基于U G&V e r i c u t模擬仿真實踐加工研究
2017-03-09 02:02:55吳爽張泉
中國設備工程 2017年1期
吳爽,張泉
(沈陽職業技術學院,遼寧 沈陽 1 1 0 0 4 5)
基于U G&V e r i c u t模擬仿真實踐加工研究
吳爽,張泉
(沈陽職業技術學院,遼寧 沈陽 1 1 0 0 4 5)
基于U G、V e r i c u t模擬仿真加工研究,本文針對其操作流程進行了詳細論述。本文提出“由U G對產品進行模擬加工設置,由U G后處理導出的G代碼,導入到V e r i c u t進行仿真加工、最后輸入機床中進行產品實際加工”。研究結果表明,采用U G、V e r i c u t對產品進行模擬仿真加工,再導入機床中,大大增強了產品實際加工的可靠性,加大了真實加工的可行性。
U G;V e r i c u t;眼部按摩儀;G代碼
UG加工模塊可定義標準化刀具庫、加工工藝參數樣板庫使粗加工、半精加工、精加工等操作參數標準化。UG NX的加工后置處理模塊可方便地建立加工后置處理程序,該模塊適用于目前世界上幾乎所有主流NC機床和加工中心,該模塊在多年的應用實踐中已被證明適用于2~5軸或更多軸的銑削加工、2~4軸的車削加工。V E RI C UT軟件目前已廣泛應用于航空航天、汽車、模具制造等行業,其最大特點是可仿真各種C NC系統,既能仿真刀位文件,又能仿真C A D/C A M后置處理的NC程序,其整個仿真過程包含程序驗證、分析、機床仿真、優化和模型輸出等。
1 U G模擬加工設置
1.1 加工坐標系設置
將零件加工坐標系設置在毛坯上表面的中心位置,如圖1所示。
1.2 加工工藝卡片設置
根據零件特點粗加工采用型腔銑,產品主體側面采用型腔銑,產品主體精加工采用固定軸輪廓銑,工藝設置如表1所示。
第一步工序為粗加工。采用C A V I T Y_MI L L進行開粗,切削模式為跟隨周邊,切削方向為逆銑,切削順序為深度優先,刀路方向向內;加工余量為0.5(圖2)。
第二步工序為側面精加工。采用C A V I T Y_ MI L L進行開粗,切削方向為逆銑,切削順序為深度優先,刀路方向向內;加工余量為0.5(圖3)。
第三步工序為產品主體精加工。采用C A V I T Y_ MI L L進行開粗,切削方向為逆銑,切削順序為深度優先,刀路方向向內;加工余量為0.5(圖4)。
第四步仿真加工。確認刀軌后,進行仿真,仿真結果如圖5所示。
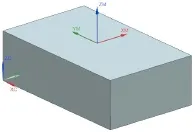
圖1 加工坐標系設置

圖2 粗加工刀具軌跡

表1 加工工藝卡片
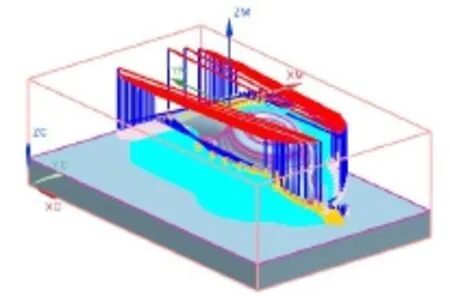
圖3 側面加工刀具軌跡
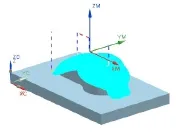
圖4 主體精加工刀具軌跡
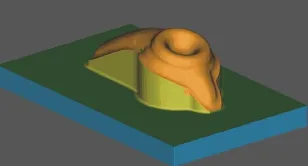
圖5 U G仿真加工結果
1.3 后處理
利用UG軟件后處理進行G代碼導出,選擇后處理系統為華中系統。
2 V e r i c u t仿真設置
2.1 啟動接口
利用UG軟件與v e r i c u t接口,進入v e r i c u t模型設置,將設置好的機床控制系統以及三軸數控機床項目模板加載進來,分別選擇模型、毛坯、夾具、毛坯機床坐標系,如圖6所示。
2.2 V e r i c u t仿真模擬
加載UG后處理導出的G代碼程序,進行加工坐標系原點設置,點擊輸出“Ou t p u t a n d Ru n”輸出數據并運行v e r i c u t,完成V e r i c u t的設置,V e r i c u t模擬結果如圖7所示。
3 結語
利用UG對零件進行刀具軌跡參數設置、刀具軌跡生成,生成后處理程序,利用v e r i c u t進行仿真模擬,提前預防了撞刀、過切等加工事故的發生,使產品加工更具有可靠性和實用性。

圖6 V e r i c u t模型設置
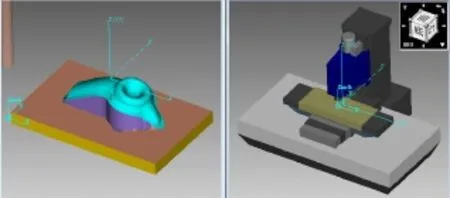
圖7 v e r i c u t模擬結果
[1]易良培.U G NX 1 0.0多軸數控編程與加工案例教程[M].北京:機械工業出版社,2 0 1 6.
[2]寇文化.工廠數控仿真技術實例特訓[M].北京:清華大學出版社,2 0 1 6.
T H 1 6 4
A
1 6 7 1-0 7 1 1(2 0 1 7)0 1(上)-0 0 5 4-0 2
沈陽科技計劃項目(F 1 4-1 2 4-9-0 0)。
猜你喜歡
汽車實用技術(2022年15期)2022-08-19 02:48:28
少先隊活動(2021年4期)2021-07-23 01:46:22
今日農業(2020年20期)2020-12-15 15:53:19
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
能源(2018年10期)2018-12-08 08:02:48
能源(2016年10期)2016-02-28 11:33:30
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
汽車實用技術(2015年8期)2015-12-26 09:01:02
醫學教育管理(2015年3期)2015-12-01 06:43:16
中國艦船研究(2014年5期)2014-05-14 06:43:09