淺析離心式壓縮機的喘振現象及控制方案
2017-04-11 03:37:52張立軍洛陽智達石化工程有限公司河南洛陽471003
化工管理 2017年5期
張立軍(洛陽智達石化工程有限公司,河南洛陽 471003)
淺析離心式壓縮機的喘振現象及控制方案
張立軍(洛陽智達石化工程有限公司,河南洛陽 471003)
離心式壓縮機是在石油化工、冶金、電力等行業廣泛使用的核心設備,但離心式壓縮機在某些特定工況下會發生喘振現象,使壓縮機不能正常穩定工作,如處理不及時或操作不當會影響正常生產甚至發生事故。因此,壓縮機不允許在喘振狀態下進行只能采取相應的防喘振控制方案。本文將介紹喘振現象及產生喘振的原因和危害,常用防喘振控制方案的介紹和分析對比。
離心壓縮機;喘振;控制
離心式壓縮機具有處理和輸氣量大、結構簡單、易損件少。同時可由電動機,蒸汽輪機,煙氣輪機等拖動,拖動形式的多樣化可以有效的回收企業的廢氣,廢熱,不僅為企業降低了生產運行成本而增加了效益,節能減排也為企業實現效益與環保雙贏,所以離心式壓縮機在石油化工、冶金、電力等行業廣泛使用,做為裝置或單元的重要設備,如何使離心壓縮機能夠平穩的運行,其的安全性,可靠性至關重要。加之離心式壓縮機也有其固有的缺點,容易在某些運行工況(溫度,流量,壓力的變化)下,壓縮機發生喘振。喘振一旦發生會對裝置平穩生產和壓縮機本身造成危害,因為喘振程度的不同將會造成機組葉輪、主軸、軸瓦、導葉(靜葉),密封等重要部件的損壞,嚴重可導致整臺機組報廢,造成生產裝置的工藝波動或停產,給企業造成不必要的經濟損失。因此,在了解和分析產生喘振的原因后,采取有效的防喘振控制措施,制定出高效可靠的防喘振控制方案,避免和防止喘振產生,才能確保離心式壓縮機的正常平穩運行。
1 喘振現象及產生的原因
1.1 什么是喘振現象
離心壓縮機在運行過程中,在某一壓力,轉速下都對應最小流量,當該流量降低到一定程度時,機組出口介質流量和出口壓力將產生周期性大幅波動而引起機身劇烈振動,這種現象叫做壓縮機的“喘振”或“飛動”
1.2 喘振現象的機理
離心式壓縮機工作的基本原理是利用高速旋轉的葉輪帶動氣體一起旋轉而產生離心力,將機械能轉換為氣體壓力動能。在葉輪后部設置有通流截面逐漸擴大的擴壓元件(擴壓器),從葉輪流出的高速氣體在擴壓器內進行降速增壓,將此部分動能轉換為靜壓能。
當離心式壓縮機的實際工況偏離設計工況時,如果氣體流量減少則進入葉輪或擴壓器流道的氣流方向就會發生變化。當流量減少到一定程度,由于葉輪的連續旋轉和氣流的連續性,使這種邊界層分離現象擴大到整個流道,而且由于氣流分離沿著葉輪旋轉的反方向擴展,從而使葉道中形成氣流漩渦,又稱旋轉失速。此時級的壓力暫形成真空,氣體輸出管道中較高壓力的氣體便倒流回級里來。此時倒流回級中的氣體就補充級中流量的不足,使葉輪又恢復了正常工作,把倒流回來的氣體再次壓縮后輸送出去。于是又失壓氣體接著回流,如此周而復始,在系統中產生了周期性的氣體振蕩現象,這種現象稱為“喘振”。
2 喘振產生的因素
下面我們對有可能引起離心式壓縮機產生喘振的工藝參數逐一進行分析:
2.1 流量
每臺離心式壓縮機在不同轉速下都對應著最小流量值,在同一轉速下隨著流量的減少,壓縮機的出口壓力逐漸增大,當達到該轉速下最大出口壓力時,機組進入喘振區,所以說流量減小是發生喘振的根本原因,在實際生產中盡量避免壓縮機在小流量的工況下運行。一般認為,壓縮機在最小流量下應低于設計流量60%。
2.2 氣體相對分子質量
離心壓縮機在相同轉速、在恒壓運行工況下,相對分子質量越小,越容易發生喘振。
2.3 壓力
在壓縮機恒壓的運行工況下:入口壓力越低,壓縮機越容易發生喘振;出口壓力越高,壓縮機越容易發生喘振。
2.4 入口溫度
在恒壓運行工況下,氣體入口溫度越高,越容易發生喘振。因此,對同一臺離心式壓縮機來說,夏季比冬季更容易發生喘振。
2.5 轉速
在外界用氣量一定的情況下,轉速越高,越容易發生喘振。
綜上出現喘振的主要因素是壓縮機的流量過小,小于壓縮機的最小流量限;另外接管網的壓力高于壓縮機排氣壓力,都將會引起排出氣體倒流回壓縮機。
3 喘振的危害
喘振的危害性較大,當壓縮機發生喘振后,壓縮機組在振動的同時并伴有異常噪聲,振動程度和頻次不同對機組造成的損壞程度也不同,輕者對壓縮機內部的密封、軸承等附屬設施造成損傷,嚴重時對壓縮機的葉輪,主軸重要部件造成損壞,甚至整臺機組報廢;同時也會造成生產裝置緊急停車停工。為企業造成安全事故隱患和帶來經濟損失。
4 防止喘振的措施
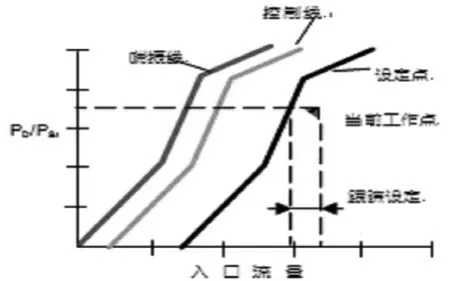
4.1 防喘振曲線的建立
根據每臺壓縮機實際性能繪制出壓縮機防喘振性能曲線,確保壓縮機運行在防喘振(控制)線右側的安全區域。
4.2 防喘振的工藝措施
a保持流量值不小于發生喘振最小流量限,可以通過調節回流閥使壓縮機出口介質返回到壓縮機入口,以此增加壓縮機入口流量,
b保持壓縮機入口與出口的差壓值,可以通過調節出口放空閥將介質排空,以此降低壓縮機出口壓力。
a方法更適宜有毒、易燃、易爆或經濟價值較高而不宜放空的氣體情況,但兩種方法同樣浪費部分壓縮功。
5 防喘振的控制方案
壓縮機防止喘振的基本控制保證壓縮機的入口流量不低于某一最小流量極限值,根據實際工況下改極限值是固定或是變化的,防喘振控制方案分固定流量極限式和可變流量極限式兩種。
5.1 固定極限流量防喘振調節系統
各防喘振量的給定值均為在壓縮機100%轉數下所對應喘振流量的1.04~1.2倍,即采用定流量控制,也稱定極限,防喘振控制使機組不論在100%以下的何種負荷下運行,都保持100%轉速下的防喘振量,從而保證機組不發生喘振。這種控制方法在較高負荷下運行是合理的,因為,該防喘振量一般為100%負荷流量的80%左右,即當工藝負荷在80%以上時,防喘振閥門是關死的,壓縮機壓縮的氣體全部送入工藝流程。而當工藝負荷較低時,當工藝負荷所需的氣量小于100%負荷下的防喘振流量給定值時,防喘振閥就要打開,從而保證機組的防喘振量,結果是一部分氣體打回流或放空,浪費了壓縮機對這部分氣體做的壓縮功。
5.2 可變極限流量防喘振調節系統
可變極限流量防喘振控制在整個壓縮機負荷變化范圍內,設置防喘振流量值與轉速而變的一種控制方式,實現可變極限防喘振控制的主要任務是設置好壓縮機的防喘極限方程。
6 結語
喘振是離心式壓縮機固有的特性,對連續生產運行和機組本身安全運行具有較大的危害。為防止和避免喘振的發生,必須注意以下幾點:
(1)注重壓縮機的選型,類型合適和產品合格是防喘振的基礎保證;
(2)工藝流程的銜接,外管網的配套
(3)壓縮機的開停車操作。在開車時,最好是先升速后升壓;在停車時,最好是先降壓后降速。
(4)防喘振線的設置很重要,如防喘富裕度設置都較大雖不易發生喘振但防喘振閥打開過早或開度過大則造成能源浪費,反之易發生喘振。理論上建議正常流量是喘振流量的1.05到1.3倍。
(5)選擇設置防喘振控制系統,準確及時將喘振現象控制在安全區域。
總之,對喘振現象我們只有知道了其機理,分析出產生喘振的因素,了解其對生產和機組造成的危害,從思想上高度重視并制定出嚴謹的工藝操作規程和預案,選用適合壓縮機的控制方案及穩定可靠的控制系統,做到能夠快速和準確的預測與識別喘振的發生,加以精確的提前量控制和操作,綜合措施來防止和避免喘振現象的發生。提高壓縮機的安全運行周期,為企業生產運行提供安、穩、長、滿、優的基礎保障。
[1]殷衛寧,謝明儀表連鎖一體化控制單元在壓縮機防喘振控制上的應用乙烯工業2007,19(2)44-49.
[2]盧勇離心式壓縮機的喘振分析.
[3]康吉森TS3000系統透平及壓縮機控制技術手冊.
張立軍(1970-)性別:男籍貫:山西省代縣單位:洛陽智達石化工程有限公司學歷:大專曾從事石油化工儀表及控制系統的維護,維修和管理工作,現從事自控專業設計,審核工作。
