巴氏殺菌工藝的改進研究
2017-04-17 02:25:31王桂楨陳忠澤
中國乳業 2017年3期
文/王桂楨 陳忠澤
( 1 南陽農業職業學院;2 西峽縣食品藥品監督和工商行政管理局)
巴氏殺菌工藝的改進研究
文/王桂楨1陳忠澤2
( 1 南陽農業職業學院;2 西峽縣食品藥品監督和工商行政管理局)
為了延長巴氏殺菌乳的保質期,經過長期的試驗研究和生產試制,對巴氏殺菌乳的殺菌工藝進行改進,采取2 次殺菌法,在均質前增加一道“殺菌”工序,并對2 次殺菌工藝參數做了科學合理的篩選。結果表明:一次巴氏殺菌的最佳工藝參數是72 ℃、15 s,二次巴氏殺菌的最佳工藝參數是75 ℃、15 s。按上述工藝及參數生產出的巴氏殺菌乳在2~4 ℃下保質期可達6 天,比通用工藝生產的產品保質期延長了3 天。抽樣檢測產品各項理化、微生物指標均合格,降低了生產成本,大幅度拓寬了銷售范圍。
巴氏殺菌工藝;改進;保質期;延長
巴氏殺菌乳是以生鮮乳為原料,經過巴氏殺菌后直接供給消費者飲用的商品乳。巴氏殺菌乳通用的工藝流程:原料乳的驗收→預處理→標準化→均質→巴氏殺菌(72~75 ℃、15~20 s)→冷卻→灌裝→冷藏→出廠。巴氏殺菌工藝可以最大限度地保留生鮮乳中原有的營養成分和風味,但存在的問題是在2~4 ℃下保質期比較短,一般為3 天,需要在冷鏈下運輸和銷售,很容易腐敗變質,給乳品企業帶來很大的不便。很多乳品企業把巴氏殺菌溫度提高到80~90 ℃,但對巴氏殺菌乳的營養價值、風味和色澤都會產生不良影響。因此,如何最大限度地保存巴氏殺菌乳營養價值和使用安全的前提下延長保質期是非常值得研究的。
通過長期的實踐摸索和研究,在不改變巴氏殺菌乳營養和風味的條件下,改變巴氏殺菌工藝,在2~4 ℃下保質期可以延長到6 天,在本地乳品加工企業應用后,取得了很好的效果。本文對該工藝進行詳細的闡述。
1 方法與分析
1.1 巴氏殺菌方法的選擇
巴氏殺菌乳的殺菌方法有3種:低溫長時間殺菌法(LTLT,62~65 ℃、30 min),高溫短時間殺菌法(HTST,72~75 ℃、15~20 s),超高溫瞬間殺菌法(UHT,125~138 ℃、2~4 s)。
其中,高溫短時間殺菌法(HTST)是多數乳品企業采用的方法,是通過管式或板狀熱交換器使生鮮乳在流動的狀態下進行連續加熱處理,與其它兩種方法比較,有許多優點:占地面積小,節省空間,效率高、節省熱源,加熱時間短,生鮮乳的營養成分破壞小,無蒸煮味,設備投資不大,操作方便、衛生,不必經常拆卸。另外,設備可直接用酸、堿液進行自動就地清洗。因此,本試驗也選擇高溫短時間殺菌法(HTST)。
1.2 巴氏殺菌工藝的改進和分析
1.2.1 巴氏殺菌工藝的改進
巴氏殺菌乳殺菌工藝改進:在原工藝的“均質”前加一道“巴氏殺菌”工序,采取2 次巴氏殺菌法,即把巴氏殺菌乳的工藝流程改為:原料乳的驗收→預處理→標準化→一次巴氏殺菌(72 ℃,15 s)→均質→二次巴氏殺菌(75 ℃,15 s)→冷卻→灌裝→冷藏→出廠。
1.2.2 改進分析

高溫短時間殺菌法(HTST)殺菌條件是72~75 ℃、15~20 s。由于采取了2 次殺菌,為了保證生產線同步連續生產,殺菌時間選擇最短的,即2 次殺菌時間都為15 s。考慮到第一次殺菌之后的工序是均質,均質的最佳溫度為63~70 ℃,若超過70 ℃,均質時就會在均質機中產生“汽窩”,因此第一次殺菌溫度選擇最低溫度72 ℃,殺菌后稍微降溫,把殺菌機的出料溫度調到68~70 ℃,確保下道均質工序溫度為最佳溫度,同時還能減少能耗。因此,“一次巴氏殺菌”的參數采用72 ℃、15 s。
產后護理池的水要清新,不能施肥,最好有微流水,以有利于親魚卵巢收縮。產后親魚能量消耗大,在這期間應給親魚投喂適量的飼料,增強親魚的體力。
第二次巴氏殺菌的溫度,分別確定為72 ℃、73 ℃、74 ℃、75 ℃,選擇不同批次的原料乳在4個殺菌溫度下分別做10 次試驗,然后對試制品分別做感官品評和細菌總數檢測。感官品評結果表明,4 個殺菌溫度對巴氏殺菌乳的感官影響不大,口感、色澤、風味和狀態沒有明顯的差別。每個殺菌溫度下10 次細菌總數檢測結果平均值見表1。
由表1可以看出,在感官品評無差別的情況下,75 ℃殺菌效果最好。因此,“二次巴氏殺菌”的參數確定為75 ℃、15 s。后期的生產實踐也證實“一次巴氏殺菌( 72 ℃、15 s)”,“二次巴氏殺菌( 75 ℃、15 s)”,效果最佳。
2 工藝改進前后的試驗比較
對原巴氏殺菌工藝和改進后的巴氏殺菌工藝生產的產品進行感官、酸度細菌總數及糠氨酸檢測結果的比較分析。
2.1 感官檢測比較分析
選擇72 人分別對兩種工藝生產的巴氏殺菌乳進行感官評定(表2),品評產品連續保存在2~4 ℃。各感官品評項目的評分區間為1~5 分,計算72 個品評結果的平均值,分數越高表明產品的感官品質越好,分數越低表明產品的感官品質越差,1 分、2 分、3 分、4 分、5 分依次代表差、一般、較好、好、優。

表1 不同巴氏殺菌溫度的殺菌效果
由表2看出,保質期的前3 天,兩種工藝所得產品的各項感官指標評價相差不大,第4天以后,差別越來越大,原工藝的產品到第4天基本變質,評價很困難,到第6天已經腐敗變質,用于品評的部分樣品已乳清分離,有些項目已無法評價,而改進工藝的產品到第6天品質雖然有所下降,口感不是太新鮮,但無麥芽味、腐爛味、肥皂味、苦臭味或酵母味等異味,屬于正常乳。
2.2 酸度檢測結果分析
把兩種工藝生產的巴氏殺菌乳待測樣品保存在相同條件下(2~4 ℃),從保質期的第1天開始分別進行酸度測定,連續檢測6天,每天兩種工藝分別抽取兩個樣品進行檢測,取其平均值,結果如表3。
由表3可以看出,隨著保質期的延長,產品的酸度均會升高,到第4天,原工藝的產品酸度已超過正常巴氏殺菌乳的范圍,有明顯的酸味,不能再飲用。而改進工藝的產品到第4天,酸度很正常,到第6天酸度稍有上升,仍然在正常巴氏殺菌乳的范圍內,無酸味,仍然可以飲用。
2.3 細菌總數檢測結果分析
把兩種工藝生產的巴氏殺菌乳待測樣品都保存在相同條件下(2~4 ℃),從保質期的第1天開始分別進行細菌總數測定,連續檢測6 天,每天兩種工藝分別抽取2 個樣品,嚴格按GB 4789.2-2010《食品安全國家標準食品微生物學檢驗 菌落總數測定》進行檢測,取其平均值,檢測結果見表4。
由表4可以看出,原工藝生產的產品在第1天細菌總數就比改進工藝的產品高,隨著保質期的延長,產品的細菌總數均會升高,但原工藝的產品細菌總數上升速度快,到第4天,原工藝的產品細菌總數已超過正常生鮮乳的范圍。而改進工藝的產品到第6天,細菌總數仍然在正常生鮮乳的范圍內。

表2 感官品評結果 單位:分

表3 酸度檢測結果

表4 細菌總數檢測結果

表5 糠氨酸含量測定結果
2.4 糠氨酸檢測
乳制品中的糠氨酸是指乳蛋白在高溫條件下與乳糖發生“麥拉德反應”所產生的衍生物。攝入過量的糠氨酸對人體健康有害。生鮮乳中糠氨酸含量低于7 mg/100 g,不含復原乳的巴氏殺菌乳中糠氨酸含量應小于12 mg/100 g,超高溫瞬間滅菌乳(UHT)糠氨酸含量大于50 mg/100 g,乳粉中糠氨酸含量大于135 mg/100 g。通過測定巴氏殺菌乳中糠氨酸的含量,即可判斷出巴氏殺菌乳中營養成分的破壞程度。
把兩種工藝生產的巴氏殺菌乳待測樣品都保存在相同條件(2~4 ℃),從保質期的第1天開始使用高效液相色譜(HPLC)紫外檢測法分別進行糠氨酸含量的測定,連續檢測6 天,每天兩種工藝分別抽取2 個樣品進行檢測,取其平均值,結果見表5。
由表5可以看出,原工藝巴氏殺菌的溫度和時間分別為75 ℃、20 s,產品中糠氨酸的含量是7.78 mg/100 g,3 天后發生變質,無法進行高效液相色譜(HPLC)紫外檢測。改進工藝樣品中糠氨酸的含量是7.82 mg/100 g,在6 天的保質期內糠氨酸的含量基本沒有變化。兩種工藝生產的產品在保質期內糠氨酸的含量相差不大,每100 g只相差0.4 mg,說明改進工藝的兩次巴氏殺菌法對產品的營養價值沒有影響,不會破壞乳中的營養價值。
2.5 理化指標檢測
對改進工藝的巴氏殺菌乳試制產品分別測定脂肪、蛋白質、非脂乳固體指標,結果見表6。
由表6可以看出,利用改進工藝試制的產品,根據巴氏殺菌乳的國家標準GB19645-2010《食品安全國家標準 巴氏殺菌乳》理化指標的要求,對產品進行抽樣做理化指標檢測,檢測結果全部合格,完全符合標準要求。
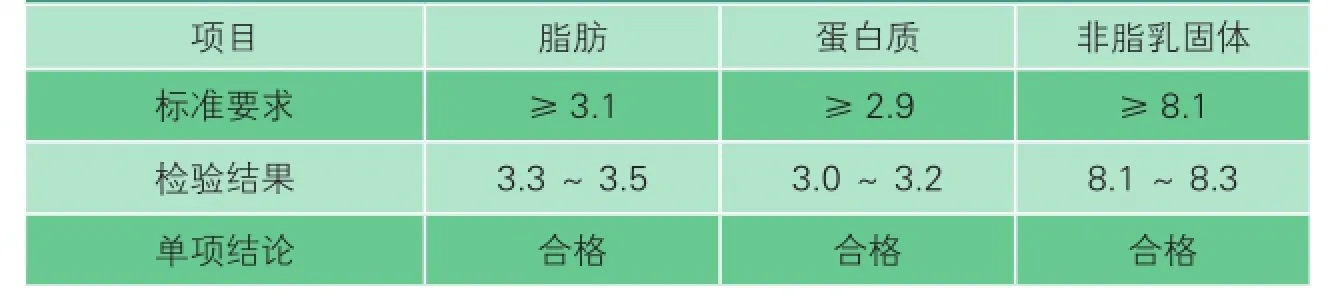
表6 產品理化指標檢驗結果 單位:%
對改進前后兩種工藝生產的產品進行理化指標脂肪、蛋白質、非脂乳固體檢測對比,原工藝的產品在3 天保質期內這三項指標變化不大,第4天開始變質,無法進行檢測。改進工藝產品在6 天保質期內這三項指標變化不大,全部合格。改進工藝在延長保質期的理化指標方面取得了理想效果。
3 結論
改進后的巴氏殺菌工藝,在不改變產品的口感和營養價值的條件下,能延長產品的保質期。改進工藝的產品第6天的檢測結果與原工藝產品在3 天的檢測結果很相近,在感官、酸度、糠氨酸、細菌總數以及理化指標上相差不大。改進前后兩種工藝的產品在第4天的檢測指標出現較大差異,原工藝產品第4天感官、酸度、細菌總數檢測指標都超出正常乳的范圍了,屬于變質乳,而改進工藝后的產品各項指標都在正常乳的范圍內。因此,殺菌工藝的改變對產品保質期的延長是顯而易見的。改進工藝只需要增加一臺殺菌機即可,費用不高,占地面積也不大,其它工序全部按原來的參數進行,流水線延時不長。河南綠白乳制品廠巴氏殺菌乳生產線使用了改進后的工藝流程,效果很理想,工藝簡便、容易操作,在產品保質期內質量很穩定,在炎熱的夏天,6 天的保質期內產品質量也很穩定。
[1] 薛天龍. 巴氏殺菌乳生產過程中的質量安全問題及控制方法[J].現代農業,2013(1):92-93.
[2] 李子超,徐明芳,向明霞,等. 巴氏殺菌與超高溫滅菌牛乳酪蛋白結構差異性的研究[J].華南農業大學學報,2013,34(2):192-196.
[3] 王丁棉. 中國巴氏奶如何再發展[J]. 中國食品工業,2008(7):11-12.
[4] 陳慶華,王欣. 冷藏溫度及時間對巴氏殺菌乳品質的影響研究[J]. 食品科技,2009(1):84-87.
[5] 歐國兵,夏世仁,童剛平. 影響巴氏殺菌乳質量因素及控制[J]. 新疆畜牧業,2010(8):19-21.
[6] 王桂楨. 乳品加工技術[M]. 北京:中國質檢出版社 中國標準出版社,2012.
[7] 郭本恒. 乳制品(第2版) [M] . 北京:化學工業出版社,2001.
[8] 吳祖興.乳制品加工技術[M]. 北京:化學工業出版社,2010.
[9] 蘇東海. 乳制品加工技術[M]. 北京:中國輕工業出版社,2010.
[10] 李曉東. 乳品工藝學[M]. 北京:科學出版社,2011.
[11] 朱俊平. 乳及乳制品質量檢驗(第2版)[M]. 北京:中國計量出版社,2006.
[12] 潘亞芬. 乳制品生產與推廣 [M]. 北京:化學工業出版社,2011.
[13] 農業職業技能培訓教材編審委員會. 乳品檢驗員[M]. 北京:中國農業出版社,2004.
[14] 李鳳林,蘭文峰. 乳與乳制品加工技術[M].北京:中國輕工業出版社,2010.
[15] 謝繼志. 液態乳制品科學與技術(第2版)[M]. 北京:中國輕工業出版社,2003.
The Research on Improvements of Pasteurized Sterilizing Technics
WANG Gui-zhen1,CHEN Zhong-ze2
(1 Nanyang Vocational College of Agriculture;2 Food and Drug Administration and the Industry and Commerce Administration of Xixia Town)
In order to prolong the shelf life of pasteurized milk,sterilization process in pasteurized milk was improved through longterm experimental study and production. Two sterilization methods were taken,adding a sterilization process before homogeneous,and making scientif i c and rational screening of two parameters of the sterilization process. Results showed:the optimum technological parameters of fi rst pasteurization was 72 ℃ and 15 s,and the optimum process parameters of second pasteurization was 75 ℃ and 15 s. According to the above process and parameters,the shelf life of pasteurized milk in 2 to 4 ℃ was extended six days. Compared with the general production,the shelf life of products were extended 3 days. The physical and chemical,and microbial indexes of the samples were all qualif i ed, the production cost was reduced, and the sales range was widened greatly.
pasteurized sterilizing technics;improvements;shelf life;extend
王桂楨(1967-),女,河南省信陽市人,大學本科,副教授,主要從事乳品加工技術的教學、研究和生產。
2017-01-16)
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14