動態(tài)稱量技術(shù)在發(fā)射藥稱重過程中的應(yīng)用
2017-03-16 03:17:46伍凌川李全俊
兵器裝備工程學(xué)報 2017年2期
伍凌川,李全俊,黃 權(quán)
(中國兵器工業(yè)第五八研究所彈藥中心,四川 綿陽 621000)
【信息科學(xué)與控制工程】
動態(tài)稱量技術(shù)在發(fā)射藥稱重過程中的應(yīng)用
伍凌川,李全俊,黃 權(quán)
(中國兵器工業(yè)第五八研究所彈藥中心,四川 綿陽 621000)
為了提高彈藥發(fā)射藥裝藥生產(chǎn)過程中發(fā)射藥稱量的精度和速度,設(shè)計一種改進(jìn)型的動態(tài)稱重系統(tǒng),采用粗-中-細(xì)3級給料方式,建立發(fā)射藥動態(tài)稱重系統(tǒng)數(shù)學(xué)模型,通過稱重信號處理和稱重給料控制算法克服現(xiàn)有模式存在的效率低、精度不高等缺陷;200次的發(fā)射藥稱量試驗,都穩(wěn)定在7.0±0.1g范圍內(nèi),表明改進(jìn)后的稱重系統(tǒng)滿足彈藥生產(chǎn)過程中發(fā)射藥快速精確稱量的需求。
動態(tài)稱量;發(fā)射藥稱重;彈藥生產(chǎn)
在彈藥自動裝藥裝配生產(chǎn)中的發(fā)射藥稱裝是保證彈藥產(chǎn)品生產(chǎn)品質(zhì)和效率的關(guān)鍵工序,高效、高精的稱量過程是彈藥產(chǎn)品發(fā)射藥稱裝環(huán)節(jié)的最基本要求。如何采用電子信息、自動控制以及計算機(jī)分析等技術(shù)提高稱量系統(tǒng)的精度和速度是實現(xiàn)提高發(fā)射藥稱量過程工藝的關(guān)鍵所在。在實際彈藥生產(chǎn)線上,操作人員希望發(fā)射藥稱量與產(chǎn)品壓制同步進(jìn)行,壓彈過程中同時完成,即與壓彈過程同步,實現(xiàn)零停機(jī)。因此,必須在保證正常生產(chǎn)的同時完成發(fā)射藥的連續(xù)和快速稱量;通過動態(tài)稱重技術(shù)可以基本實現(xiàn)稱量與壓制的同步工作,滿足這一要求,其主要特征:
1) 稱量物品不是靜止?fàn)顟B(tài)。測量時,被稱重的彈藥發(fā)射藥處于某種運動或持續(xù)振動等情況,并處于帶有沖擊力的狀態(tài)下;
2) 稱量的外部環(huán)境也處于運動狀態(tài),即稱重衡器放置于自身處于運動或振動的機(jī)床臺面或機(jī)架等支撐體上;
3) 稱重數(shù)據(jù)讀取時間短而快,時間一般低于稱重衡器的穩(wěn)定時間。
要實現(xiàn)快速連續(xù)、準(zhǔn)確的裝藥稱量,得到稱量的穩(wěn)態(tài)值,就需要對由稱重傳感器、信號采集與處理系統(tǒng)組成的動態(tài)稱重系統(tǒng)進(jìn)行正確的描述和分析,同時減小動態(tài)稱量的不穩(wěn)定性,降低稱量響應(yīng)時間,對耦合分量間進(jìn)行解耦,實現(xiàn)發(fā)射藥的動態(tài)補(bǔ)償。
發(fā)射藥動態(tài)稱重系統(tǒng)的難點是稱量精度和速度相互匹配和兼顧;系統(tǒng)同時受到時變、非線性、不確定性以及隨機(jī)干擾等因素影響。當(dāng)發(fā)射藥輸送速度較快時,發(fā)射藥顆粒對稱量衡器產(chǎn)生沖擊并形成振動,影響稱量的精度。為滿足稱量精度,就需要降低傳輸?shù)乃俣取椝幧a(chǎn)時發(fā)射藥高精度和高速度的動態(tài)稱量是彈藥生產(chǎn)領(lǐng)域的一大難題。為此,研究在彈藥裝藥中將動態(tài)控制與測量方法相互融合,實現(xiàn)優(yōu)勢互補(bǔ),從而在較高的效率中實現(xiàn)發(fā)射藥稱重過程的動態(tài)高精度稱量。
1 發(fā)射藥動態(tài)稱重系統(tǒng)組成及原理
彈藥發(fā)射藥稱重過程有其特殊性,需要為其專門制定動態(tài)稱量方案。發(fā)射藥動態(tài)稱量的特殊性主要體現(xiàn)在以下幾個方面:
1) 稱量物體為發(fā)射藥,屬于一種不規(guī)則的顆粒狀物體,對精度要求高,系統(tǒng)絕對精度要達(dá)到0.1 g左右;
2) 對安全性的要求相當(dāng)高,系統(tǒng)設(shè)計必須符合安全性要求;
3) 要求系統(tǒng)響應(yīng)速度迅速,必須滿足生產(chǎn)節(jié)拍要求,盡量提高生產(chǎn)效率。
由于以上特殊性,對發(fā)射藥動態(tài)稱量高精度給料的實現(xiàn)造成極大的困難。因此,必須設(shè)計一套高效率的響應(yīng)快速、測量精度高的控制系統(tǒng),對生產(chǎn)線上的稱量系統(tǒng)和給料系統(tǒng)進(jìn)行協(xié)調(diào)控制,其組成如圖1所示。

圖1 組合式發(fā)射藥稱量系統(tǒng)示意圖
相對以往采用的粗-細(xì)兩級給料方式,作者采用粗-中-細(xì)3級給料;兩級給料采用的是傳統(tǒng)的快加藥和慢加藥相結(jié)合的加藥原理。由于在實現(xiàn)過程中發(fā)現(xiàn):快速過程給料沖擊大,慢速過程給料速度慢,直接導(dǎo)致發(fā)射藥稱重精度和效率無法提高,成為彈藥生產(chǎn)過程中影響效率和品質(zhì)的瓶頸環(huán)節(jié)。而3級給料采用的是組合式加藥原理和機(jī)理,通過增加一次中速加藥降低了粗加藥時的物料沖擊,減少了細(xì)加藥的時間,從而提高了發(fā)射藥稱重加藥控制精度,降低了發(fā)射藥裝填加藥時間。
3級給料工作過程如下:控制系統(tǒng)發(fā)送指令,發(fā)射藥按粗-中-細(xì)3個速度依次向計量藥斗投料,控制系統(tǒng)實時讀取計量藥斗的重量和發(fā)射藥的重量,控制粗-中-細(xì)3個裝藥料斗的開關(guān),具體過程如下:
1) 發(fā)射藥重量遠(yuǎn)小于所設(shè)定的重量時(一般為小于70%),粗藥斗打開快速下料,其余藥斗關(guān)閉;
2) 發(fā)射藥重量在設(shè)定重量的70%~90%時,中藥斗以中間速度下料,其余藥斗關(guān)閉;
3) 發(fā)射藥重量達(dá)到設(shè)定重量90%以上時,細(xì)藥斗打開,下料速度緩慢,保證最終的稱量精度。
4) 發(fā)射藥重量快達(dá)到設(shè)定重量時,細(xì)藥斗馬上關(guān)閉。因為空中還有一部分發(fā)射藥的重量,以及執(zhí)行機(jī)構(gòu)電磁閥有延時,一般需要一個提前關(guān)閉的落差量,即對加藥時間進(jìn)行預(yù)估。
其理想狀態(tài)給料曲線如圖2所示,大、中投量決定稱量的速度,小投量決定稱量的精度。

圖2 理想狀態(tài)給料曲線
2 發(fā)射藥動態(tài)稱量技術(shù)
建立的數(shù)學(xué)模型和控制算法同時適用于兩級和3級給料稱量方式,但是3級給料的控制原理和信號計算過程更復(fù)雜,參數(shù)取樣更豐富,模型更加接近于實際,稱量精度更高,同時兼顧了稱量效率。
2.1 發(fā)射藥動態(tài)稱重系統(tǒng)數(shù)學(xué)模型的建立
典型的發(fā)射藥動態(tài)稱重系統(tǒng)模型如圖3所示,可以等效為一個二階系統(tǒng),模型由質(zhì)量塊、彈簧和阻尼器構(gòu)成,其動態(tài)模型為
(1)
式(1)中:m為稱重藥斗質(zhì)量,K為彈簧彈性系數(shù),C為等效阻尼常數(shù),f(t)為被稱發(fā)射藥的重量,g(t)為發(fā)射藥的沖擊力,x(t) 稱重藥斗相對于參考零點的位移。
在式(1)中,g(t)物料沖力受發(fā)射藥下落的高度和速度影響,而發(fā)射藥動態(tài)稱量系統(tǒng)實際稱量時在剛開始開啟粗給料斗時沖擊力較大,但是粗給料加藥的精度對最終的稱量精度不產(chǎn)生影響,同時沖擊力造成的稱量過沖量在稱量后期可通過稱量系統(tǒng)自動調(diào)整過來,至此g(t)可以忽略,從而式(1)能簡化變化為
(2)
式(2)中,當(dāng)稱重藥斗質(zhì)量m不發(fā)生改變時,此模型為典型的二階時變非線性系統(tǒng),在此對其進(jìn)行拉氏變換并轉(zhuǎn)換成標(biāo)準(zhǔn)形式,可得到系統(tǒng)的傳遞函數(shù)為[1]
(3)


圖3 發(fā)射藥稱重系統(tǒng)模型
2.2 發(fā)射藥動態(tài)稱重系統(tǒng)控制原理
根據(jù)上述分析,發(fā)射藥動態(tài)稱重系統(tǒng)為在線實時稱量,控制系統(tǒng)讀取的發(fā)射藥重量實時變化。而在實際彈藥發(fā)射藥稱量過程中,下料的振動、發(fā)射藥對衡器的沖擊等隨機(jī)干擾會對發(fā)射藥的稱重精度產(chǎn)生較大影響。在發(fā)射藥稱量非線性模型內(nèi),所形成的動態(tài)稱重數(shù)學(xué)模型與實際稱量會有一定的偏差,從而需要校正,而校正的實現(xiàn)仍較困難;由于模型的阻尼不斷變化,這也導(dǎo)致校正或配置極點實施難度較大。為實現(xiàn)發(fā)射藥的動態(tài)定量稱量,需要快速并準(zhǔn)確的稱量出通過給料閥門的發(fā)射藥質(zhì)量,及時關(guān)閉給料閥門,并且預(yù)估已通過給料閥門,尚未落到稱重傳感器上而處于空中的那部分發(fā)射藥質(zhì)量。
在稱重信號處理部分,對系統(tǒng)建立含有未知參數(shù)的數(shù)學(xué)模型,根據(jù)在線參數(shù)估計的基本思想,即系統(tǒng)數(shù)學(xué)模型結(jié)構(gòu)確定后,實時讀取稱重系統(tǒng)的輸入輸出數(shù)據(jù),同時按照某種固定的算法連續(xù)通過讀取的數(shù)據(jù)去修正模型中的參數(shù)估計值,即一邊測量數(shù)據(jù),一邊修正模型[2]。
考慮實際稱量中的干擾,僅用式(3)進(jìn)行模型計算后,其計算值與實際值之間會有很大的誤差。為了更加接近實際的稱重系統(tǒng),從而構(gòu)建了一套含有擾動噪聲v(t)的動態(tài)校準(zhǔn)試驗,實現(xiàn)稱量系統(tǒng)數(shù)學(xué)模型盡量接近實際稱量系統(tǒng)。擾動噪聲主要是觀測噪聲,沒有明顯的相關(guān)性,可以近似看成是隨機(jī)噪聲[3]。系統(tǒng)控制結(jié)構(gòu)如圖4所示。
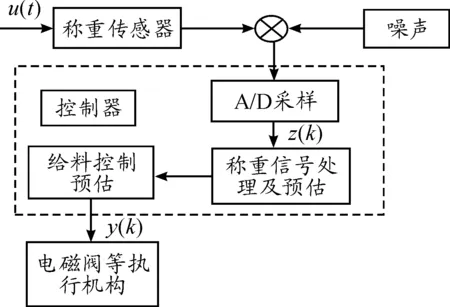
圖4 發(fā)射藥動態(tài)稱重控制系統(tǒng)結(jié)構(gòu)
2.3 稱重信號算法
發(fā)射藥動態(tài)稱重控制系統(tǒng)為PLC,其傳遞函數(shù)以差分方程實現(xiàn)為最佳,這樣便于應(yīng)用遞推表達(dá)式[4]。輸入隨機(jī)噪聲后的系統(tǒng)結(jié)構(gòu)如圖5所示。
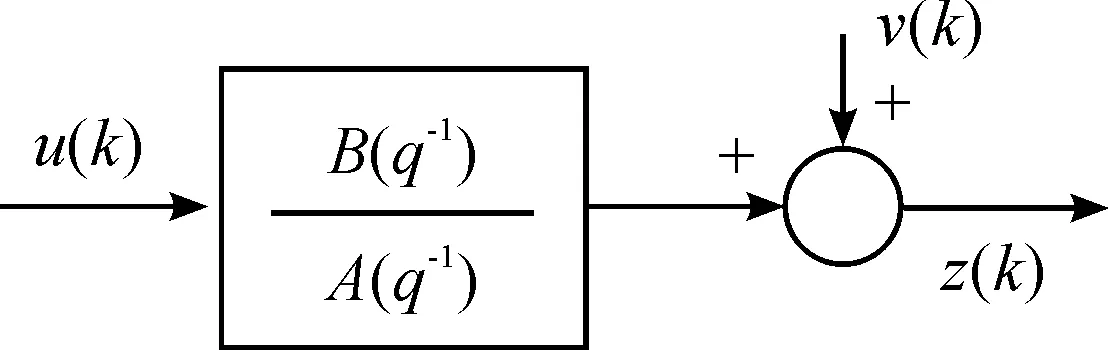
圖5 輸出端加入噪聲后的結(jié)構(gòu)
根據(jù)隨機(jī)信號處理理論,假設(shè)v(k)為隨機(jī)噪聲,其均值為0、方差為σ2并服從正態(tài)分布,輸入變量為u(k)、輸出變量為z(k),系統(tǒng)為
(4)
式(4)中A(q-1)=1+a1q-1+…+anq-n,B(q-1)=1+b1q-1+…+bnq-n。
通過總體分布類型,為了對其中一個或多個未知參數(shù)進(jìn)行較好的估計,采用極大似然法。目的在于:只要此數(shù)學(xué)模型輸出正確,其稱量系統(tǒng)參數(shù)一定是得到準(zhǔn)確值的最大概率參數(shù),確保系統(tǒng)得到確定參數(shù)。為此,本文選用極大似然法對系統(tǒng)模型參數(shù)進(jìn)行估計,構(gòu)造一個隨機(jī)觀測數(shù)據(jù)和自變量的似然函數(shù)為未知參數(shù)θ,當(dāng)似然函數(shù)在某一個參數(shù)達(dá)到極大時,就得到有關(guān)參數(shù)的估計值[5]。
輸入變量u(k)與輸出變量z(k)是相對獨立的,依據(jù)極大似然法原理,對數(shù)據(jù)ZN=[z(0),z(2),…,z(N-1)]T尋找似然函數(shù)為
(5)
式(5)中,θ=[a1,a2,…,an,b1,b2,…,bn]T,uN=[u(1),u(2),…,u(N)]T。
由式(5)可得,在ZN-1,uN和θ已知條件下,似然函數(shù)L(ZN/un,θ)的值取決于v(k)的概率分布,似然函數(shù)式(5)進(jìn)一步轉(zhuǎn)化為
(6)
v(k)為擾動均值為0、方差為σ2、服從正態(tài)分布的不相關(guān)隨機(jī)噪聲,式(6)可改寫為
(7)
為使式(7)的值達(dá)到最大,即有
(8)

(9)
將式(9)代入式(6)可得
(10)

(11)
的值取得最大。
通過分析,隨機(jī)噪聲v(k)以觀測噪聲的形式出現(xiàn),即使v(k)不服從正態(tài)分布,只要θ的估計值滿足式(11),都可以取得較滿意的效果[1]。基于系統(tǒng)模型的通用性,并加入了動態(tài)振蕩和沖擊力干擾,同時過濾了噪聲、尖峰干擾等,再進(jìn)行參數(shù)估計并利用結(jié)果相互校正。
2.4 稱重系統(tǒng)給料控制算法
在對稱重信號進(jìn)行預(yù)估處理的基礎(chǔ)上,當(dāng)系統(tǒng)秒重到接近給定值時,控制系統(tǒng)需要提前動作以達(dá)到當(dāng)電磁閥完全關(guān)閉時所得到的質(zhì)量正好等于或者接近于設(shè)定的質(zhì)量。
假設(shè)經(jīng)過預(yù)估處理的稱量值為P時,停止輸送發(fā)射藥,則最終實際質(zhì)量為:
Pm=P-Pg+P1
(12)
其中:Pm為稱重實際值;P為下料停止時讀數(shù);Pg為發(fā)射藥沖擊力;P1為下料停止時滯留在空中的發(fā)射藥重量。
發(fā)射藥比重和速度等將影響Pg和P1的數(shù)值;當(dāng)發(fā)射藥類型和下落速度固定時,Pg和P1的值是基本穩(wěn)定的。為了使Pm等于或接近設(shè)定的目標(biāo)值,采用逐次逼近法調(diào)節(jié)P進(jìn)行逼近[7]。如果A為設(shè)定稱量值,An是第n次下料停止后實際重量值,Bn是第n次下料停止后稱重傳感器讀數(shù),則第n+1次下料應(yīng)在稱重傳感器讀為B(n+1)時停止下料:
B(n+1)=Bn+δ1(A-An)+δ2(A-A(n-1))2+
δ3(A-A(n-2))3+…
(13)
δ2,δ3,…,δn近似于0,在實際編程時采用一次逼近算法并省略2次以后的運算,從而簡化了計算機(jī)的運行。
如果第n次稱量稱重傳感器讀數(shù)為Cn時,停止下料,經(jīng)過時間t后,計量藥斗基本穩(wěn)定,讀數(shù)為Dn,將其視為計量藥斗內(nèi)發(fā)射藥的實際重量,則第n+1次粗下料停止時C(n+1)為
C(n+1)=Cn+K1×(D-Dn)
(14)
其中:D為粗加藥的最佳值,根據(jù)實際經(jīng)驗選定;K1為修正系數(shù),根據(jù)經(jīng)驗K1=0.5,初始值C1=設(shè)定值[8]。
一樣的方法,在精加藥時對稱量值進(jìn)行修正,從而保證系統(tǒng)稱量的最高精度。如果第n次稱量,當(dāng)稱重傳感器讀數(shù)為Pn時,精加下料停止,經(jīng)過時間t后,計量藥斗穩(wěn)定時讀數(shù)為Qn,將其視為計量藥斗內(nèi)發(fā)射藥的實際重量,則第n+1次精加藥停止時P(n+1)為
P(n+1)=Pn+K2×(Q-Qn)
(15)
其中:Q為設(shè)定值;K2為修正系數(shù)。
通過實際的大量的稱量試驗數(shù)據(jù)和稱量后復(fù)檢數(shù)據(jù)得出,Qn在允許稱量偏差內(nèi)時,K2=0.2,超標(biāo)時K2=0.8,初始值P1=設(shè)定值。
3 實驗分析與驗證
在常溫條件下,稱量7.00 g的粒狀發(fā)射藥,按照系統(tǒng)1 s/次 采集的稱重控制器重量,其單次稱量的發(fā)射藥重量曲線如圖6所示。

圖6 單次稱量重量曲線
經(jīng)過200次的發(fā)射藥稱量試驗,從結(jié)果中隨機(jī)抽取20發(fā)已稱量的發(fā)射藥,在經(jīng)過校準(zhǔn)的精度為0.001 g電子天平上重新稱量并記錄重量數(shù)據(jù),其稱量結(jié)果取樣柱狀對比圖如圖7。

圖7 稱量結(jié)果取樣對比
從以上實驗數(shù)據(jù)中得出,圖6中的單次發(fā)射藥重量曲線與圖2中的理想給料曲線十分逼近,且稱量的發(fā)射藥重量全都穩(wěn)定在7.0±0.1g范圍內(nèi),滿足高精度稱量的要求。造成波動的原因主要是稱量過程中滯空發(fā)射藥以及發(fā)射藥下落的高度差所引起的。首先,在進(jìn)料過程中,發(fā)射藥從給料裝置下落到料斗里,只有到達(dá)料斗里的那部分稱重傳感器才能檢測到,而空中的余料是檢測不到的,但當(dāng)排料口打開后,最終得到的發(fā)射藥實際重量卻包括滯空的發(fā)射藥;其次,發(fā)射藥下落的高度差由于機(jī)械結(jié)構(gòu)是固定的,物料下落的高度隨著物料在料斗里的堆積而逐漸減少,造成發(fā)射藥下落的沖擊力產(chǎn)生變化;與此同時,發(fā)射藥給料速度與下落高度差變化還具有不穩(wěn)定因素,不能完全精確控制,只能通過稱重信號處理算法與給料控制算法逼近真實稱量過程。
4 結(jié)語
改進(jìn)型的發(fā)射藥動態(tài)稱重系統(tǒng)采用粗-中-細(xì)三級給料方式,建立發(fā)射藥動態(tài)稱重系統(tǒng)數(shù)學(xué)模型,通過稱重信號處理和稱重給料控制算法克服現(xiàn)有模式存在的缺陷。實驗結(jié)果表明:改進(jìn)后的稱重系統(tǒng)滿足彈藥生產(chǎn)過程中發(fā)射藥快速精確稱量的需求,但如何精確控制發(fā)射藥給料速度與預(yù)測估計滯空物料重量需要進(jìn)一步研究。
[1] 楊光偉.定量包裝稱重控制器的設(shè)計與實現(xiàn)[D].大連:大連理工大學(xué),2007.
[2] HALIMIC M,BALACHANDRAN W.Performance Improvement of Dynamic Weighing Systems using Linear Quadratic Gaussian Controller[C]//IMTC 2003-Instrumentation and Measurement Technology Conference,2003:1537-1540.
[3] 吳向峰.動態(tài)粒狀物料定量稱重技術(shù)研究[D].北京:中國計量科學(xué)研究院,2006.
[4] 胡春海,陳靜.用于動態(tài)稱重的模型參數(shù)估計方法[J].自動化儀表,2005,20(4):23-25.
[5] 殳偉群.基于參數(shù)估計的動態(tài)稱重新方法[J].計量學(xué)報,1993,14(2):149-153.
[6] GAO Z,MAO J.Dynamic Weighing Technology Combining Parameter Identification[C]//Proceedings of the Third International Symposium on Instrumentation Science and Technology,2004(1):367-371.
[7] 張海青,李寶安.定量下料問題的動態(tài)稱重解決方案[J].計量學(xué)報,1998,19(3):221-224.
[8] 王書鶴.螺旋加料動態(tài)定量稱重控制方法的研究[J].山東大學(xué)學(xué)報(自然科學(xué)版),2003,38(1):83-85.
(責(zé)任編輯 楊繼森)
Application of Dynamic Weighing Technology in Propellant Powder Weighing
WU Ling-chuan, LI Quan-jun, HUANG Quan
(Center of Ammunition, No.58 Research Institute of China Ordnance Industries, Mianyang 621000, China)
To improve propellant powder weighing precision and velocity in munition production, we proposed an improved dynamic weighing system, using a III level loading method--coarse powder first, then the medium size and last the fines to establish a mathematical model of dynamic weighing system for propellant powder. The weighing signal processing and loading control algorithm can work against limitations of existing patterns, and in the propellant powder weighing tests for 200 times, the vaule is within 7.0±0.1g, and experiment result shows the improved weighing system can meet the requirement of rapidly precise weighing of propellant in the process of ammunition production.
dynamic weighing; propellant powder weighing; munition production
2016-09-22;
2016-10-29
國家高技術(shù)研究發(fā)展863計劃項目(2014AA041604)
伍凌川(1978—),男,高級工程師,主要從事彈藥裝藥裝配工藝技術(shù)研究。
10.11809/scbgxb2017.02.017
伍凌川,李全俊,黃權(quán).動態(tài)稱量技術(shù)在發(fā)射藥稱重過程中的應(yīng)用[J].兵器裝備工程學(xué)報,2017(2):70-74.
format:WU Ling-chuan, LI Quan-jun, HUANG Quan.Application of Dynamic Weighing Technology in Propellant Powder Weighing[J].Journal of Ordnance Equipment Engineering,2017(2):70-74.
TP273
A
2096-2304(2017)02-0070-05
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19