青鋼1 800 m3高爐鐵口噴濺治理
2017-03-04 05:40:28黃艷峰楊小建鄭向國
山東冶金 2017年1期
黃艷峰,楊小建,鄭向國
(青島特殊鋼鐵有限公司,山東青島 266409)
經驗交流
青鋼1 800 m3高爐鐵口噴濺治理
黃艷峰,楊小建,鄭向國
(青島特殊鋼鐵有限公司,山東青島 266409)
針對青鋼1#1 800 m3高爐投產后鐵口噴濺嚴重的問題,對鐵口結構及工作狀態進行分析,認定鐵口噴濺的原因是高爐爐皮與冷卻壁之間的縫隙竄漏煤氣所致。采用鐵口區域壓漿的方式填充縫隙,封堵煤氣通道,鐵口噴濺問題得以解決。
高爐;鐵口噴濺;壓漿
1 前言
青島特殊鋼鐵有限公司擁有1 800 m3高爐兩座,年平均利用系數2.36 t/(m3·d),年產生鐵322萬t。2015年11月份投產的1#高爐采用矩形雙出鐵場,兩出鐵場東西對稱分布,兩鐵口夾角為180°。兩個出鐵場共設置4條鐵水罐車走行線,采用110 t鐵水罐車輸運鐵水,運輸方式為起重機+過跨車“一罐制”。自1#高爐投產以來,鐵口噴濺嚴重,貫穿整個出鐵過程,渣鐵流發散,造成主鐵溝兩側殘渣鐵大量堆積,增加了爐前操作人員的勞動強度;噴濺導致出鐵過程中揚塵過大,爐前除塵系統負荷過重,煙塵難以及時排出,導致出鐵場煙塵污染嚴重;渣鐵堆積容易導致堵口困難,清理不及時影響高爐出鐵節奏,甚至造成憋風現象,制約高爐安全生產。為此,解決鐵口噴濺問題已迫在眉睫。
2 鐵口噴濺原因分析
青鋼1#高爐爐底、爐缸采用日本NDK高導熱炭磚,爐底滿鋪兩層剛玉莫來石陶瓷杯墊,爐底、爐缸內部砌筑一層黏土保護磚,高爐鐵口區域結構如圖1所示。
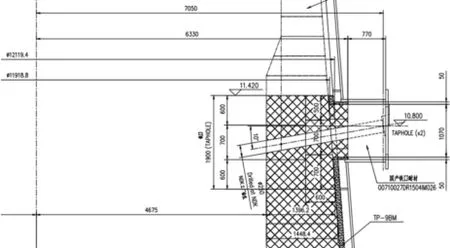
圖1 1#高爐鐵口部位結構
青鋼1#高爐投產以來,曾嘗試通過提高炮泥質量、優化爐前操作制度等多種方式來治理鐵口噴濺問題,但效果均不明顯。考慮到高爐鐵口附近煤氣火較大,排除炮泥質量的因素,結合高爐爐缸及鐵口結構,確定導致噴濺的主要原因是高爐煤氣進入鐵口[1]。通過對開口過程的長期統計發現,鉆頭鉆至1 000 mm左右時,煤氣量有所增加。由圖1可見,在鐵口深度1 000 mm附近存在兩個薄弱環節,即高爐爐皮與冷卻壁之間的縫隙和冷卻壁與碳磚之間的碳素搗打料層。分析煤氣的主要來源有兩個。
1)煤氣通過高爐爐皮與冷卻壁之間的間隙竄至鐵口。由圖1鐵口部位結構可見,高爐爐皮與冷卻壁之間有40 mm的縫隙,爐體施工結束后,通過爐皮預留的灌漿孔壓入泥漿填充。投產后,由于無水壓入泥漿收縮或施工過程中泥漿壓入不飽滿,形成裂紋和縫隙。生產過程中,在爐內高壓的作用下,爐內的煤氣通過這些裂紋和縫隙竄到鐵口通道,形成了鐵口煤氣火,這是鐵口煤氣的主要來源。
2)煤氣通過冷卻壁和碳磚之間的碳素搗打料竄至鐵口。爐缸碳磚與冷卻壁之間有100 mm的碳素搗打料,用來吸收不同材質材料的熱膨脹,填充空隙,將碳磚熱量及時傳遞給冷卻壁。在施工過程中,碳素搗打料采用風鎬人工搗打的形式,密度不均,在熱應力的作用下易形成裂紋;另外,由于冷卻壁的作用,碳素搗打料難以達到燒結溫度,搗打料的強度喪失,造成搗料層結構疏松。這些裂紋和疏松的結構形成了煤氣竄入鐵口通道的又一途徑。
3 鐵口噴濺的治理
徹底根除當前鐵口噴濺的現狀,應從上述煤氣的來源入手。填充1 000 mm附近搗料層和灌漿料層中的煤氣通道,堵住縫隙最好的辦法是壓漿[2]。
3.1 壓漿材料的選擇
鐵口部位的壓漿處理不僅要填補縫隙,而且要兼顧冷卻壁與碳磚之間的導熱性能,所選材料應具備長期塑性、良好的體積穩定性、高延展性、良好的導熱性。因此,基質部分采用超微粉設計,對細小縫隙具備很好的填充性能的碳質壓入料能夠符合鐵口灌漿需求。碳質壓入料的理化指標見表1。
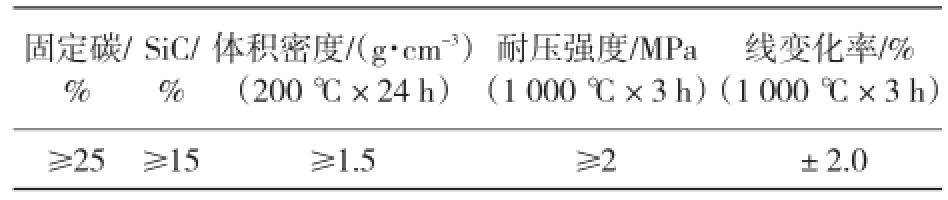
表1 碳質壓入料理化指標
3.2 壓漿前的準備
青鋼1#高爐設計時爐體預留Φ60 mm灌漿孔,每個灌漿孔上都裝有1個球閥,預留的灌漿孔有兩種形式:一種是直接焊接在爐殼上,供爐殼和冷卻壁之間的縫隙灌漿使用;另一種是穿過冷卻壁,用于冷卻壁與碳磚之間的縫隙灌漿。鐵口部位的灌漿孔分布如圖2所示,其中部分黑色實心圓點為爐皮預留灌漿孔所在位置,空心正方形為穿壁灌漿孔所在位置。

圖2 鐵口部位預留灌漿孔位置
由圖2可見,鐵口附近穿壁灌漿孔有6個、爐皮灌漿孔有12個。為了保證灌漿效果,首先要進行灌漿位置確定。經現場勘查,需采取灌漿處理的位置為鐵口上方爐皮灌漿孔2個;鐵口下方爐皮灌漿孔3個、穿壁灌漿孔2個;鐵口左側爐皮灌漿孔2個、穿壁灌漿孔1個;鐵口右側爐皮灌漿孔3個、穿壁灌漿孔1個。
由于高爐施工過程中部分預留的灌漿孔已進行過壓漿處理,為了保證壓漿效果,施工前需要對預留灌漿孔逐一確認,并清理孔內殘留的壓入料。預留灌漿孔堵塞或預留孔部位原有壓入料較密實,不能滿足壓漿要求的需在附近選擇合適位置重新開孔。
經核實,所選位置的預留孔打開后有煤氣竄出,原有壓入料強度不高,空隙較大,均滿足壓漿要求,無需重新開孔。將預留灌漿孔的殘余壓入料清理完畢后,關閉灌漿孔上的閥門,等待休風灌漿。
3.3 壓漿施工
2015年3月6日,高爐計劃休風12 h,準備就緒后,開始對選定的灌漿點壓漿施工,順序由下至上逐一進行。
1)灌漿壓力控制。鐵口下方每個壓入孔的最高壓力控制在40 kg/cm2,超出此壓力的視為死孔,當壓力升高到30 kg/cm2時視為壓滿;鐵口左右兩側每個壓入孔的最高壓力控制在30 kg/cm2,超出此壓力的視為死孔,當壓力升高到25 kg/cm2時視為壓滿;鐵口上方施工壓力控制在20 kg/cm2以下,壓力升高到15 kg/cm2時視為壓滿;每孔壓入材料量控制在400 kg,如出現相鄰孔出料的情況視為兩孔貫通,壓入材料的數量可以適當增加。
2)壓漿過程。壓漿過程中,派專人對鐵口附近的爐皮及灌漿孔狀況不斷監測,檢查是否有冒漿現象;時刻注意壓力變化,并形成壓漿記錄。由記錄可知,爐皮與冷卻壁之間的縫隙壓入量較大,爐皮與冷卻壁之間縫隙較多;而穿壁灌漿孔的壓入量較少,冷卻壁與碳磚之間的碳素搗打料密實度相對較高,間隙不多,說明煤氣的主要來源為爐皮與冷卻壁之間的縫隙。
4 治理效果
鐵口噴濺是高爐常見的問題,特別是新建的高爐,青鋼1 800 m3高爐通過休風灌漿治理后,未打開鐵口前,鐵口區域煤氣火減小;正常出鐵過程中渣鐵流沿鐵口通道呈圓柱狀流出,出鐵前、后期鐵流穩定不發散,再無噴濺現象;堵口后主溝兩側殘余渣鐵量減少,基本無需清理,改善了爐前工作環境,降低了爐前操作人員的勞動強度,鐵口噴濺問題得以解決。
[1]劉興平,唐勛海.抑制鐵口噴濺專用無水炮泥的研制與應用[J].煉鐵,2012,31(1):49-52.
[2]王志,于成忠.壓漿技術在解決大型高爐鐵口噴濺上的應用[J].鞍鋼技術,2007(5):41-43.
TF573+.6
B
1004-4620(2017)01-0063-02
2016-08-05
黃艷峰,男,1984年生,2007年畢業于遼寧科技大學無機非金屬材料專業。現為青島特殊鋼鐵有限公司煉鐵作業部工程師,從事高爐長壽及耐材管理工作。