數控車床裝配工藝流程的分析與研究
2017-03-16 10:34:46鄭志強崔曉光
科技創新與應用 2017年5期
鄭志強 崔曉光
摘 要:數控車床是在普通車床基礎上研發出的新型設備,它是將普通車床與計算機結合的產物,是一種高精密、高效率的設備,數控車床的加工工藝非常強,對復雜的回轉體加工效率很高,同時精度也很好,而對于整個數控車床的裝配,也是一個非常有難度的問題,裝配方法的選擇對于數控車床的性能有著直接的影響,而在數控車床的進給箱裝配上,設計者也是要考慮的,絲杠的裝配,進給箱整體的裝配,這些都會提高數控車床的性能。
關鍵詞:裝配方法;絲杠裝配;進給箱裝配
1 裝配方法
裝配技術是隨著對質量產品不斷提高的前提下,而被設計者們所重視的,在機械行業起步階段,只是研究機床整體零件的精度,壽命等,后來的發展,設計者們發現,正確的裝配方法,可以大大的縮短工人的時間,提高了生產效率。而在機床裝配方法中,最常見的幾種方法是:修配法、調整法、互換法、選配法。
修配法:這種裝配方法最費工時,它是鉗工的裝配方法,是通過銼、磨等將零件的尺寸和形狀得到改變,從而能滿足裝配尺寸,它的精度較低,只適合小批量生產,在一些大型設備上應用的最多。
調整法:這種裝配方法在數控車床上的應用位置,就是類似于螺紋件,在就一些傾斜位置,需要對該零件加入一些補償,例如定位圈、墊片等,通過這些調整車床的零件,從而滿足裝配精度。
互換法:這種裝配方法對零件的要求比較高,它是將同一種零件進行互換,只有這類零件在加工時候的誤差小,才能進行互換,同時它與配合工件的公差也要符合車床整體的裝配精度,這種裝配方法適用于批量大的裝配。
選配法:在車床的裝配中,絲杠的裝配,就可以利用這種方法,它的方法適用于精度高的部件。
2 絲杠裝配
在數控車床的絲杠裝配中,有Z向絲杠的裝配、X向的裝配。
在Z向絲杠的裝配當中需要考慮托板、掛角、中托板這三個位置的裝配,在安裝前托架時候,要保持接觸面清潔,不能有影響精度和安裝位置的雜質,在安裝時候需要先確定一個定位點,在裝入工裝,同時要將母線打下,以第一個點來確定其他三個安裝孔的安裝位置,在裝配中,軸承箱中軸承與壓蓋之間要有一定的間隙,以便壓蓋最后的調節。掛角的安裝中,要處理好床身的接觸面,同時掛角的接觸面也需要進行處理,處理方法有打磨即可。中托板的裝配中,放在導軌上,通過壓塊將中托板壓緊,裝配后測量裝配精度在四角的跳動值要小于0.01mm。
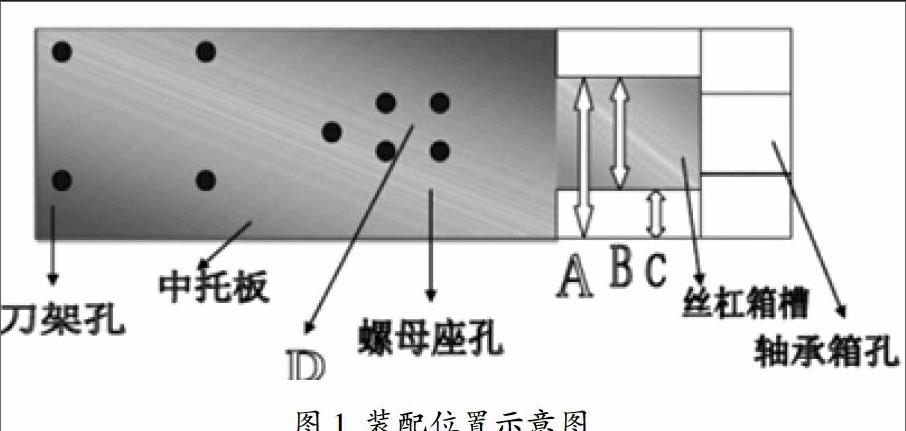
X向絲杠的裝配:X方向上的裝配時,可以通過圖1的定位孔進行具體分析。
裝配中,需要將刀架孔提前定位好,需要通過它來做定位,定位好刀架孔,將螺母座孔測繪并定位出來。然后安裝絲杠,需要將軸承事先安裝在絲杠上,軸承安裝在大托板上,具體位置是大托板的托板箱內,在螺母座和中托板上需要安裝一個法蘭座,最后將軸承安裝在法蘭座里。
3 進給箱裝配
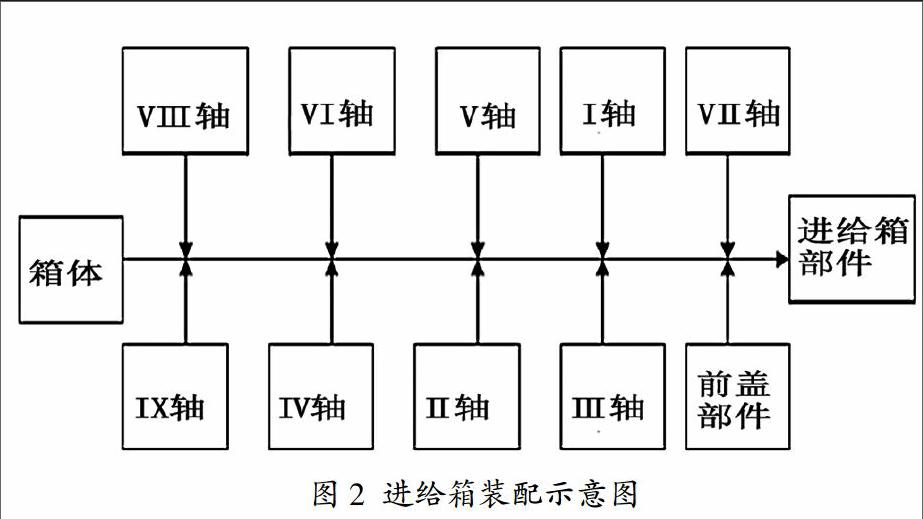
在數控車床機構上,有兩個重要部分,一個是主軸箱,另一個是進給箱,這兩個部分是數控車床實現加工的系統,進給箱就是一個變速系統,它是通過齒輪之間、電機之間的配比,完成進給量的變換,進給箱的裝配可以通過圖2的系統圖進行裝配。
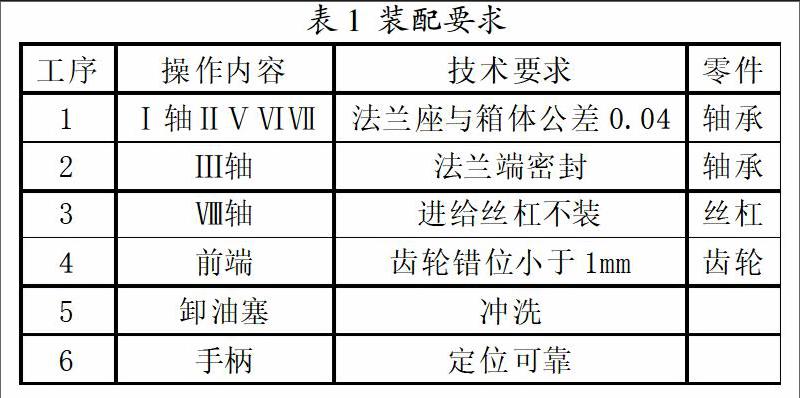
進給箱的動力是來源于主軸箱,主軸箱通過各軸之間的專遞,這樣可以保證主軸和進給上得到統一,進給箱的裝配步驟按照圖2進行,主要的幾個裝配要求見表1。
4 結束語
在數控車床結構的劃分上,與普通車床很像,可以劃分為主軸箱、進給箱、溜板箱、大刀架等幾個重要部分,數控車床的裝配是一個負責的技術問題,整個裝配工藝的精度是直接影響數控機床的產品,在裝配后要對數控車床進行試車,同時要檢驗裝配精度,與檢驗工藝卡片一一對應,保證數控車床整體質量,要滿足數控車床一定的恒功率、轉速、加工效率。
參考文獻
[1]文懷興,夏田.數控機床系統設計[M].北京:化學工業出版社,2005.
[2]戴曙.金屬切削機床[M].機械工業出版社.
[3]陳立德.機械制造裝備設計[M]北京:高等教育出版社,2006.
[4]李光晨.檢驗車床端面平面度[M].機械制造與機床,1982.