電子元件焊接質(zhì)量識(shí)別中圖像定位算法研究
2017-04-01 23:29:20王付軍趙桂清
現(xiàn)代電子技術(shù) 2017年5期
關(guān)鍵詞:焊接質(zhì)量
王付軍 趙桂清
摘 要: 針對(duì)電子元件焊接質(zhì)量自動(dòng)檢測(cè)系統(tǒng)中PCB圖像的定位問(wèn)題進(jìn)行研究。為了解決傳統(tǒng)定位算法定位精度低、運(yùn)算時(shí)間長(zhǎng)的缺點(diǎn),改進(jìn)傳統(tǒng)的定位圓檢測(cè)和定位算法,采用改進(jìn)的快速Hough變換提高檢測(cè)精度和縮短檢測(cè)時(shí)間。通過(guò)實(shí)際PCB電路板的檢測(cè)實(shí)驗(yàn)對(duì)比發(fā)現(xiàn),該算法能提高定位圓圓心檢測(cè)的精度,可以有效縮短計(jì)算時(shí)間,對(duì)于實(shí)際電子元件缺陷的自動(dòng)檢測(cè)算法的改進(jìn)有一定的參考意義。
關(guān)鍵詞: 焊接質(zhì)量; 霍夫變換; 圖像定位; 自動(dòng)檢測(cè)
中圖分類(lèi)號(hào): TN081?34 文獻(xiàn)標(biāo)識(shí)碼: A 文章編號(hào): 1004?373X(2017)05?0042?03
Abstract: The PCB image localization problem is studied for the welding quality automatic detection system of the electronic components. In order to improve the low accuracy and long operation time of the traditional localization algorithm, the traditional setting circle detection and localization algorithm was improved, and the improved fast Hough transform was used to improve the detection precision and shorten the testing time. The test experiment of the algorithm was contracted with that of the practical PCB circuit board. It is found that the algorithm can improve the accuracy of the circle center detection of the setting circle and shorten the computation time effectively, and has a certain reference significance for the improvement of the defect automatic detection algorithm of the practical electronic components.
Keywords: welding quality; Hough transform; image location; automatic detection
隨著現(xiàn)代電子技術(shù)的發(fā)展和功能的增加,電路板的體積越來(lái)越小,貼片元件的應(yīng)用越來(lái)越廣泛。為了保證產(chǎn)品的性能,需要在組裝前檢驗(yàn)電子元件的焊接質(zhì)量,當(dāng)前主要的檢測(cè)方法是利用自動(dòng)光學(xué)檢測(cè)系統(tǒng)(AOI),該系統(tǒng)檢測(cè)的基本原理是通過(guò)ccd攝像頭獲取被檢測(cè)的PCB電路板的圖像,然后和數(shù)據(jù)庫(kù)中的標(biāo)準(zhǔn)圖像對(duì)比,從而檢測(cè)、發(fā)現(xiàn)質(zhì)量缺陷,在檢測(cè)過(guò)程中圖像的定位是重要的一步,如果圖像定位不準(zhǔn)確,對(duì)比出來(lái)的缺陷是沒(méi)有意義的。
1 圖像定位
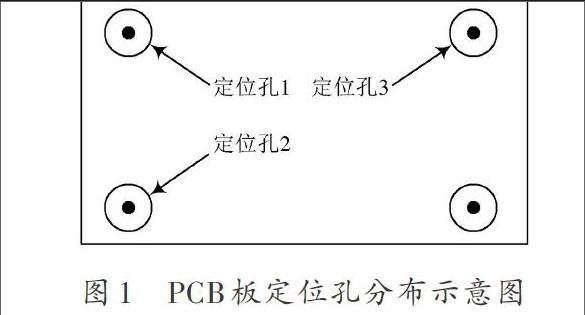
基于數(shù)字圖像處理的電子元件焊接質(zhì)量檢測(cè)過(guò)程中,需要獲得電子元件的精確位置,后續(xù)才能檢測(cè)電子元件的焊接缺陷。一般在PCB的制造設(shè)計(jì)階段,在PCB板的邊緣設(shè)置基點(diǎn)(定位圓),為后續(xù)光學(xué)檢測(cè)定位提供基準(zhǔn)。定位孔一般用于機(jī)械定位,如圖1所示。
要將定位圓孔從PCB圖像中識(shí)別出來(lái),必須合理提取其圓形特征,常用的檢測(cè)算法有:維納濾波法、曲線擬合法、模板匹配法、Hough(霍夫)變換法等。維納濾波是基于最小方差理論,視采集圖像為退化圖像,運(yùn)算時(shí)間較長(zhǎng);曲線擬合法和模板匹配法采集的圖像要求較高,一旦原始圖像存在瑕疵,難以保證結(jié)果;Hough變換檢測(cè)定位圓孔的精度高,但存在計(jì)算量大的缺點(diǎn),在速度上不能滿足實(shí)時(shí)檢測(cè)的要求,為此必須對(duì)Hough算法進(jìn)行改進(jìn)。
2 Hough變換圓檢測(cè)算法的基本原理及性能分析
2.1 Hough變換圓檢測(cè)算法的基本原理
Hough變換主要利用圖像空間和參數(shù)空間點(diǎn)線的對(duì)偶關(guān)系,實(shí)現(xiàn)對(duì)點(diǎn)、線、圓的檢測(cè)。
設(shè)Hough變換用的解析函數(shù)的基本方程為:
[f(x,a)=0] (1)
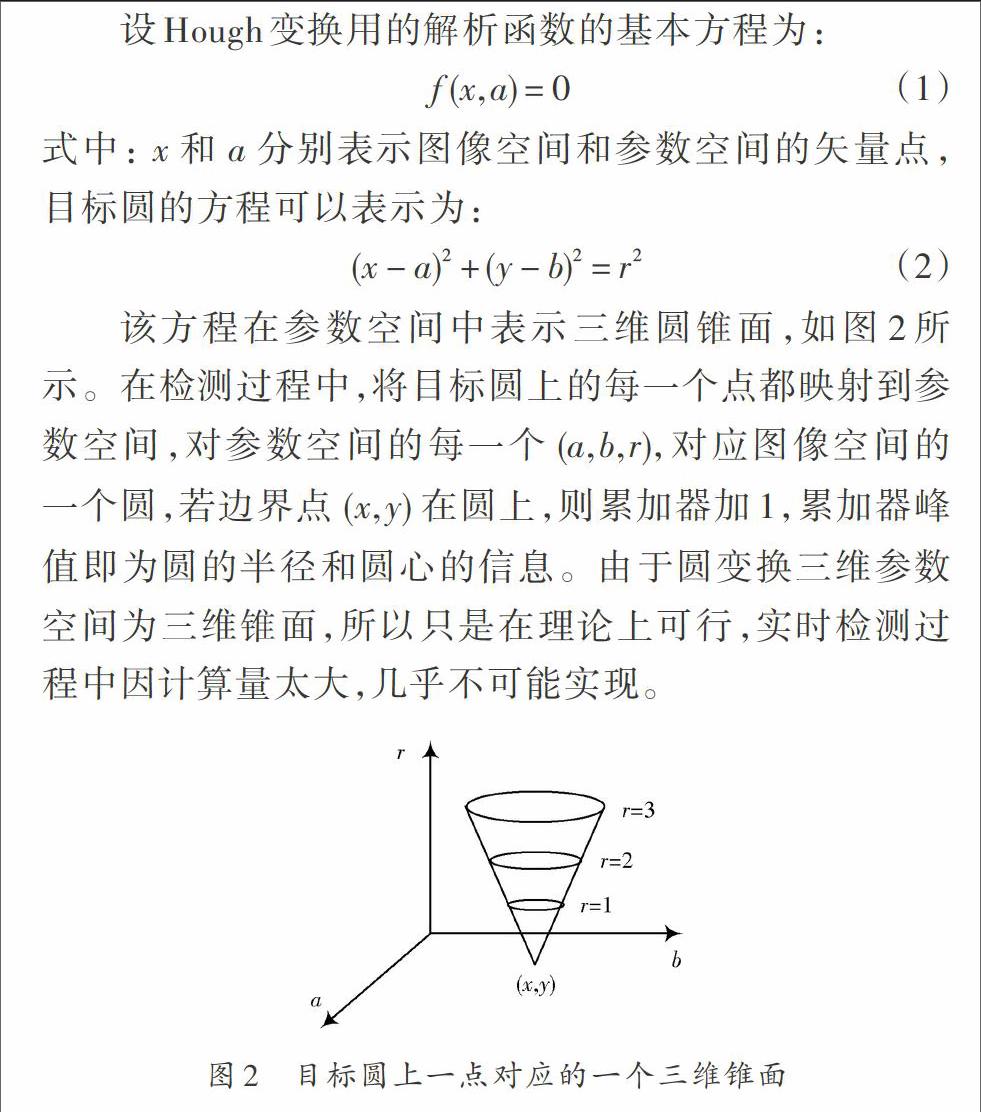
式中:[x]和[a]分別表示圖像空間和參數(shù)空間的矢量點(diǎn),目標(biāo)圓的方程可以表示為:
[(x-a)2+(y-b)2=r2] (2)
該方程在參數(shù)空間中表示三維圓錐面,如圖2所示。在檢測(cè)過(guò)程中,將目標(biāo)圓上的每一個(gè)點(diǎn)都映射到參數(shù)空間,對(duì)參數(shù)空間的每一個(gè)[(a,b,r),]對(duì)應(yīng)圖像空間的一個(gè)圓,若邊界點(diǎn)[(x,y)]在圓上,則累加器加1,累加器峰值即為圓的半徑和圓心的信息。由于圓變換三維參數(shù)空間為三維錐面,所以只是在理論上可行,實(shí)時(shí)檢測(cè)過(guò)程中因計(jì)算量太大,幾乎不可能實(shí)現(xiàn)。
2.2 Hough圓檢測(cè)算法的性能分析
為了克服Hough變換圓檢測(cè)計(jì)算量大、無(wú)法實(shí)時(shí)檢測(cè)的缺點(diǎn),從減少選取點(diǎn)的數(shù)目和累加數(shù)組的維數(shù)出發(fā),提出了幾種圓檢測(cè)的改進(jìn)算法:
(1) 利用邊緣梯度
在進(jìn)行數(shù)據(jù)累加時(shí),利用圖像邊緣點(diǎn)的梯度值大大降低獲取圓心的計(jì)算量。在實(shí)際應(yīng)用中,因圖像質(zhì)量的下降,提取的圖像邊緣點(diǎn)會(huì)出現(xiàn)偏差,使得最后確定的圓心誤差較大。
(2) 快速 Hough變換
為減少計(jì)算量,采用幾何方法對(duì)三維參數(shù)空間進(jìn)行降級(jí)分解,利用三個(gè)不共線點(diǎn)確定一個(gè)圓的逆運(yùn)算,降至二維空間求取圓心,半徑可以在一維空間確定,而且還能避免一對(duì)多映射的不確定性。在實(shí)際應(yīng)用中,因圖像噪聲的存在,隨機(jī)選取的點(diǎn)有很多是無(wú)效的噪聲點(diǎn),后續(xù)的累積也是無(wú)用的。
(3) 利用內(nèi)接直角三角形的性質(zhì)
根據(jù)幾何定理可以知道,圓內(nèi)接直角三角形的斜邊過(guò)圓心,即斜邊為直徑,其中點(diǎn)為圓心,長(zhǎng)度的一般為半徑。同樣,由于噪聲和圖像質(zhì)量下降,提取的三個(gè)點(diǎn)有時(shí)無(wú)法構(gòu)成直角三角形,進(jìn)而使確定的圓心和半徑誤差增大。
3 改進(jìn)的快速Hough變換
3.1 算法改進(jìn)原理
針對(duì)快速Hough的缺陷,為了減少無(wú)效點(diǎn)和無(wú)效累積,需要對(duì)其算法進(jìn)行改進(jìn)。改進(jìn)的思路是:
(1) 對(duì)圖像的邊緣增強(qiáng)處理,降低邊緣無(wú)效點(diǎn),減少無(wú)效累積;
(2) 改進(jìn)累加點(diǎn)的判斷算法,減少無(wú)效累加的次數(shù)。
將圓的方程變換為:
[x2+y2+2ax+2by+c=0] (3)
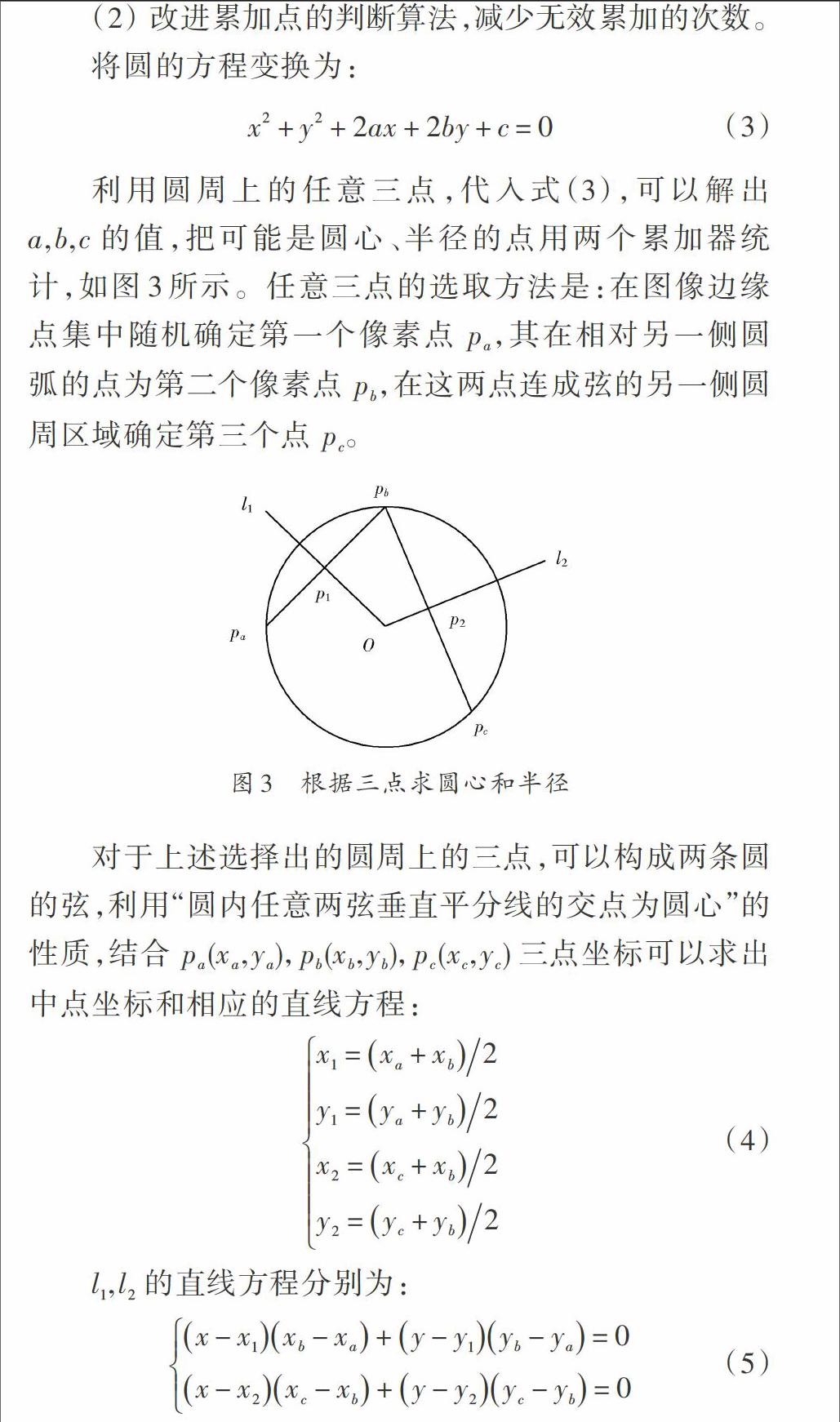
利用圓周上的任意三點(diǎn),代入式(3),可以解出[a,b,c]的值,把可能是圓心、半徑的點(diǎn)用兩個(gè)累加器統(tǒng)計(jì),如圖3所示。任意三點(diǎn)的選取方法是:在圖像邊緣點(diǎn)集中隨機(jī)確定第一個(gè)像素點(diǎn)[pa,]其在相對(duì)另一側(cè)圓弧的點(diǎn)為第二個(gè)像素點(diǎn)[pb,]在這兩點(diǎn)連成弦的另一側(cè)圓周區(qū)域確定第三個(gè)點(diǎn)[pc。]
對(duì)于上述選擇出的圓周上的三點(diǎn),可以構(gòu)成兩條圓的弦,利用“圓內(nèi)任意兩弦垂直平分線的交點(diǎn)為圓心”的性質(zhì),結(jié)合[pa(xa,ya),][pb(xb,yb),][pc(xc,yc)]三點(diǎn)坐標(biāo)可以求出中點(diǎn)坐標(biāo)和相應(yīng)的直線方程:
在待測(cè)圖像的邊緣像素集中,選取[N]個(gè)邊緣點(diǎn),連接相鄰的點(diǎn)可以得到[N-1]條弦,求出弦的垂直平分線的方程,并求得交點(diǎn)坐標(biāo),加以統(tǒng)計(jì),二維存儲(chǔ)器中數(shù)量最大的值即為圓心坐標(biāo)[(x0,y0)],而半徑可以通過(guò)圓心到各邊緣點(diǎn)的距離的平均值求得。
為了減小計(jì)算量,在選取點(diǎn)的過(guò)程中,可以使前一個(gè)點(diǎn)和后一個(gè)點(diǎn)的一個(gè)坐標(biāo)相同,即1點(diǎn)和2點(diǎn)的縱坐標(biāo)相同,2點(diǎn)和3點(diǎn)的橫坐標(biāo)相同,如圖4所示。
具體算法是:首先隨機(jī)選取圖像邊緣一點(diǎn)[p1][(x1,y1);]然后搜索邊緣點(diǎn)中縱坐標(biāo)相同的點(diǎn)為[p2][(x2,y1);]再搜索與橫坐標(biāo)相同的點(diǎn)為[p3][(x2,y2)],這時(shí)圓心坐標(biāo)的計(jì)算公式變?yōu)椋?/p>
[xa=(x1+x2)2, xb=(y1+y2)2] (7)
3.2 算法流程
改進(jìn)的Hough變換圓檢測(cè)的算法如圖5所示,其中圖像的邊緣檢測(cè)采用檢測(cè)邊緣能力和定位精度都比較好的canny算子,并且采用分段線性變換實(shí)現(xiàn)邊緣圖像的增強(qiáng),這樣提取出的邊緣點(diǎn)精確而且數(shù)目少。為進(jìn)一步利用Hough變換進(jìn)行圓檢測(cè)提供了良好的信息點(diǎn)。
算法流程圖中,[pc]為候選圓的參數(shù)集合(含半徑、圓心、累加次數(shù)等信息),[T]為閾值。
4 改進(jìn)的快速Hough算法在PCB檢測(cè)中的仿真應(yīng)用
把上述的檢測(cè)算法,應(yīng)用于實(shí)際的PCB電路板定位圓的檢測(cè),基本步驟如下:
(1) 利用攝像機(jī)或ccd攝像頭采集PCB板的原始圖像。
(2) 對(duì)采集的PCB圖像進(jìn)行降噪等預(yù)處理,利用canny邊緣檢測(cè)算子檢測(cè)圖像的邊緣,并增強(qiáng)圖像邊緣的對(duì)比度,如圖6所示。
對(duì)采集到的電子元件焊點(diǎn)圖像分別用傳統(tǒng)Hough變換,快速Hough變換和改進(jìn)的Hough變換,程序的執(zhí)行時(shí)間和檢測(cè)精度如表1所示。
通過(guò)表1可以看到,三種檢測(cè)方法的精度基本差不多,改進(jìn)的快速Hough的精度更高;運(yùn)算時(shí)間上,因?yàn)闇p少了無(wú)效點(diǎn)的累積,改進(jìn)的快速Hough變換檢測(cè)時(shí)間明顯縮短。
5 結(jié) 語(yǔ)
在電子元件焊接質(zhì)量缺陷自動(dòng)檢測(cè)中,電子元件的定位是缺陷檢測(cè)的關(guān)鍵一步。本文分析了PCB定位圓檢測(cè)的方法和原理,并且對(duì)快速Hough變換圓檢測(cè)進(jìn)行了改進(jìn),改進(jìn)算法清晰,在保持Hough精度高,抗噪聲能力強(qiáng)的同時(shí),提高了電路板的檢測(cè)效率。通過(guò)實(shí)際電路板的檢測(cè)實(shí)驗(yàn),改進(jìn)的快速Hough變換圓檢測(cè)算法明顯縮短了檢測(cè)時(shí)間,同時(shí)也提高了檢測(cè)精度。該方法對(duì)于提升電子元件質(zhì)量自動(dòng)檢測(cè)系統(tǒng)的性能有一定的參考意義。
參考文獻(xiàn)
[1] 趙更寅.PCB的檢測(cè)技術(shù)綜述[J].科技信息,2007(15):71?72.
[2] 孫增國(guó),韓崇昭.基于Laplacian算子的圖像增強(qiáng)[J].計(jì)算機(jī)應(yīng)用研究,2007(1):222?223.
[3] 劉尚軍,程憲平.PCB瑕疵圖象實(shí)時(shí)視覺(jué)檢測(cè)方法的研究[J].計(jì)算機(jī)工程與應(yīng)用,2002(16):71?74.
[4] 段汝嬌,趙偉,黃松嶺,等.一種基于改進(jìn)Hough變換的直線快速檢測(cè)算法[J].儀器儀表學(xué)報(bào),2010,31(12):2774?2780.
[5] 蔡茂蓉.PCB缺陷檢測(cè)系統(tǒng)的研究與實(shí)現(xiàn)[J].信息系統(tǒng)工程,2009(6):98?100
[6] 周封,楊超,王晨光,等.基于隨機(jī)Hough變換的復(fù)雜條件下圓檢測(cè)與數(shù)目辨識(shí)[J].儀器儀表學(xué)報(bào),2013,34(3):622?628.
[7] 王世允.印刷圖像質(zhì)量直接檢測(cè):被測(cè)圖像定位與網(wǎng)點(diǎn)識(shí)別方法的研究[D].西安:西安理工大學(xué),2002.
[8] 劉國(guó)峰.基于邊緣檢測(cè)和Hough變換的車(chē)牌定位系統(tǒng)的研究與實(shí)現(xiàn)[D].北京:中國(guó)地質(zhì)大學(xué),2007.
[9] 潘憶江,黃際彥,吳波,等.Hough變換的PCB Mark校準(zhǔn)研究[J].現(xiàn)代電子技術(shù),2014,37(10):141?143.
[10] 祁寶英.運(yùn)用Hough變換提高直線檢測(cè)效率[J].計(jì)算機(jī)系統(tǒng)應(yīng)用,2012,21(6):228?231.
猜你喜歡
科學(xué)與財(cái)富(2017年7期)2017-04-11 02:21:52
科學(xué)與財(cái)富(2016年27期)2017-03-24 11:00:43
成才之路(2016年33期)2016-11-19 17:22:40
中國(guó)科技博覽(2016年12期)2016-05-09 04:07:19
科技與創(chuàng)新(2016年8期)2016-05-05 11:10:25
科技與創(chuàng)新(2016年4期)2016-03-16 09:21:01
科技與創(chuàng)新(2016年1期)2016-01-19 09:28:33
科技與創(chuàng)新(2015年12期)2015-07-21 07:03:34
中國(guó)高新技術(shù)企業(yè)(2015年8期)2015-04-13 18:04:25
中國(guó)高新技術(shù)企業(yè)(2015年11期)2015-03-27 21:11:43
