液壓缸活塞桿斷裂原因分析
2017-03-28 03:42:24李俊
中國設備工程 2017年4期
關鍵詞:大修
李俊
(揚州市產品質量監督檢驗所,江蘇 揚州 2 2 5 1 1 1)
液壓缸活塞桿斷裂原因分析
李俊
(揚州市產品質量監督檢驗所,江蘇 揚州 2 2 5 1 1 1)
活塞桿是液壓缸的關鍵零部件,起著連接活塞和工作部件的作用。由于其工作狀態下承受的壓力和拉力較大,加之運動較為頻繁,因此容易損傷,導致斷裂。所以活塞桿必須要有足夠的耐磨性、強度、剛度和韌性。本文以裝載機液壓缸活塞桿斷裂為例,對液壓缸活塞桿斷裂的內外原因展開分析,提出應采取的有效措施,旨在提升該產品的交驗合格率,延長活塞桿及液壓缸的使用壽命,保證設備的正常運行。
活塞桿;斷裂原因;分析與對策
1 活塞桿斷裂原因分析
活塞桿是連接活塞和工作部件的關鍵零件,受力復雜,運動頻繁,受到磨粒沖刷等產生磨損易發生斷裂。本文以經過熱處理加工制造而成的鍍硬鉻活塞桿為例,對其斷裂原因進行分析。
對懷疑有斷裂發生的活塞桿進行了多次抽查后,首先對不合格產品進行了檢驗。經過檢查發現集油槽油位發生了下降,再停機檢查后,發現了一條長約6 0厘米的裂縫,正是此裂縫導致漏油,而裂縫產生是活塞桿螺母與操作架結合部位發生了斷裂。從而導致中心軸在活塞桿運動過程中,其耳柄被擠壓到泄水錐處,裂縫加大,引起了漏油。此類故障第二次發生是在設備投產十年左右,在將第一次發生斷裂后進行改造的卡環式結構處再次發生斷裂。
對活塞桿耐磨堆焊層的性能進行詳細檢驗,在每次擠壓出現的地方做記號,通過數次操作后,操作架和活塞桿結合處移動脫開了近3厘米,相當于開度3度左右。而且某個做過記號的槳葉的銅瓦外圈被擠壓出了毛邊,并且基本所有做過記號的槳葉上都存在明顯的滲油點。
對活塞桿進行熱處理,將其垂直懸掛在爐膛內,出爐后放入冷卻水中進行冷淬。冷卻水為循環水,溫度在四十攝氏度以下。經過熱處理后檢驗,其金相組織中存在大塊游離鐵素體。從縱向金相圖像上可以看到,大量鐵素組織沿著活塞桿呈帶狀分布。由此判斷導致活塞桿斷裂的間接原因是材質中含有較多氧化類非金屬夾雜物,造成疲勞斷裂。
通過力學性能試驗,得出活塞桿抗拉強度、延伸率、斷面收縮率等數值,當延伸率低于標準要求時,活塞桿沖擊吸收能力下降,出現斷裂。力學性能曲線圖往往用R-ε曲線來表示:


式中:S0——試樣的初始橫截面積,L0——試樣的原始標距。
由于該活塞桿由4 0 C r鋼制成,具有良好的綜合力學性能。由R-ε曲線(圖1)可以看出,試樣斷裂前明顯地分為4個階段。
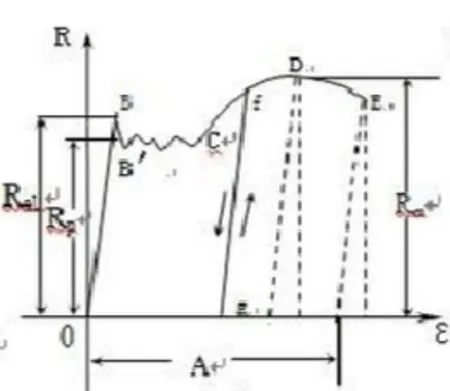
圖1
彈性階段(OA):在此階段材料為彈性形變,符合Ho o k定律,滿足公式:R=E ε (3)
式中:E——比例系數,稱作材料的彈性模量。
屈服階段(B C):此階段的B′點稱為材料的下屈服點Re l,標志著材料開始進入塑性變形,曲線呈現鋸齒狀的特點。
強化階段(C D):該段曲線包含著彈性形變和塑性形變,其中塑性形變不可逆,此時卸載只會恢復相應的彈性形變。通常所說的冷作硬化現象就會發生在此階段,就是材料的屈服強度會變大,但塑性變差。最大抗拉強度Rm會出現在強化階段的頂點。
頸縮階段(D E):經過最大抗拉強度之后,材料抗拉性能急劇下降,很快便發生斷裂,斷裂后塑性變形永久地保留下來,可用斷后伸長率A和斷面收縮率Z來衡量,即:

式中:L u——試樣的斷后標距;S u——試樣的斷口面積。
2 液壓缸活塞桿斷裂處理
(1)電鍍前去油除銹,在水中加入工業純硫酸和鍍鉻添加劑,將活塞桿浸入反復沖洗。清洗后烘干,電鍍時間根據鍍層厚度而定。然后檢驗鍍層的厚度、硬度和表面外觀質量。(2)到達室溫后放置于火爐中回爐。為了保證活塞桿表面的硬度,應對活塞桿進行機械加工后再進行高頻淬火。一次加熱四只,分兩次淬火,活塞桿表面加熱到9 0 0℃左右。調節活塞桿轉速,表面再加熱到9 1 0℃,通過噴水冷卻,自身回火等技術進行操作。淬火感應圈采用矩形鋼管彎制而成,采用雙層結構進行設計。噴水角為3 5度,孔徑為1 mm左右。感應圈內壁與活塞桿外徑保持2 mm的距離。淬火后檢測活塞桿材料,確保加工表面質量與圖紙設計相符。(3)對活塞桿上的磨削裂紋進行自身余熱回火處理,可將活塞桿應力消除。在高頻淬火的處理中,活塞桿參與應力與磨削加工應力會發生疊加。當應力值超過材料表面抗拉強度時,就會出現活塞桿上的微小裂紋。這種麻絲狀裂紋是比較典型的由內部應力造成的鍍層裂紋。可以采用去應力退火工序予以去除。并且在電鍍后采用去氫處理的方法,電鍍中降低電流強度,減少氫的析出,從而減少裂紋的產生。(4)通過轉漿運行的方式,將活塞桿回位后,把斷裂處刨平、打磨,待表面裂縫達到基本平整后,在活塞桿外軸開出坡口,這個坡口的深度應在3~9 mm左右,將斷裂活塞桿焊接,并加裝加強環。焊接工藝為:焊接溫度控制在1 5 0度左右,焊完一層焊道后使用氣鏟進行錘擊,探傷合格后工藝結束。然后將溫度加熱到2 3~2 8 0℃左右,保溫4小時后散熱冷卻,再進行探傷。(5)在修復操作中,當活塞桿回位后,在操作架下方加裝千斤頂,焊上擋塊。在損壞的耳柄對面將操作架恢復為水平狀態。為了保證焊接質量,活塞桿斷裂處焊接工藝要求為坡口焊接,在操作架與活塞桿的交界面開出V形坡口,使用砂輪機對坡口進行打磨,使用小直徑的焊條進行焊接,最終使活塞桿和操作架的下表面平滑。(6)加裝加強環,使用點焊固定。先清理補焊區,再用電加熱板預熱,溫度控制在1 2 0℃左右。以加強環為基準,設置四個焊接分區,將電熱板放置在非施焊側進行加熱,對外圓焊縫采用對稱分段退步焊接法進行操作。上述施工工作量較大,且焊接現場較為狹窄,只能一人操作,所以應使用二氧化碳氣體保護。(7)在焊接過程中,每焊完一層都進行錘擊,再進行探傷檢查,探傷合格方可進行下一層焊接操作。每道焊接都要將焊接的時間、規范、溫度、速度、層數進行詳盡的記錄。在加強環外圓設置四個測溫點,每隔1 5分鐘記錄一次。(8)在焊后進行冷卻處理,分別對焊縫和活塞桿修復處進行檢查。所有檢查結束后,方可開機試運行。試運行時空載空轉,檢查機組的振幅和擺度。檢驗標準要以轉輪運行的安全性、葉片的運動次數、葉片與導葉的協聯關系為依據。
3 大修情況簡介
進行改造大修是為了徹底杜絕活塞桿斷裂。這次大修工作的重要步驟為:(1)將轉輪機活塞桿與操作架的聯接部分由原來的螺紋聯接轉變為卡環結構,將轉輪活塞進行重新鑄造加工和更換。(2)用方木墊住并調整好方向和位置,使用鋼絲繩將活塞桿固定在操作架上,操作架下方放置四個千斤頂均勻將操作架頂起,卸去鋼絲繩,將轉輪導向鍵導入活塞桿,把液壓油緩慢注入活塞桿中心和操作架中心,在活塞桿插入到位后,將卡環放入操作架上方卡環槽內。緩慢放下活塞桿,裝上限位桿,用限位環鎖住卡環,上緊螺栓后進行點焊操作。(3)檢查液壓缸的密封部位的摩擦力情況,如果發現有磨損、咬死要調整支架和液壓缸的裝配定位,甚至將變形的缸筒和組件予以更換,提高液壓缸抵抗橫向荷載的能力,對液壓缸各個組件進行熱處理,并及時更換濾油器濾芯和液壓油。調整缸筒內的孔和導向套的同心度,如有必要使用鏜床修復液壓缸缸筒內孔的圓度,并選配適合的活塞。(4)液壓缸及活塞桿的安裝與維修,要注意保持零件清潔,可使用壓縮空氣吹凈表面臟污防止灰塵和水的滲入。對液壓油的保存要注意防止陽光直射,避免液壓油氧化變質。
4 結語
裝載機在大修結束,初次做活塞桿動作試驗后,工作正常,說明大修的效果是比較好的。在次年的開機運行中,活塞桿依然保持正常。在之后的運行過程中振動和擺度都有了明顯的改善,證明了本次裝載機的大修和改造是成功的。
[1]衛彩絨.采煤車主液壓缸活塞桿的設計[J].湖南農機,2 0 1 2(5).
[2]付偉,賀志杰.液壓缸活塞桿復合不銹鋼板技術的研究與應用[J].中國高新技術企業,2 0 1 6(2 8).
T D 4 6 2.2
A
1 6 7 1-0 7 1 1(2 0 1 7)0 2(下)-0 0 6 7-0 2
猜你喜歡
建材發展導向(2023年4期)2023-03-14 07:20:26
江蘇安全生產(2022年7期)2022-08-24 02:11:50
紫禁城(2019年12期)2020-01-14 02:53:18
農家書屋(2019年4期)2019-05-15 08:25:28
上海公路(2018年2期)2018-08-29 01:22:32
設備管理與維修(2016年5期)2016-03-16 02:20:44
石油化工建設(2015年4期)2015-12-01 04:17:10
中國石油石化(2015年12期)2015-04-20 09:04:36
中國煤層氣(2014年3期)2014-08-07 03:07:45
汽車維修與保養(2014年7期)2014-04-18 11:08:44
