基于改進多類支持向量機的印刷缺陷檢測
2017-03-08 04:01:30胡方尚
華東理工大學學報(自然科學版) 2017年1期
胡方尚, 郭 慧
(華東理工大學機械與動力工程學院,上海 200237)
基于改進多類支持向量機的印刷缺陷檢測
胡方尚, 郭 慧
(華東理工大學機械與動力工程學院,上海 200237)
針對印刷品缺陷檢測問題,為了對缺陷位置、形狀、類型等信息進行有效的識別和分析,提出了一種基于改進多類支持向量機的印刷缺陷檢測方法。首先根據(jù)人眼視覺特性,將配準后的印刷圖像通過基于動態(tài)閾值的差分運算,快速地得到二值缺陷圖像;然后采用由缺陷幾何特征和形狀特征構(gòu)成的特征向量對缺陷信息進行分析和描述;最終通過改進的多類支持向量機實現(xiàn)印刷缺陷的準確識別。實驗結(jié)果表明,相對于一對一型支持向量機(OVOSVM)和一對多型支持向量機(OVRSVM),在實際訓練樣本較少的情況下,該方法具有檢測速度快、識別準確率高的特點,能夠有效解決印刷品缺陷檢測問題。
缺陷檢測; 差分運算; 支持向量機; 動態(tài)閾值; 印刷品
隨著現(xiàn)代印刷行業(yè)的自動化程度越來越高,企業(yè)對缺陷檢測技術(shù)的要求也越來越高。機器視覺具有實時性強、準確率高和穩(wěn)定性好等特點,能夠很好地適應(yīng)和滿足印刷質(zhì)量檢測的要求[1]。因此,它對傳統(tǒng)印刷檢測水平的提高具有重要的現(xiàn)實意義。
目前,國內(nèi)外對基于機器視覺和圖像處理技術(shù)的印刷缺陷檢測進行了一些研究。Luo等[2]提出了一種基于人工神經(jīng)網(wǎng)絡(luò)的彩色印刷品檢測算法,它通過分析顏色直方圖提取圖像特征,利用人工神經(jīng)網(wǎng)絡(luò)對提取的特征信息進行模式識別,最終判定印刷圖像是否存在缺陷;Mehenni等[3]提出了一種n-tuple和逐像素比較相結(jié)合的檢測方法,但它通過對所有的像素點進行比較只能檢測到缺陷位置,并不能獲得缺陷的具體形狀、類型等信息,而且缺陷檢測的速度較慢;徐敏等[4]提出了一種基于Blob的印刷缺陷形態(tài)學分析方法,通過區(qū)域生長分割算法對圖像中存在像素差異的區(qū)域進行劃分,但采用Blob算法只能分析和描述完全連通缺陷區(qū)域的圖像特征,而對于不完全連通缺陷區(qū)域要借助數(shù)學形態(tài)學處理。
為了克服上述檢測方法的局限性,有效識別印刷圖像中缺陷位置、形狀、類型等信息,本文提出了一種基于改進多類支持向量機的印刷缺陷檢測方法。首先根據(jù)人眼視覺特性,將配準后的印刷圖像通過基于動態(tài)閾值的差分運算,快速地得到二值化缺陷圖像;然后采用由缺陷邊緣特征和區(qū)域特征構(gòu)成的特征向量對缺陷信息進行分析和描述;最終通過改進的多類支持向量機實現(xiàn)印刷缺陷的準確識別。
1 印刷缺陷分析及檢測流程
1.1 常見的印刷缺陷
印刷質(zhì)量一般是指印刷品各種外觀特性的綜合效果,本文討論的印刷缺陷則是待檢印刷圖像相對于標準模板圖像的忠實程度,即與模板存在像素差異的區(qū)域則認為印刷缺陷[5]。根據(jù)數(shù)字印刷生產(chǎn)工藝特點和印刷產(chǎn)品質(zhì)量評價標準,綜合各種缺陷特征,本文將印刷缺陷分為3大類,如表1所示。

表1 印刷缺陷分類
圖1所示為實際印刷生產(chǎn)過程中常見的缺陷,為了能夠清晰地顯示印刷缺陷信息,圖像均經(jīng)過二值化處理。
1.2 印刷缺陷檢測流程
印刷缺陷檢測的基本原理是將印刷圖像與標準模板進行比較,尋找二者之間的差異并進行分析,從而獲得印刷圖像中的缺陷信息。因此,本文在圖像匹配完成的基礎(chǔ)上重點研究和實現(xiàn)印刷缺陷檢測的關(guān)鍵技術(shù)。圖2所示為本文設(shè)計的印刷缺陷檢測流程圖,虛線框內(nèi)部分為圖像處理和分析模塊。
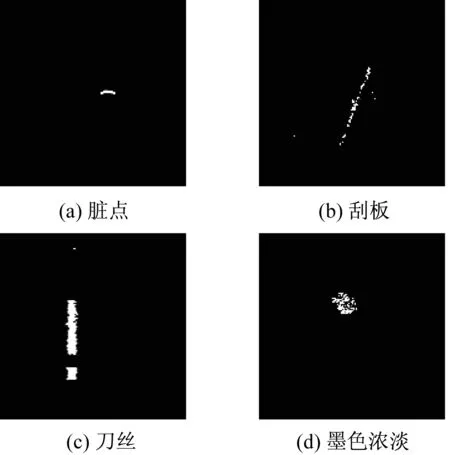
圖1 二值缺陷圖像

圖2 印刷缺陷檢測流程圖
2 印刷缺陷檢測的關(guān)鍵技術(shù)
2.1 基于動態(tài)閾值的圖像差影
為了能夠直觀地顯示印刷圖像與標準模板之間的差異,通常的做法是圖像差影,即將二者對應(yīng)像素的灰度值進行差分運算,然后按照設(shè)定的灰度閾值對圖像匹配的結(jié)果進行判決。對于印刷缺陷檢測而言,采用固定的灰度閾值并不能得到較好的檢測結(jié)果,因此,本文提出一種基于動態(tài)閾值的圖像差影。
設(shè)f(x,y)為標準圖像,g(x,y)為待檢圖像,則差分圖像s(x,y)可以表示為

(1)
本文動態(tài)閾值是在全局最優(yōu)準則下,首先確定出一個固定閾值,該閾值具有一定的抗噪聲能力,然后利用差分點所在位置的灰度分布特性,對其進行修正,所得閾值即為動態(tài)閾值,如式(2)所示。
(2)
式中:Txy為動態(tài)閾值;T為固定閾值;α為修正系數(shù)。若α=0,表示閾值按全局灰度特性確定;若α=1,表示閾值完全按局部灰度特性確定。本文具體算法中調(diào)整系數(shù)α的選取通過實驗予以確定,固定閾值T根據(jù)最大類間方差法自動選擇。
由于修正系數(shù)α的存在,使得圖像上各像素點都有隨灰度變化的動態(tài)閾值。它能同時兼顧全局最優(yōu)和局部感興趣細節(jié),更符合人眼視覺特性,即在灰度值不同的區(qū)域,人眼對相同的灰度差值也會有明顯的感官差異。因此,二值缺陷圖像B(x,y)可以表示為
(3)
根據(jù)人眼的視覺特性,在相同亮度的刺激下,人眼對不同背景亮度所感覺到的明暗程度也不同[6]。從視覺感官效果來看,人眼對于處于較暗(灰度值較小)的區(qū)域更為敏感,能分辨更小的灰度差異,而對于較亮(灰度值較大)的區(qū)域卻很難分辨灰度的差異。圖3所示為視力與亮度關(guān)系曲線,橫坐標為亮度的對數(shù),縱坐標為白地黑圈蘭道爾環(huán)視力。圖像灰度的取值范圍為0~255。

圖3 人眼視覺特性曲線
圖4所示為不同灰度區(qū)域的動態(tài)閾值范圍,圖中矩形框的上下底邊表示灰度值所決定的灰度閾值范圍。可以看出,所設(shè)定的動態(tài)閾值對于高灰度區(qū)域的像素點有更大的允許范圍。

圖4 灰度閾值范圍
2.2 缺陷區(qū)域分割與特征提取
印刷缺陷的區(qū)域分割實際上是對二值圖像中缺陷像素點(灰度值為255)進行搜索與聚類的過程。區(qū)域生長法是最基礎(chǔ)的圖像分割技術(shù),其基本思想是從一組生長點開始,將與該生長點相似的相鄰像素或區(qū)域與生長點合并,形成新的生長點,重復(fù)此過程直到不能生長為止[7]。區(qū)域生長一般包括3個基本要素:選擇合適的生長點;確定相似性準則即生長準則;判斷生長停止條件。圖5所示是一個區(qū)域生長的實例,其中加括號的像素表示已被生長點,未加括號的像素表示未被生長點。圖5(a)所示為原圖像,數(shù)字表示像素的灰度值,初始生長點選擇灰度值為255的像素,圖5(b)所示為生長停止后的區(qū)域生長結(jié)果。

00254000254(255)2540025225300002530000000é?êêêêêêù?úúúúúú00(254)000(254)(255)(254)00(252)(253)0000(253)0000000é?êêêêêêù?úúúúúú(a)初始生長點(b)區(qū)域生長結(jié)果
圖5 區(qū)域生長示意圖
Fig.5 Regional growth
為了提高缺陷區(qū)域分割的速度,本文提出了一種混合型的區(qū)域生長算法,它把圖像分成若干小區(qū)域,通過比較相鄰區(qū)域的灰度特征實現(xiàn)區(qū)域生長。由于實驗采用的CCD分辨率為500 ppi,要求檢測到的最小缺陷為0.025 mm2,而一個像素的大小為0.002 6 mm2,即可檢測到的最小缺陷面積大概是9個像素的大小。因此,可以將每9個像素看成一個小區(qū)域作為最小基本單元,這樣整個圖像就被重新劃分成眾多邊長為3個像素的正方形區(qū)域。圖像分區(qū)如圖6所示,以圖像的左上角為坐標原點,分別作x和y軸,建立坐標系,其中,區(qū)域A坐標為(3,2)。
本文用每個分區(qū)內(nèi)9個像素的灰度平均值表示分區(qū)的灰度信息,然后有分區(qū)代替單個像素完成區(qū)域生長。通過圖像分區(qū),大大減少了計算量,加快了程序的執(zhí)行速度,而且由于連續(xù)色調(diào)圖像各像素間的關(guān)聯(lián)性及數(shù)據(jù)的冗余性,這種方法對缺陷區(qū)域分割結(jié)果并沒有太大的影響。

圖6 圖像分區(qū)
通過對缺陷點的搜索聚類完成缺陷區(qū)域分割,進一步統(tǒng)計缺陷信息可以提取缺陷區(qū)域的各種特征參數(shù),包括面積、周長、邊緣、長寬比、分布方向等。
根據(jù)印刷品生產(chǎn)過程可知,飛墨、臟點等缺陷往往為圓形或者橢圓形,且形狀大小不唯一。取長徑l和圓形度ρ表示缺陷形狀特征,則計算公式如下:
l=max(lx,ly)
(4)
式中:lx為x方向長度;ly為y方向長度。
(5)
式中:s為面積,即缺陷區(qū)域中的像素總數(shù);c為周長,即位于缺陷區(qū)域邊界上的像素數(shù)目。
刀絲、刮板等缺陷大多為均勻直線,且一般沿印刷品行走方向。取長寬比k表示直線特征,則計算公式如下:
(6)
顏色失真、墨色濃淡等缺陷通常與標準圖像色差相對較小,且分布均勻。取差分圖像(未二值化的灰度缺陷圖像)的灰度標準差σ表示顏色特征,則計算公式如下:
(7)
式中:hi為差分圖像的缺陷區(qū)域中各像素灰度值;E為差分圖像中缺陷區(qū)域的灰度均值。
(8)
標準差越小,缺陷區(qū)域的灰度分布越均勻,反之核心物體的灰度分布不均勻。
2.3 基于改進多類SVM的缺陷識別
印刷圖像經(jīng)過缺陷區(qū)域分割和特征提取之后,需要對獲得的缺陷信息進一步處理和分析,才能完成印刷缺陷的分類和識別,這是一個模式識別過程。傳統(tǒng)模式識別技術(shù)(如人工神經(jīng)網(wǎng)絡(luò))采用經(jīng)驗風險最小化準則,在缺乏代表性的小訓練集情況下,一味地降低訓練集上的分類錯誤就會導(dǎo)致過度擬合[8]。支持向量機依據(jù)統(tǒng)計學習理論采用結(jié)構(gòu)風險最小化準則,同時兼顧訓練誤差與測試誤差的最小化,因而對于未見過的測試樣本具有更好的推廣能力[9]。為了提高缺陷檢測速度和識別率,本文將二叉決策樹與向量支持機相結(jié)合,并引入優(yōu)先級概念,采用改進的多類分類算法實現(xiàn)印刷缺陷準確識別,圖7所示為本文改進的多類SVM結(jié)構(gòu)示意圖。

圖7 改進的多類SVM結(jié)構(gòu)示意圖
在每次對k類訓練樣本進行訓練生成二叉樹結(jié)構(gòu)時,首先是將類間距最小的兩類合并為新簇Ⅰ得到一個新的父結(jié)點,同時訓練生成一個子SVM分類器。同理再對其余k-2類樣本中類間距最小的兩類合并為新簇Ⅱ,并訓練生成另一個子SVM分類器,直至最終得到二叉樹的根結(jié)點,即訓練完成。對測試樣本的分類過程為訓練過程的逆方向,從根結(jié)點開始進行判斷,經(jīng)相應(yīng)結(jié)點的SVM分類器測試后生成左、右兩個子結(jié)點,若子結(jié)點是葉結(jié)點則直接確定樣本所屬類別,否則繼續(xù)測試直到找到葉結(jié)點為止。具體算法流程如下:
Step 1 在特征空間中,每個類都會存在k-1個與其他類的距離值。根據(jù)式(9)計算類i與類j間的距離dij(i,j= 1,2,…,k,且i≠j)。
(9)

Step2 將第i類與其他k-1個類的距離值按從小到大的順序排列,并重新編號為
Step3 通過聚類的方法將類間距最小的兩個類合并成一個新簇Ⅰ,并訓練生成第1個子SVM分類器;同理對剩下的k-2個類進行類間距的計算,將類間距最小的兩類合并成新簇Ⅱ,并訓練生成第2個子SVM分類器,直至得到第k-1個子SVM分類器,此時訓練結(jié)束。
Step4 對測試樣本進行分類決策,在Step3形成的二叉樹根結(jié)點處利用SVM子分類器測試,判斷生成的子結(jié)點是否為葉結(jié)點(即層級為0)。若是則轉(zhuǎn)Step7;否則轉(zhuǎn)Step5。
Step5 利用該結(jié)點的SVM子分類器進一步測試,確定測試樣本屬于該結(jié)點下一級左結(jié)點還是右結(jié)點。
Step6 判斷Step5的左結(jié)點(或右結(jié)點)是否為葉結(jié)點,若是則轉(zhuǎn)向Step7;否則轉(zhuǎn)向Step5。
Step7 確定樣本所屬類別,程序結(jié)束。
3 實驗與結(jié)果分析
為驗證本文印刷缺陷檢測方法的效果,實驗在64-bitWindows7操作系統(tǒng)上使用LibSVM作為開發(fā)平臺,基于C++語言對源代碼進行修改編譯,實現(xiàn)本文印刷缺陷檢測算法。選取600張印刷缺陷樣本,其中包括臟點、飛墨、刀絲、刮板、糊版、色墨濃淡樣本各100張。根據(jù)2.2節(jié)中的統(tǒng)計特征參數(shù)對缺陷樣本進行訓練測試,訓練集樣本數(shù)為300,測試集樣本數(shù)為300,且各類別樣本數(shù)比例相同。
按照LibSVM應(yīng)用程序運行要求,在訓練之前需要對印刷缺陷特征向量X=(s,l,k,ρ,σ)進行歸一化處理,使得數(shù)值分布于[-1,+1]范圍內(nèi)。滿足格式要求的數(shù)據(jù)準備完成后,實驗選用徑向基核函數(shù)K(x,y)=exp(-γ‖Xi-Xj‖2)作為核函數(shù),利用交叉驗證方法對γ以及C進行評估。根據(jù)最佳核參數(shù)γ和懲罰系數(shù)C對整個訓練集進行訓練從而獲取相應(yīng)的支持向量機模型,最后通過構(gòu)建的二叉樹多類SVM模型對剩余的300個樣本進行測試。以SVM1為例,通過參數(shù)選擇工具grid.py得到最佳核參數(shù)γ為0.007 812 5,最佳懲罰系數(shù)C為128,對應(yīng)交叉驗證的識別率為97.5%。
為了進一步驗證改進的多類支持向量機性能,本文同時與一對一和一對多型支持向量機進行比較。表2所示為3種算法的訓練時間、分類時間以及識別率的對比結(jié)果、表3所示為各種缺陷類型在不同算法下的識別率統(tǒng)計結(jié)果。

表2 實驗數(shù)據(jù)對比結(jié)果

表3 缺陷識別率統(tǒng)計結(jié)果
由表2可知,本文改進的多類支持向量機無論在訓練時間、測試時間還是識別率方面都有較好的表現(xiàn)。由于本文引入優(yōu)先級概念,把類間距最小的兩類結(jié)合起來先進行分類,有利于排除對后續(xù)分類產(chǎn)生的干擾,同時減少了SVM分類器的數(shù)量(本文只需要構(gòu)造k-1個)。因此,算法大大節(jié)省了訓練和測試時間,提高了整體分類的速度以及識別率。由表3可知,本文算法對各種類型的印刷缺陷均有較好的識別效果,而且刮板缺陷識別率到達100%。另外,由于糊版缺陷相對難以分割,容易造成特征信息丟失,從而增加了缺陷識別難度,導(dǎo)致糊版相對于其他類型缺陷在3種算法中都有比較低的識別率。
4 結(jié) 論
本文在圖像匹配的基礎(chǔ)上對印刷缺陷檢測關(guān)鍵技術(shù)進行研究,提出了一種基于改進多類支持向量機的印刷品缺陷檢測方法,得到以下結(jié)論:
(1) 設(shè)定動態(tài)閾值,以同時兼顧全局最優(yōu)和局部感興趣細節(jié),使二值缺陷更符合人眼視覺特性;
(2) 運用圖像分區(qū),大大減少了計算量,加快了程序的執(zhí)行速度;
(3) 引入優(yōu)先級概念,有利于排除分類干擾,提高整體分類的速度和識別率;
(4) 實驗結(jié)果表明,本文方法能夠有效地識別和分析缺陷位置、形狀、類型等信息,具有較高的檢測速度和識別率。
[1]張媛.基于DSP的印刷品質(zhì)量檢測系統(tǒng)研究[J].淮海工學院學報,2014(1):11-14.
[2]LUO J,ZHANG Z.Automatic colour printing inspection by image processing[J].Journal of Materials Processing Technology,2003,139(1):373-378.
[3]MEHENNI B,WAHAB M A.APRIS:Automatic pattern recognition and inspection system[J].Computers in Design,Manufacturing and Production,1993(5):23-28.
[4]徐敏,唐萬有,馬千里,等.基于Blob算法的印刷缺陷在線檢測的研究[J].包裝工程,2011(9):20-23.
[5]吳鵬.數(shù)字印刷品質(zhì)量檢測與評價方法[J].印刷技術(shù),2015(9):33-35.
[6]王鋒,阮秋琦,徐金強.基于動態(tài)閾值和分層檢測的圖像缺陷識別算法的研究與應(yīng)用[J].北京交通大學學報,2002,26(1):19-22.
[7]LIRA J,MALETTI G.A supervised contextual classifier based on a region-growth algorithm[J].Computers & Geosciences,2002,28(8):951-959.
[8]HASSOUN M H,INTRATOR N,MCKAY S,etal.Fundamentals of Artificial Neural Networks[M].Massachusetts,USA:MIT Press,2010:906.
[9]HSU C W,LIN C J.A comparison of methods for multi-class support vector machine[J].IEEE Transaction on Neura1 Network,2002,13(2):415-425.
Printing Defects Inspection Based on Improved Multi-Class Support Vector Machine
HU Fang-shang, GUO Hui
(School of Mechanical and Power Engineering,East China University of Science and Technology,Shanghai 200237,China)
To recognize the defects of printed matter effectively,a method of printing defect inspection based on the improved multi-class support vector machine is proposed.According to the human visual characteristics,the binary defect image is rapidly obtained by the subtraction operation of registered image based on dynamic threshold.A feature vector consisting of defect geometric feature and shape feature is used to describe the defect of printing,and finally the accurate identification of printing defects is realized by the improved multi-class support vector machine.The experimental results show that in the case of less training samples the proposed method has faster detection speed and higher recognition accuracy than OVOSVM and OVRSVM,which can effectively solve the problem of printing defect inspection.
defect inspection; subtraction operation; SVM; dynamic threshold; printed matter
1006-3080(2017)01-0143-06
10.14135/j.cnki.1006-3080.2017.01.022
2016-06-29
胡方尚(1992-),男,碩士生,主要研究方向為計算機圖形學、機器視覺。
郭 慧,E-mail:huiguo@ecust.edu.cn
TP391
A
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
發(fā)明與創(chuàng)新·小學生(2021年3期)2021-03-25 11:48:49
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
