數控銑床操作實訓中零件裝夾及對刀方法
2017-03-25 11:53:47余文宇
科技與創新 2017年4期
余文宇

摘 要:數控銑床是在一般銑床的基礎上發展起來的一種自動加工設備,兩者的加工工藝基本相同,結構也有些相似。以數控銑床實訓為研究視角,介紹了長方體、圓柱體2種常見形體的裝夾方法,并詳細介紹了2種形體的對刀方法,以期為學生實訓提供一定的幫助,從而保證實訓效果。
關鍵詞:長方體;數控銑床;對刀操作;圓柱體
中圖分類號:TG547 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2017.04.143
“數控銑床”是“數字程序控制車銑床”的簡稱,它集通用性好的萬能型銑床、加工精度高的精密型銑床和加工效率高的專業型普通銑床的特點于一身,是目前國內使用量最大、覆蓋面最廣的一種數控機床。而《數控銑床實訓》是數控專業必須學習的課程,工件的裝夾以及其對刀操作是數控銑床實訓中的重要實訓內容,同時,也是學生必須掌握的內容之一。工件在銑削加工前,要裝夾合理且牢固,防止在切削過程中工件產生振動,發生設備故障和人身事故。數控銑床在完成工件合理裝夾后,采取對刀的方式來確定工件原點的位置,建立正確的工件坐標系。鑒于此,本文總結和分析了數控銑床實訓工件裝夾及其對刀方法,這對提高學生的動手實操能力有很大的幫助。
1 長方體工件的裝夾
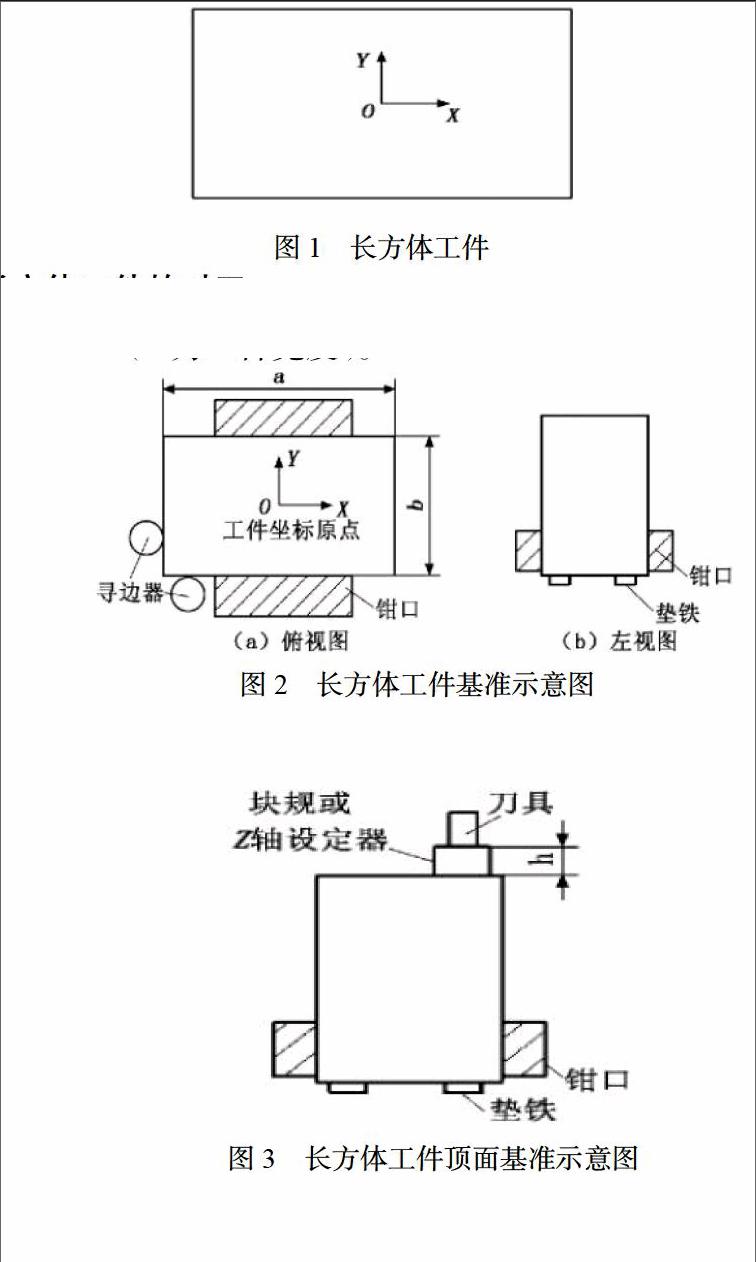
圖1為長方體工件。在工作過程中,工作人員應該根據圖紙的要求來確定零件的編程坐標原點位置。該長方體編程原點O設在上表面中心處,坐標系中,X方向為該工件的長度,Y方向為該工件的寬度,Z方向為高度方向。具體的裝夾步驟是:①機床工作臺擦拭干凈后,將平口鉗安裝到工作臺上;②把長方體工件裝夾在平口鉗上,將等高墊鐵放置在工件底面,X軸
方向與工件長度方向基本一致,并且使長方體工件加工部位的最低處高出鉗口上表面,避免刀具在加工時與鉗口發生碰撞;③將工件夾緊;④X軸與工件長度方向通過打表平行后將平口鉗鎖緊在機床工作臺;⑤根據零件要求,還需要將Y軸與工件寬度方向進行打表,確定其是否符合要求;⑥按照要求,還需要檢查工件上表面與工作臺是否平行。
2 長方體工件的對刀
對刀環節是學生實訓過程中的重要內容之一,對刀前,應根據零件圖紙的要求確定工件原點的位置,然后再進行對刀操作,完成工件坐標系的建立。
2.1 X軸、Y軸方向對刀方法
2.1.1 基準邊對刀
圖2為長方體工件基準示意圖。用尋邊器來完成對刀過程,將工件左下角定為基準角,使尋邊器與2個基準邊剛好接觸。
在X軸尋邊時,得出當前機床坐標值為A,那么,當前基準邊的機床坐標值為A+R(R為刀具半徑值)。當前X軸方向工件原點為:X=A+R+a/2(a為工件長度)。
在Y軸尋邊時,得出的當前機床坐標值為B,那么,當前基準邊的機床坐標值為B+R。當前Y軸方向工件原點為:Y=B+R+b/2(b為工件寬度)。
2.1.2 分中對刀
有些工件需要將工件坐標原點設置到工件正中間處,這樣,就需要采用分中對刀的方式進行對刀操作,比較方便、實用。
X軸左邊尋邊時,機床當前坐標值為A0;X軸右邊尋邊時,機床當前坐標值為A00;Y軸下邊尋邊時,機床當前坐標值為B0;Y軸上邊尋邊時,機床當前坐標值為B00.因此,當前工件坐標原點的機床坐標值X,Y分別為:X=(A0+A00)/2,Y=(B0+B00)/2.
2.2 Z方向對刀方法
在Z軸對刀的過程中,一般有2種情況:①Z軸零點在工件上表面;②Z軸零點在工件下表面。按照不同的要求,工作人員將分別進行Z軸的對刀工作。
2.2.1 Z軸頂面對刀
圖3為長方體工件頂面基準示意圖。
利用塊規或Z軸設定器來設定當前機床坐標Z0.將塊規或Z軸設定器放置在工件上表面處,當被測刀具正好與塊規或Z軸設定器相接觸時,讀出當前機床坐標Z0,則工件坐標原點的機床坐標值Z為:Z=Z0-h(h為塊規或Z向設定器的高度)。
2.2.2 Z軸底面對刀
圖4為長方體工件底面基準示意圖。利用塊規或Z軸設定器來設定Z0.將塊規或Z軸設定器放置在工件下表面處,當被測刀具正好與塊規或Z軸設定器接觸時,讀出當前機床坐標Z0,則工件坐標原點的機床坐標值Z為:Z=Z0-h+H(H為工件的實際高度)。
X軸、Y軸、Z軸對刀完成后,將其數值輸入到G54參數中,完成工件坐標系的建立。
3 圓柱體工件的裝夾
圓柱體工件的裝夾也是學生實訓中必須要掌握的內容。一般情況下,將工件坐標系設置到工件上表面中心位置,具體裝夾步驟是:①待機床工作臺擦拭干凈后,將平口鉗安裝到工作臺上。打表使鉗口方向與X軸方向一致,然后鎖緊。②利用等高墊鐵將工件墊起,鉗口一側放置V形鐵,將工件裝夾在平口鉗上,使圓柱體工件加工部位的最低處高出鉗口上表面,避免刀具在加工時與鉗口發生碰撞。③打表使Z軸與工件的高度方向平行后夾緊工件。④按照要求還需要檢查工件上表面與工作臺是否平行。
4 圓柱體工件的對刀
4.1 分中對刀
在對圓柱體對刀時,大多采用的是分中對刀方法。利用尋邊器,在X軸左邊尋邊時,機床當前坐標值為A0;在X軸右邊尋邊時,機床當前坐標值為A00;在Y軸下邊尋邊時,機床當前坐標值為B0;在Y軸上邊尋邊時,機床當前坐標值為B00。因此,當前工件坐標原點的機床坐標值X和Y分別為:X=(A0+A00)/2,Y=(B0+B00)/2.
在圓柱體對刀的過程中,需要注意的是,在X軸一側對完后,Y軸方向不能移動,同樣,在Y軸對完后,X軸方向也不能移動,否則對刀數值有誤。
4.2 Z方向對刀
圓柱體Z方向對刀與長方體Z方向對刀相同。
5 結束語
綜上所述,數控銑床的實訓不僅有助于學生更好地熟悉數控工藝及編程知識和數控機床的操作技能,還對學生畢業后的就業大有益處。本文以長方體和圓柱體為例,總結了這2種不同工件的裝夾方法和對刀方法,強調了一些注意事項,讓學生很好地掌握了工件的裝夾和對刀方法,不斷練習,提高學生的動手實操能力。工件坐標原點的選擇將直接影響最終的加工精度,工件坐標原點應盡量選在零件的設計基準或工藝基準上,以確保零件的實際加工精度。
參考文獻
[1]鄭金杰.淺談實用的數控銑床對刀方法[J].華東科技:學術版,2012(12).
[2]張紅霞.數控銑床加工中對刀方法的應用[J].教育界,2014(15).
〔編輯:白潔〕
文章編號:2095-6835(2017)04-0145-01
