窄坡口MAG焊擺動參數(shù)對焊縫成形的影響
2017-03-06 02:41:33張中亮周燦豐楊成功
河北科技大學(xué)學(xué)報 2017年1期
關(guān)鍵詞:焊縫
羅 雨,張中亮,2,周燦豐,2,楊成功,周 衛(wèi)
(1.北京石油化工學(xué)院能源工程先進連接技術(shù)研究中心,北京 102617;2.北京化工大學(xué)機電工程學(xué)院,北京 100029)
窄坡口MAG焊擺動參數(shù)對焊縫成形的影響
羅 雨1,張中亮1,2,周燦豐1,2,楊成功1,周 衛(wèi)1
(1.北京石油化工學(xué)院能源工程先進連接技術(shù)研究中心,北京 102617;2.北京化工大學(xué)機電工程學(xué)院,北京 100029)
為了解決窄坡口側(cè)壁熔合問題,改善焊縫成形,采用窄坡口高速擺動MAG焊槍,進行了不同擺動寬度和擺動頻率的焊接試驗。通過測量焊縫宏觀金相獲得焊縫截面尺寸,對焊縫截面尺寸隨擺動寬度、擺動頻率的變化趨勢進行曲線擬合,研究了高速擺動電弧窄坡口MAG焊擺動參數(shù)對焊縫成形的影響規(guī)律。結(jié)果表明,增加擺動寬度和頻率都能減小焊縫熔深,增加側(cè)壁熔深,當(dāng)焊槍擺動寬度使側(cè)間距大于-0.5 mm、小于1 mm時會獲得好的焊縫成形,擺動頻率增加到5 Hz以上時,能消除焊縫指狀熔深,但是當(dāng)擺動頻率高于9 Hz時,增加擺動頻率,焊縫截面尺寸的變化不明顯。獲得的這些擺動參數(shù)對焊縫成形的影響規(guī)律能夠為焊接工藝參數(shù)的選擇提供指導(dǎo)。
焊接工藝與設(shè)備;窄坡口;MAG焊槍;擺動寬度;擺動頻率;焊縫成形
隨著核電和油氣管道焊接尺寸和管壁厚度的增加,縮短焊接時間和減少焊材消耗的迫切需求使得管道坡口尺寸變得更窄、更深[1]。窄坡口GMAW由于其焊縫截面積大幅度減小、具有極高的焊接生產(chǎn)率,更優(yōu)良的焊接力學(xué)性能,更小的焊接殘余應(yīng)力和殘余變形,特別適合大厚板的焊接,因此廣泛應(yīng)用于油氣管道鋪設(shè)等領(lǐng)域[2]。但是窄坡口管道焊接中,由于MAG 焊電弧的張角較小,電弧集中作用在坡口底部,對于管道坡口側(cè)壁和每層焊道的根部加熱較弱,由此容易產(chǎn)生坡口側(cè)壁和根部未熔合,這也是窄間隙管道MAG 焊技術(shù)面臨的最關(guān)鍵問題[3]。
為了增大電弧的作用范圍,改善坡口側(cè)壁熔合,焊槍擺動電弧[4-7]、旋轉(zhuǎn)電弧[8-9]、磁控電弧[10-12]等各種增大電弧作用范圍的焊接方法被開發(fā)出來。但是,相比磁控擺動電弧焊接需要外加磁場,旋轉(zhuǎn)擺動電弧焊接機械機構(gòu)磨損嚴重,焊槍擺動電弧焊接更有利于油氣管道的現(xiàn)場鋪設(shè)。
焊槍擺動寬度和擺動頻率影響焊縫成形,在擺動焊槍的窄坡口管道MAG焊接中,焊縫跟蹤的實時性要求焊槍在較高的擺動頻率下進行。但是當(dāng)前焊槍擺動對焊縫成形的研究大都是在4 Hz以下[13-15]。本文通過開發(fā)的新型高速擺動焊槍研究擺動對焊縫成形的影響。
1 新型高速擺動焊槍及擺動原理
傳統(tǒng)的焊槍擺動通過滾珠絲桿、齒輪齒條、曲柄搖桿等機構(gòu)可以把電機的旋轉(zhuǎn)運動轉(zhuǎn)換成焊槍的擺動。針對管道焊接需要在窄坡口內(nèi)進行高速、精確的擺動特點,開發(fā)出了一種新型高速擺動焊槍,此焊槍使用音圈電機驅(qū)動焊槍運動,不需要換向轉(zhuǎn)置,理論上可以實現(xiàn)30 Hz的擺動頻率[16-17]。在實際試驗中因受試驗條件限制可以獲得15 Hz的穩(wěn)定擺動。圖1為新型高速擺動焊槍圖。
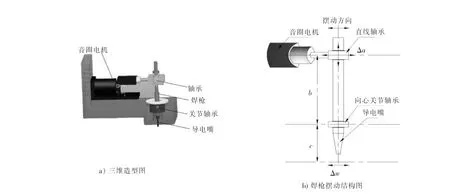
圖1 高速擺動焊槍圖
Fig.1 High-speed swing welding torch diagram
如圖1 b)所示,導(dǎo)電嘴以向心關(guān)節(jié)軸承為中點擺動,音圈電機推動導(dǎo)電桿作往復(fù)擺動,高頻擺動焊炬的擺動幅度表達式為
(1)
式中:Δa為音圈電機的移動幅度;c為向心關(guān)節(jié)軸承到焊絲端部的距離;b為直線軸承中心到向心關(guān)節(jié)軸承中心的距離。
2 焊接試驗方法
母材選用X65管線鋼,開梯形坡口,坡口深10 mm,底部寬度為7 mm,側(cè)壁傾角為12°。焊絲為1.0 mm的林肯JM-56,保護氣體為80%Ar與20%CO2的混合氣,流量為20 L/min。試驗采用的焊接電源為福尼斯TPS4000全數(shù)字化焊機。選定送絲速度,自動匹配電壓、電流。焊接結(jié)束后,使用鋸床截取焊件,使用200#,400#和800#的砂紙對試樣截面進行打磨,用5%(體積分數(shù))的硝酸酒精溶液對打磨后的焊縫橫截面進行腐蝕后,在金相顯微鏡下對焊縫進行拍攝,使用imagine-ProPlus軟件對獲得的焊縫宏觀金相圖片的焊縫截面尺寸進行測量。
如圖2所示,在坡口底部和側(cè)壁交點處做一直線,當(dāng)焊炬擺動到左右極限位置時,此直線到焊絲外側(cè)邊緣的距離定義為側(cè)間距ΔP,若焊槍擺動時,焊絲外側(cè)未超過直線,側(cè)間距為正,否則為負值。圖3為焊縫截面底部熔深D,側(cè)壁熔深S的定義。
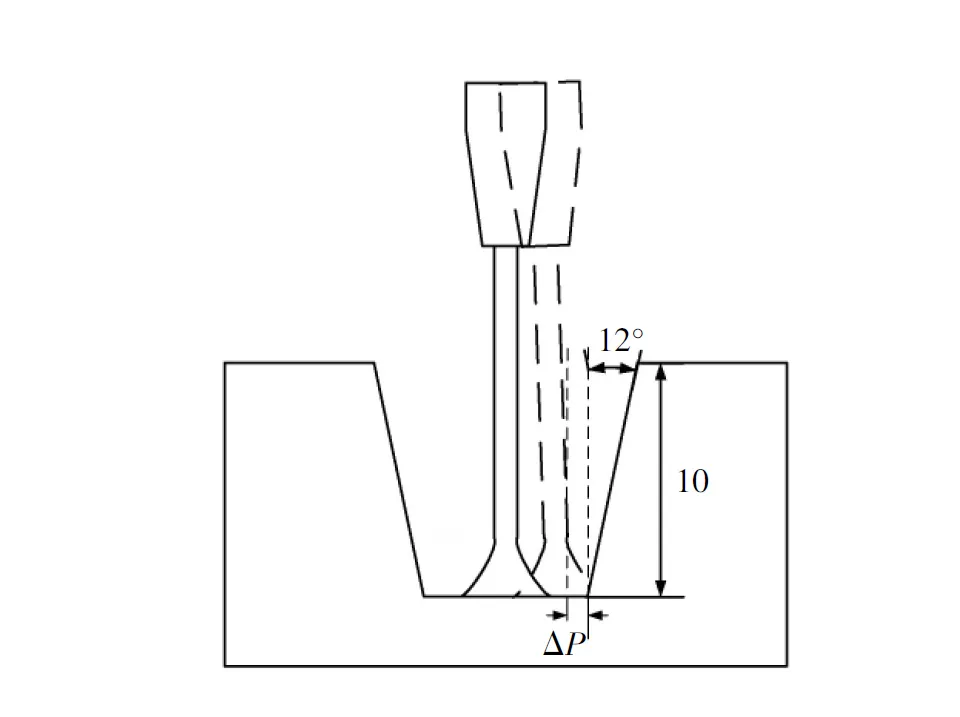
圖2 焊槍在窄坡口內(nèi)的擺動圖
Fig.2 Welding torch swing figure in the narrow groove
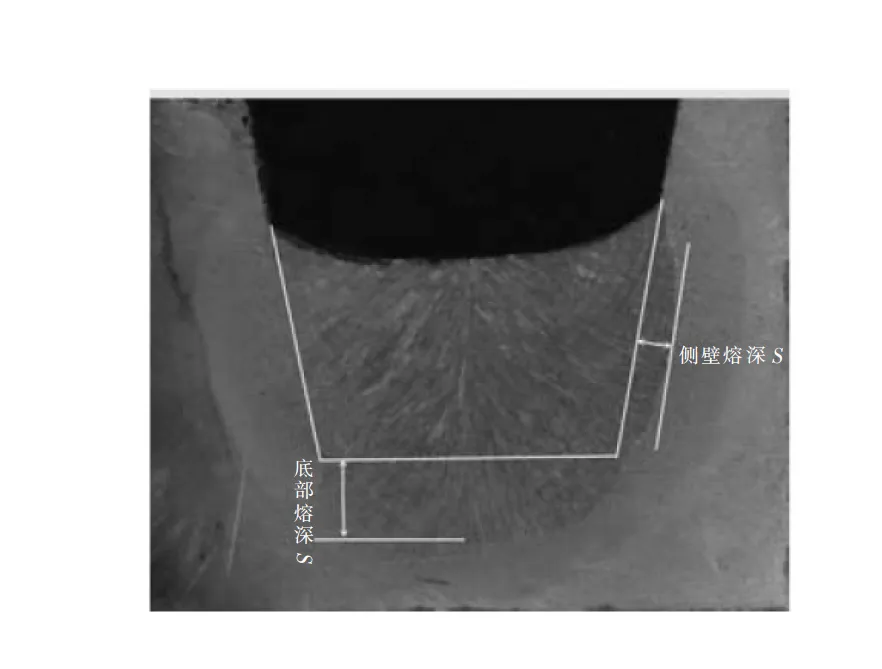
圖3 窄坡口焊縫截面
Fig.3 Narrow groove weld cross section
3 試驗結(jié)果和討論
在擺動電弧窄坡口焊接中,焊接電流I、電弧電壓U等常規(guī)焊接參數(shù)會對焊縫成形產(chǎn)生影響外,擺動參數(shù)也會對焊縫成形產(chǎn)生影響,尤其對于焊縫底部熔深和焊縫側(cè)壁熔深會產(chǎn)生重要作用[18]。為了高速擺動的需要,將駐留時間設(shè)置為0s,這里主要對焊槍的擺動寬度和頻率進行研究。
3.1 擺動寬度對焊縫成形的影響
擺動寬度是焊槍擺動到極限位置處,焊絲中心到擺動中心平面的最大垂直距離。表1所示為其他焊接參數(shù)相同時,焊槍擺動寬度從0mm(側(cè)間距3mm)增大到7mm(側(cè)間距-0.5mm)時的試驗參數(shù)。

表1 擺動寬度焊接參數(shù)設(shè)定
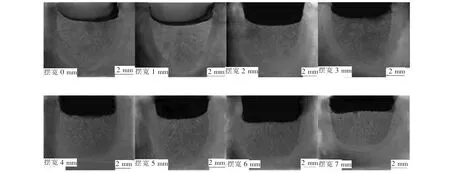
圖4 不同擺動寬度下的焊縫橫截面宏觀金相圖
Fig.4 Macroscopic weld cross section figure under different oscillation width
圖4為不同擺動寬度下的焊縫宏觀金相圖,當(dāng)擺動寬度小于4mm(側(cè)間距1mm)時,電弧離側(cè)壁較遠,熔池在坡口中間穩(wěn)定成形。電弧對坡口兩側(cè)的加熱作用很小,電弧熱主要集中在坡口底部,焊縫熔深很大,焊縫截面比較細長,底部較窄呈指狀。當(dāng)擺動寬度大于4mm時,受電弧擺動的影響,焊絲距離側(cè)壁很近,發(fā)生電弧回?zé)F(xiàn)象。電弧在焊絲和側(cè)壁之間燃燒,焊縫熔深減小,側(cè)壁熔深增加。圖5顯示了焊縫熔深和側(cè)壁熔深隨擺寬的變化趨勢。
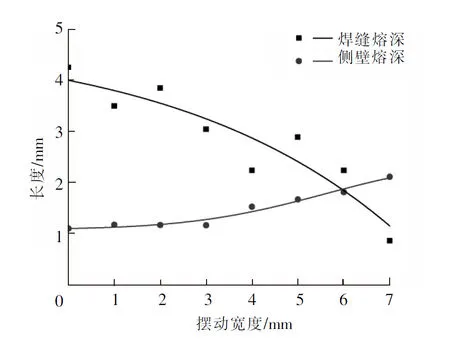
圖5 擺動寬度對焊縫尺寸的影響
Fig.5 Effect of swing width on weld size
3.2 擺動頻率對焊縫成形的影響
擺動頻率對窄坡口焊縫成形的影響的研究目前主要集中在旋轉(zhuǎn)電弧[19-20],本文主要研究為管道焊接開發(fā)的高頻擺動焊槍的擺動頻率對焊縫成形的影響規(guī)律。表2是其他焊接參數(shù)相同時,擺動頻率從0Hz增加到10Hz時的焊接參數(shù)表。
如圖6所示,擺動寬度為5mm、擺動頻率小于5Hz時,電弧力對熔池的攪拌作用較弱,電弧熱主要集中在坡口中心焊縫底部,形成細長的指狀熔深焊縫。當(dāng)焊槍擺動寬度不變時,擺動頻率的增加使焊槍的擺動速度增大,電弧對熔池的攪拌作用增強,焊縫成形明顯改善。

表2 擺動頻率焊接參數(shù)設(shè)定
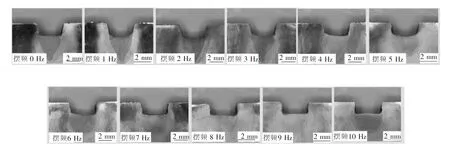
圖6 不同擺動頻率對焊縫橫截面的宏觀金相圖
Fig.6 Macroscopic weld cross section figure under different oscillation frequencies
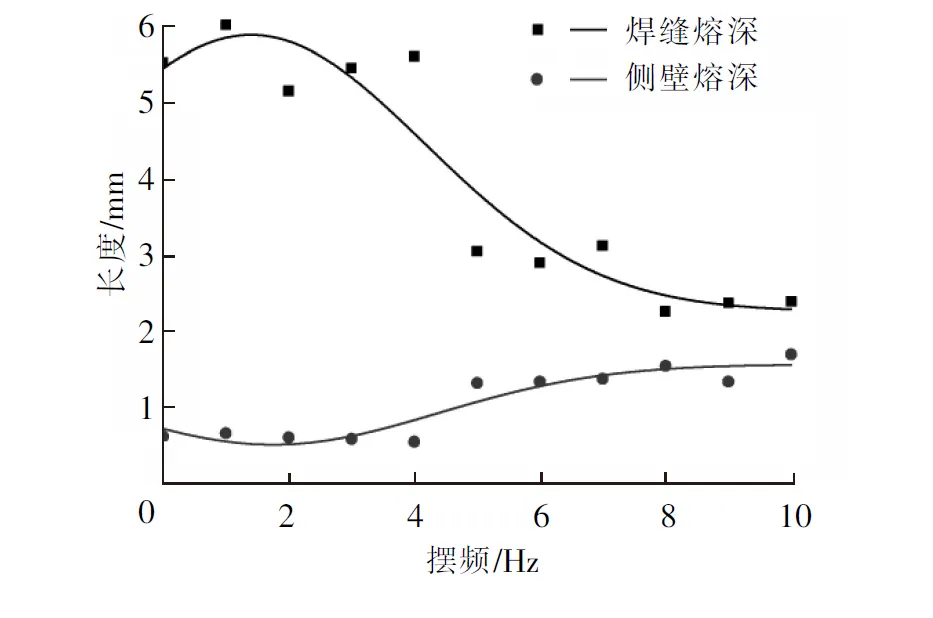
圖7 擺動頻率對焊縫尺寸的影響
Fig.7 Effect of swing frequency on weld size
擺動頻率對焊縫截面尺寸的影響如圖7所示,隨著擺動頻率的增加,焊縫熔深減小,側(cè)壁熔深增加。當(dāng)擺動頻率增加到5Hz以上時,能消除焊縫指狀熔深;但是當(dāng)擺動頻率增加到9Hz以上時,增大擺動頻率對焊縫截面尺寸的影響減弱。
4 結(jié) 論
1)在窄坡口焊接中,擺動寬度太小會出現(xiàn)指狀的焊縫,為了改善焊縫成形,需要增加擺動寬度,當(dāng)焊槍擺動寬度增加到使側(cè)間距大于-0.5mm、小于1mm時,坡口側(cè)壁熔合好,焊縫美觀。
2)擺動頻率太小,電弧對熔池的攪拌作用會很小,不利于獲得良好的焊縫成形。所以在焊接過程中,擺動頻率應(yīng)該大于5Hz,當(dāng)擺動頻率增加到9Hz以上時,增大擺動頻率,焊縫截面尺寸的變化很小。
/
:
[1]SCHWEMMERD,BEATTIEB,WAHLENNP.AdvancedtechnologiesfortandemSAWnarrowgrooveapplications[J].WeldJ, 2011, 90(11): 32-37.
[2] 張富巨, 羅傳紅. 窄間隙焊及其新進展[J]. 焊接技術(shù), 2000, 29(6): 33-36.
[3] 鄭森木, 高洪明, 周淋. 帶狀電極窄間隙MAG焊[J]. 機械工程學(xué)報, 2012, 48(8): 74-78.ZHENGSenmu,GAOHongming,ZHOULin.NarrowgapMAGweldingusingstripelectrode[J].JournalofMechanicalEngineering, 2012, 48(8): 74-78.
[4]WANGJ,ZHUJ,FUP,etal.AswingarcsystemfornarrowgapGMAwelding[J].TransactionsoftheIron&SteelInstitueofJapan, 2012, 52(1): 110-114.
[5] 羅雨, 韓素新, 焦向東, 等. 基于電弧傳感的管道焊接高低跟蹤技術(shù)[J].上海交通大學(xué)學(xué)報, 2015, 49(3): 357-360.LUOYu,HANSuxin,JIAOXiangdong,etal.Trackingtechnologyinpipeweledingbasedonarcsensor[J].JournalofShanghaiJiaotongUniversity, 2015, 49(3): 357-360.
[6] 羅雨. 海底管道鋪設(shè)焊接機器人系統(tǒng)研究[D]. 北京: 北京化工大學(xué), 2012.LUOYu.StudyonOffshorePipelineLayingWeldingRobotSystem[D].Beijing:BeijingUniversityofChemicalTechnology, 2012.
[7] 胡勝, 羅雨, 焦向東, 等. 軌道式管道焊接機器人焊縫跟蹤方法研究現(xiàn)狀[J]. 河北科技大學(xué)學(xué)報, 2015, 36(2):126-133.HUSheng,LUOYu,JXiangdong,etal.Researchstatusofseamtrackingmethodsfororbitalpipeweldingrobots[J].JournalofHebeiUniversityofScienceandTechnology, 2015, 36(2):126-133.
[8] 王加友, 國宏斌, 楊峰. 新型高速旋轉(zhuǎn)電弧窄間隙MAG焊接[J]. 焊接學(xué)報, 2005, 26(10): 65-67.WANGJiayou,GUOHongbing,YANGFeng.NewhighspeedrotatingarcnarrowgapMAGwelding[J].TransactionsofChinaWeldingInstitution, 2005, 26(10): 65-67.
[9]GUONi,LINSanbao,ZHAGNYaqi,etal.MetaltransfercharacteristicsofrotatingarcnarrowgaphorizontalGMAW[J].ScienceandTechnologyofWelding&Joining, 2013,14(8):760-764.
[10]XUWanghui,FANChenglei,LINSanbao,etal.ResearchondroplettransferinoscillatingarcnarrowgapGMAwelding[J].ChinaWelding, 2014, 23(2):12-16.
[11]KANGYH,NASJ.Characteristicsofweldingandarcsignalinnarrowgroovegasmetalarcweldingusingelectromagneticarcoscillation[J].WeldingJournal, 2003, 82(5): 93-99.
[12]劉明旭. 磁場作用下短路電弧熔滴過渡的數(shù)值模擬[D]. 沈陽: 沈陽工業(yè)大學(xué), 2015.LIUMingxu.NumericalSimulationofDropletTransferinShortCircuitArcUndertheActionofMagneticField[D].Shenyang:ShenyangUniversityofTechnology,2015.
[13]蔣朝東. 擺動電弧窄間隙GMAW橫向焊接焊縫成形及其影響因素研究[D]. 上海: 上海交通大學(xué), 2014.JIANGChaodong.ReserchonWeldbeadFormationofNarrow-gapGMAWwithSwingArcSysteminHorizontalPosition[D].Shanghai:ShanghaiJiaotongUniversity, 2014.
[14]任志鵬, 蔣朝東, 唐新華. 新型擺動電弧窄間隙GMAW焊縫成形研究[J]. 焊接, 2013(4): 26-29.RENZhipeng,JIANGChaodong,TANGXinhua.ResearchonthenewswingarcnarrowgapGMAW[J].Welding&Joining, 2013(4): 26-29.
[15]LANH,ZHANGHJ,ZHAODL,etal.EffectsofArc-SidewallDistanceonArcAppearanceinNarrowGapMAGWelding[M].RoboticWelding,IntelligenceandAutomation:SpringerInternationalPublishing, 2015.
[16]周燦豐, 吳金鋒, 羅雨, 等. 基于高速擺動電弧傳感器的GMAW焊縫跟蹤技術(shù)研究[J]. 焊接, 2013 (9): 14-17.ZHOUCanfeng,WUJingfeng,LUOYu,et.alResearchofGMAWseamtrackingtechnologybasedonthehigh-speedswingarcsensor[J].Welding&Joining,2013(9):14-17.
[17]韓素新. 基于電弧傳感的窄坡口管道焊接高低跟蹤技術(shù)研究[D]. 北京: 北京石油化工學(xué)院, 2015.HANSuxin,HighandLowTrackingTechnologyofPipelineWeldingBasedonArcSensor[D].Beijing:BeijingInstituteofPetrochemicalTechnology, 2015.
[18]徐望輝, 林三寶, 楊春利, 等. 擺動電弧窄間隙立向上GMAW焊縫成形[J]. 焊接學(xué)報, 2015,36(4): 56-60.XUWanghui,LINSanbao,YANGChunli,et.al.WeldbeadformationinoscillatingarcnarrowgapverticalupGMAWprocess[J].TransactionsofChinaWeldingInstitution, 2015,36(4): 56-60.
[19]郭寧,林三寶,張亞奇,等.旋轉(zhuǎn)電弧橫向GMAW接頭組織及成形特點[J].焊接學(xué)報,2009,30(8): 101-104.GUONing,LINSanbao,ZHANGYaqi,etal.MicrostructureandformationcharacteristicsofrotatingarchorizontalGMAWjoint[J].TransactionsofChinaWeldingInstitution,2009,30(8): 101-104.
[20]趙博, 范成磊, 楊春利, 等. 高速旋轉(zhuǎn)電弧窄間隙MAG焊焊縫成形的分析[J]. 焊接學(xué)報, 2008, 29(9): 109-112.ZHAOBo,F(xiàn)ANChenglei,YANGChunli,etal.Researchprocessofnarrowgapgasmetalarcwelding[J].TransactionsofChinaWeldingInstitution, 2008, 29(9): 109-112.
Effect of narrow groove MAG welding oscillation parameters on weld formation
LUO Yu1, ZHANG Zhongliang1,2, ZHOU Canfeng1,2, YANG Chenggong1, ZHOU Wei1
(1.Institution Engineering Research Center of Energy Engineering Advanced Joining Technology, Beijing Institute of Petrochemical Technology, Beijing 102617, China; 2. College of Electrical and Mechanical Engineering,Beijing University of Chemical Technology, Beijing 100029, China)
In order to solve the problem of narrow groove wall fusion, improving the weld formation, the welding test of different oscillation width and frequency is carried out by adopting the narrow high-speed swing MAG welding torch. On the basis of measuring the macro metallographic to determine the weld cross section size, the curve fitting of the variation trend of the weld section size with the swing width and the swing frequency is carried out. The effect of the high speed swing arc narrow groove welding MAG parameters on weld formation is studied. The results show that increasing the swing width or frequency can reduce the weld penetration and increase lateral wall penetration; when the swinging width makes side spacing greater than -0.5 mm and less than 1 mm, good weld forming will be gained; when the oscillation frequency increases to more than 5 Hz, weld finger penetration can be eliminated, but when it is above 9 Hz, increasing the swing frequency cannot cause obvious change of the dimension of weld. The effects of these oscillating parameters on weld formation can provide guidance for the selection of welding parameters.
welding technology and equipment; narrow groove; MAG welding torch; swing width; swing frequency; weld forming
1008-1542(2017)01-0007-06
10.7535/hbkd.2017yx01002
2016-09-09;
2016-11-22;責(zé)任編輯:張 軍
國家自然科學(xué)基金(51305037);北京市屬高校創(chuàng)新團隊建設(shè)提升計劃項目(IDHT20130516);北京石油化工學(xué)院URT資助項目(2015J00083)
羅 雨(1981—),男,內(nèi)蒙古烏蘭察布人,副教授,博士,主要從事焊接自動化與焊接控制方面的研究。
E-mail:luoyu@bipt.edu.cn
TG444
A
羅 雨,張中亮,周燦豐,等.窄坡口MAG焊擺動參數(shù)對焊縫成形的影響[J].河北科技大學(xué)學(xué)報,2017,38(1):7-12. LUO Yu,ZHANG Zhongliang, ZHOU Canfeng,et al.Effect of narrow groove MAG welding oscillation parameters on weld formation[J].Journal of Hebei University of Science and Technology,2017,38(1):7-12.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
