一種精密永磁同步伺服電機定子機加工裝設計
2017-03-16 10:23:34張小明
科技創新與應用 2017年5期

摘 要:介紹了一種稀土永磁同步電機精密定子的機械加工工裝的設計,電機定子的尺寸公差和形位公差對電機的質量至關重要,采用液壓工裝漲緊套固定設計一次裝夾加工完成,裝夾力穩定,減少了定子內孔的變形,減輕了工人的勞動強度,保證了定子的精度和電機的質量。
關鍵詞:稀土永磁同步電機;定子;漲緊套;液壓油缸;拉桿;滑套
引言
隨著伺服技術越來越成熟,越來越多的場合選擇伺服電機,高的功率密度,優越的啟停性能和調速性能,作為伺服電機的關鍵核心部件定子精度尤為重要,對電機的噪音、振動、諧波轉矩影響很大。因而如何保證定子鐵心和定子外殼止口車削后的形位公差質量尤為重要。
1 電機結構分析
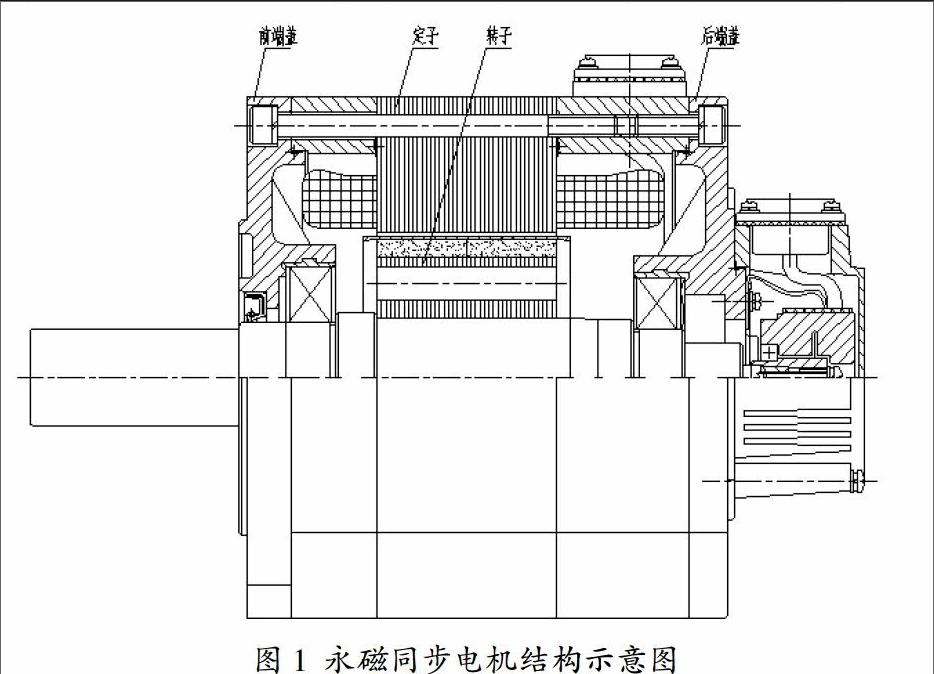
永磁同步電機采用的稀土釹鐵硼轉子,定轉子的氣隙必須均勻才能保證電機的噪音、振動、轉矩脈動等性能,定轉子的通過高速沖和自動疊壓模具成型,精度有保證,如下圖,但必須保證定子與前后端蓋連接的止口和定子內圓的同軸度要求控制在0.002mm,因為轉子靠安裝支撐于在前后端蓋的軸承內孔定位,如果和定子同軸度控制不好,定轉子之間的氣隙就不均勻,轉配的整機質量無法保證。
2 關鍵定子止口加工工藝
成型的硅鋼片經過高速沖床高速沖后的自動疊壓成定子,在定子槽型里面嵌好線,經過線圈繞制后、通過真空絕緣處理后的定子毛坯,要機械加工后才能裝配,車削定子止口和定子前后配合端面,通常以鐵心內孔定位車出定子止口,傳統的工藝工裝用一般的三爪自定心卡盤裝夾、或用手動漲套預緊,涉及到鐵心變形、和調頭二次裝夾的問題,工人勞動強度大的問題,同軸度無法保證,定子本身有一定重量,工人在裝夾和車削時費時費力。
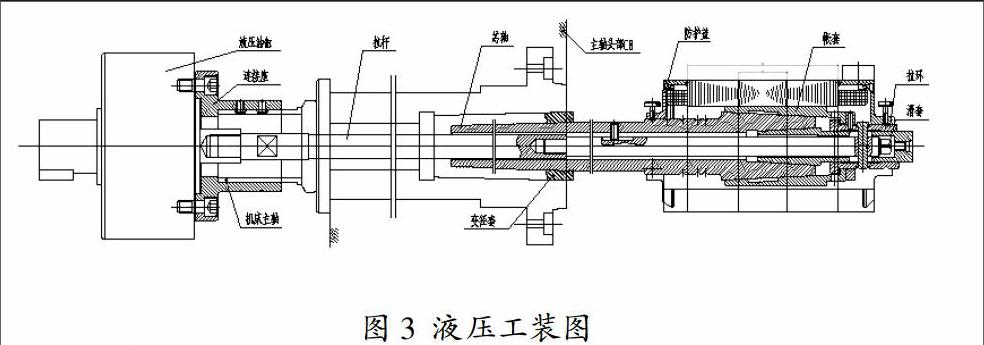
經過對該類型定子的結構分析,以及伺服電機定子的操作裝配經驗,采用液壓油缸通過拉桿傳遞壓力夾緊的方式,以定子內孔為定位基準,在原有的一臺CK6150的數控機床上進行專用工裝設計,因此設計了如下工裝結構,通過油缸提供動力,變徑套轉接機床主軸錐孔和芯軸,拉桿拉動拉環前進和后退,滑套定位,帳套變形預緊的方式對定子進行固定,達到一次裝夾一次加工完成,無需調頭車削,提高了加工效率,工人省時省力,保證了止口和定子內孔的通過同軸度,止口對端面的跳動公差要求,通過尾端的尾座頂針加強加工的剛性,對整機的裝配性能有很大的提升。
同時在工裝兩端增加繞組保護蓋,防止在加工過程中的鋁合金屑附在繞組上,損傷電機定子繞組的絕緣性能,對電機質量有隱患。
該工裝設計時考慮了電機系列化定子加工通用化,可以適應該機座型號不同功率型號的電機定子加工的特點,節省了制造費用和拆卸工時。
3 結束語
本文介紹了一種永磁同步電機定子機械加工止口的工裝設計方案,該裝夾結構特點 裝夾方便、夾緊力可調、液壓力穩定,核心零件的彈性套筒要求很好的剛性、耐磨性、恢復性。采用的65Mn ,經過筆者公司的多年使用,效果一直比較理想,解決了該類型定子加工難精度難保證的、費時費力的難題,值得在同行業推廣。
參考文獻
[1]陳世坤.電機設計[M].北京:機械工業出版社,1987.
[2]電機工程手冊——電機結構設計篇[Z].
[3]方曰杰.電機制造工藝學[M].北京:機械工業出版社,1995.
[4]王秀和.永磁電機[M].北京:中國電力出版社,2011.
[5]電機工程手冊編委會.機械工程手冊[M].北京:機械工業出版社,1989.
[6]機械零件設計[M].北京:機械工業出版社,1988.
作者簡介:張小明,本科,中級工程師,從事電機研發與設計工作。