螺旋焊管成型設備對鋼管橢圓度的影響及控制
2017-03-28 03:42:26彭元超
中國設備工程 2017年4期
彭元超
(中石化石油機械公司沙市鋼管廠武漢分廠,湖北 武漢 4 3 0 0 4 0)
螺旋焊管成型設備對鋼管橢圓度的影響及控制
彭元超
(中石化石油機械公司沙市鋼管廠武漢分廠,湖北 武漢 4 3 0 0 4 0)
螺旋埋弧焊管的橢圓度是指鋼管同一橫截面上測量的最大直徑和最小直徑的差值,是鋼管管端重要的幾何尺寸。鋼管橢圓度對保證施工現場的施工質量和精度有重要意義。根據G B/T 2 0 8 0 1.4壓力管道規范要求“直管段上兩對接環焊縫中心面間的距離,當公稱直徑大于或等于1 5 0 m m時,應不小于1 5 0 m m;當公稱直徑小于1 5 0 m m時,應不小于管子外徑。”由于橢圓度的影響,在施工現場會采用變形的方式使鋼管強行對接。這樣就會造成焊縫的局部應力過大,對整個管道安全和使用壽命帶來很大的影響。
焊管;焊縫;橢圓度;局部應力
1 成型設備對鋼管橢圓度的影響
在鋼管生產過程中,影響鋼管橢圓度的因素有很多種,例如原料自身月牙彎、對頭質量不好導致鋼帶的跑偏、后部精整工序對橢圓度的影響、鋼管堆碼導致鋼管橢圓度變化等。但螺旋鋼管成型設備對鋼管橢圓度的影響則是根本的,也是至關重要的,具體分析如下。
1.1 預彎輥對鋼管橢圓度的影響
預彎輥是將帶鋼的邊部進行彎曲的一個裝置,又稱為卷邊輥或翻邊機。它的作用是為了消除成型過程中產生的所謂“竹節”現象。預彎輥的曲率是否合適直接影響到鋼管橢圓度。預彎輥的曲率近似計算公式:
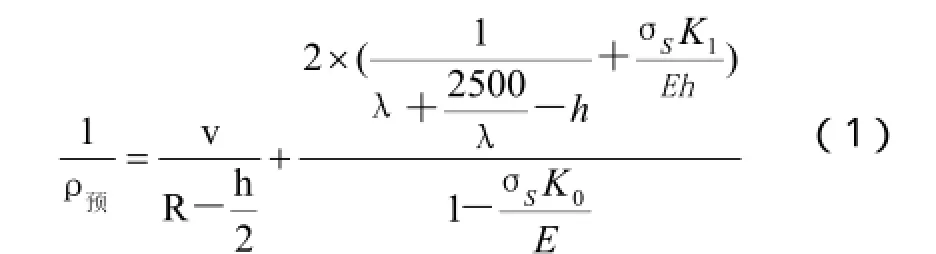
式中,δs——帶鋼屈服強度;
k1——形狀系數,k1=1.5;
k——相對強化模數
材料延長率;
E——彈性模量,E=2 1 0 0 0 MP a;
h——帶鋼厚度
λ——擬合圓曲線上的弦 ,

α——成型中角;
v——泊松比,v=0.3;
R——鋼管外半徑;
ρ預——預彎輥的曲率。
由本廠生產的三批鋼管規格為:φ3 2 5×8、φ4 0 6×7.1、φ5 5 9×1 1的理論曲率,見表1。

表1 預彎輥曲率與鋼管橢圓度統計表
由于本廠采用的是兩輥預彎,預彎輥的曲率是一個定值ρ=1 5 0 mm,表1中的統計數據表明:預彎輥的實際曲率越接近理論曲率,所生產鋼管的橢圓度越小。
1.2 三輥彎板機對鋼管橢圓度的影響
三輥彎板機是由1#輥、2#輥、3#及導向的0#輥組成。其中:1#、2#、3#輥的位置和2#輥下壓量直接影響鋼管的橢圓度。
(1)1#、2#、3#輥位置的影響。控制好鋼管在成型器里面的橢圓度,三輥的位置布置十分重要。我廠在生產φ5 5 9×1 1規格鋼管時,就曾經出現過3#輥最后一個輥子碰不到自由邊邊緣和1#輥第一個輥子離遞送邊太遠的情況,致使2#輥起到了反預彎的作用,從而造成鋼管橢圓度在焊縫周圍超標的現象。
(2)2#輥下壓量的影響。2#輥下壓量對鋼管的橢圓度的影響很大,2#下壓量過大,取彈復樣后開口會產生內凹,2#輥下壓量過小,取彈復樣后會產生向外開張)。在實際生產中,根據經驗對2#輥下壓量反復進行調整,才能達到滿意效果。
1.3 外控裝置對鋼管橢圓度的影響
我廠使用的外控裝置為外控式成型器,該設備是根據三輥彎板變形的不足量彎曲原理制成。外控裝置與形成的管筒坯外表面相接觸,并給予一定壓力,以確保管筒的導向外徑精確。
當管筒坯經過三輥預彎機不足量變形后未與外控裝置充分接觸就會產生管坯在成型器內竄動,從而直接影響鋼管的橢圓度。
2 合理調整或改進成型設備是控制鋼管橢圓度的有效手段
2.1 改進預彎形式
針對不同規格的鋼管就必須采用與之相適應的預彎曲率。現在很多廠家采用三輥預彎的形式,預彎曲率就可以調整,但大多數還是采用經驗法來調整和控制預彎曲率。若采用公式(1)進行定量計算,則可以更好更快地使預彎曲率接近理想值,有效控制鋼管的橢圓度。
2.2 調整三輥彎板機
(1)根據不同規格的鋼管選擇合適的1#輥、2#輥、3#輥位置:1#輥第一個輥子距遞送邊L=(1 5±5)mm,2#輥最后一個與帶鋼接觸的小輥距自由邊邊緣N=(1 5±5)mm,3#輥距自由邊邊緣M=(1 5±5)mm。在保證上述的條件下,2#第一個輥盡量靠近遞送邊。
(2)對2#輥下壓量進行定量調整。在鋼管成型過程中,2#輥作用于鋼帶的受力過程很復雜,計算出2#輥下壓量對鋼管內應力的影響難度較大,因此通過對開口量和內應力的關系進行計算,來確定2#輥下壓量。
由微積分推導出以下公式:

可見由此計算的殘余應力公式中y是以鋼管環切的中性線為基準原點,與鋼管厚度方向的位置有關系。

鋼管內表面的y=0,故σr=0 (4)
式中:

σr——鋼管最大殘余應力, MP a;
S——鋼管彈復后的開口量,mm;
a——鋼管壁厚, mm;
E——彈性模量,MP a;
D——鋼管外徑,mm;
R——鋼管半徑,mm。
對φ5 5 9×1 1的2#輥下壓量、彈復后的開口量及殘余應力對比可以看出殘余應力隨著2#輥下壓量的增加逐漸減少,這樣我們適當的增加2#輥下壓量,減少鋼管的殘余應力,從而保證鋼管的橢圓度在標準要求的范圍之內。
2.3 外控裝置的合理布置
將外控裝置中的4#~8#輥位置通過計算機模擬進行優化,盡可能減少變形盲區。同時盡可能的將外控輥的中心線和鋼管中心線相重合,保證鋼管在成型過程中管坯不在外控裝置內竄動。經過長期觀察發現,在做小管徑鋼管時,由于4#輥和3#輥距離太近,也參與了三輥預彎機的成型過程,影響了鋼管的正常成型。在實際生產中拆除4#輥后,較好地保證了鋼管橢圓度。
3 結語
沙市鋼管廠在生產L NGφ5 5 9×1 1的過程中,曾遇到了鋼管橢圓度超差的問題,我們在全面分析成型設備對鋼管橢圓度的影響后,有針對性地采取相應措施,較好地解決了鋼管橢圓度超差的問題。由以上分析可知,在其他管型的生產過程中,通過對螺旋焊管設備進行適當的調整和改造,能夠有效避免成型設備對橢圓度的影響,滿足高壓油氣管線對鋼管橢圓度越來越嚴格的要求,保證油氣管線的工程質量。
[1]G B/T 2 0 8 0 1.4-2 0 0 6 .壓力管道規范[S]. 工業管道第4部分. [2]中國石油化工集團公司企業標準. Q/S H C G 2 4.2-2 0 1 2[S].
[3]唐成建,桑秋祥,劉偉.螺旋埋弧焊管橢圓度的控制[J].焊管,2 0 1 2(2).
[4]馬利蘇 .螺旋焊管機組輥式預彎邊裝置的孔型設計[J].鋼管,2 0 1 0(8).
[5]同濟大學數學系.高等數學(同濟)[M].高等教育出版社,2 0 0 7(4).

T E 9 7 3
A
1 6 7 1-0 7 1 1(2 0 1 7)0 2(下)-0 1 0 8-0 2
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
