,50.8 mm ultra thickness X65W hot formed bend pipeline steel plate was developed.With simple chemical composition,low cost,steel purity,carbon equivalent control stability, crack sensitive coefficient is lower,the steel get acicular ferrite and bainite+a small amount of martensite after heat treatment (quenching+tempering),the steel has higher thermal stability on strength,better performance on lower temperature toughness, excellent welding performance before and after the heat treatment,which can fully meet the requirements of standards and user.
hot bending pipe steel;X65W steel;ultra thick;heat treatment;toughness;microstructure
TG142.1;TG335.5
A
1004-4620(2017)01-0004-05
2016-08-18
牛延龍,男,1982年生,2009年畢業于昆明理工大學材料學專業。現為山鋼股份濟南分公司技術中心管線鋼研發推進部工程師,從事管線鋼研究及開發工作。