
淺談掘進機伸縮保護筒的改善加工
2017-04-18 08:27:16劉峰金峰
中國新技術(shù)新產(chǎn)品 2017年8期
劉峰+金峰
摘 要:隨著我國工業(yè)化進程的不斷發(fā)展,煤炭行業(yè)也穩(wěn)步提高,目前井下普遍使用的巷道掘進設(shè)備多以懸臂式掘進機為主,掘進機截割部中伸縮保護筒又是其重要的部件之一。伸縮保護筒的作用是保護伸縮內(nèi)筒,與切割減速器相聯(lián),支撐切割部。伸縮保護筒的質(zhì)量好壞影響掘進機正常工作運行。因為伸縮保護筒的結(jié)構(gòu)特點是薄壁工件,所以很難加工。本文是從加工工藝方面對伸縮保護筒的加工質(zhì)量進行分析研究。
關(guān)鍵詞:伸縮保護筒;鏜削加工;機加工藝
中圖分類號:TD421 文獻標(biāo)識碼:A
目前該工件是由我公司加工車間的鏜銑床進行加工,但是在進行加工時存在若干質(zhì)量問題,特別是在鏜削過程中。例如達不到鏜孔的尺寸精度要求、孔的圓度超差、表面粗糙度超差、同軸度超差及圓柱度超差等,很難達到圖紙的設(shè)計技術(shù)要求。
一、影響伸縮保護筒加工的因素
(1)因為沒有完善的熱處理工序,伸縮保護筒在退火處理后殘余應(yīng)力沒有完全消失,放置一段時間后的加工工件與剛加工結(jié)果有尺寸偏差。
(2)在車間加工過程中,切削熱對工件本身的影響很大。工人師傅習(xí)慣不同,切削量和進給量不同,導(dǎo)致切削熱參差不齊。
(3)對頭鏜需要同時加工鏜孔,主軸過長造成主軸中心度誤差很大,不能滿足兩孔同軸度的要求。
(4)由于無法確定精確的加緊點,我公司加工車間只能靠工人自己進行裝夾找正,誤差大大增加了,這樣在加工后造成精加工的兩孔圓度超差。
由此可見,熱處理工序、切削殘余熱、機床主軸、夾緊點的不確定等是工件在加工過程中產(chǎn)生誤差的主要因素,然后我們將從這些因素全面分析誤差產(chǎn)生的原因與合理的解決辦法。
1.不合理的鏜削加工安排
(1)工步和工序安排不當(dāng)
工步和工序安排不當(dāng)會使被鏜孔形成圓度誤差,粗鏜后將工件上夾具松開片刻后再將夾具輕輕夾緊,進行精加工。
(2)毛坯孔偏斜角度過大
在半精加工前要根切除偏斜量,否則被鏜孔的圓度及同軸度會受偏斜角度過大影響,尾刀的切削量應(yīng)在0.2mm~0.4mm范圍內(nèi)。
(3)鏜桿伸出過長
由于鏜桿伸出過長,鏜孔會隨著鏜桿進給由大變小,進而產(chǎn)生圓柱度誤差,因此加工時選擇工作臺進給方式。
(4)刀具加工角度選擇不對
合理選擇刀具加工角度。在鏜削鋼件時,主偏角宜選用60°~75°鏜刀;精加工時,主偏角選用75°~90°鏜刀。刀具刃磨時,需增加刀尖圓弧半徑,用以增加刀具強度,而精鏜刀具宜選用較小的刀尖圓弧半徑。要仔細刃磨刀具,防止精鏜過程中產(chǎn)生積屑瘤,造成被鏜孔的表面粗糙度下降及孔徑超差。
(5)刀具材料選擇不當(dāng)
被鏜孔的精度下降表面粗糙度變粗多數(shù)是由于刀具選擇不當(dāng)造成的。根據(jù)工件材質(zhì)選擇合理的刀具材料,如鏜削鋼件時,選用鎢鈦鈷類硬質(zhì)合金。
2.機床的精度誤差
(1)鏜床主軸的旋轉(zhuǎn)誤差
鏜孔的圓度和鏜平面的粗糙度主要受主軸的旋轉(zhuǎn)精度影響,由于主軸帶動刀具旋轉(zhuǎn)進行加工,切削力方向會不斷發(fā)生變化,因此主軸的旋轉(zhuǎn)精度與被鏜孔的圓度誤差和被鏜平面的粗糙度成反比。
(2)鏜床軌道與底座的間距的關(guān)系
鏜床軌道與底座的間距與其負載和偏擺量成正比關(guān)系,被鏜工件會產(chǎn)生同軸度誤差。
由此可見,機床精度誤差影響整個切削加工質(zhì)量,所以在鏜削工件時,合理調(diào)整機床的狀態(tài)和各部位間距是很有必要的。
3.加工過程產(chǎn)生熱變形
在加工過程中,加工產(chǎn)生的熱量會造成工件的加工形狀發(fā)生改變,鏜孔時是圓形冷卻后逐漸變成橢圓形或者鏜孔時是槽冷卻后逐漸變成梯形,被鏜孔和槽由于刀具受熱產(chǎn)生精度誤差和形狀誤差。工件變形有時也是因為切削應(yīng)力造成,合理的裝夾方式和切削用量是解決變形的有效手段。
4.刀具的選擇
采用粗刀桿加工,鏜刀頭伸出長度要縮短。
5.刀具幾何角度及切削用量
對于刀具的主偏角為75°~90°的選擇,粗加工和精加工是一樣的。但是精加工比粗加工的前角、后角、副偏角稍大一些,刃傾角稍小一些。通過減少刀尖圓弧半徑和進給量使表面粗糙度提高。
粗鏜時單邊留量2mm~3mm作為加工余量,減小切削速度,增大切削深度及進給量。半粗鏜是為了鏜削加工粗加工沒完成的不均勻部分,有些孔的加工精度要求不是很嚴(yán)格,可以直接進行精鏜工序。精鏜需采用比較高的切削速度和較小的進給量來保證被鏜孔的尺寸精度、形狀精度和表面粗糙度。
二、伸縮保護筒的改良加工
使用設(shè)備:TK6813×2雙端鏜床。
使用刀具:YT5硬質(zhì)合金刀,YT15硬質(zhì)合金刀,硬質(zhì)合金推切刀,銑刀盤,夾刀輔具。
使用輔具:120°V型鐵兩個。
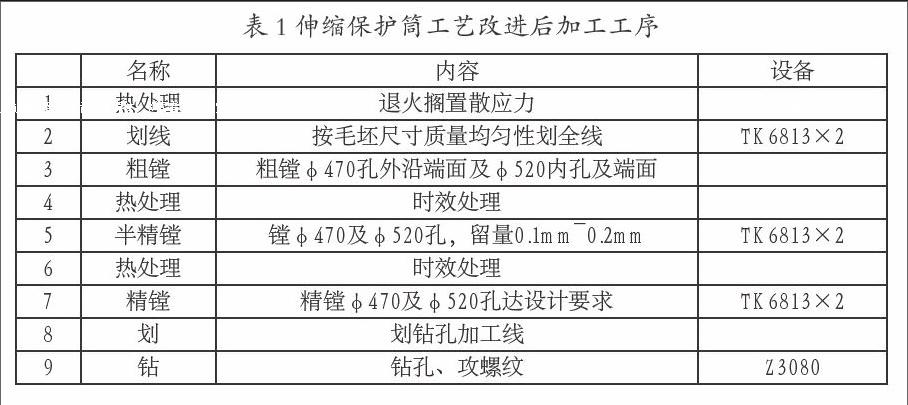
由于老的工藝安排在加工過程中存在尺寸精度誤差與行為誤差超差等問題,改善后的具體工藝安排見表1。
加工過程如下:
1.裝夾工件
將工件固定在V型鐵上按所指線條進行找正,在兩大孔距端面130mm處和Φ95的孔下方以及筒內(nèi)壁放置支撐,但是夾工件應(yīng)力合適即可,最后用壓夾緊板壓緊。
2.粗加工
加工Φ470和Φ520孔需要單邊留2mm~3mm余量。用銑刀盤加工Φ470孔外端面留余量0.5mm。用硬質(zhì)合金推切刀加工Φ470孔內(nèi)端面至厚度為37mm。使用夾刀輔具加工Φ520孔外端面至長度為1070mm。
3.半精加工
用銑刀盤切除Φ470孔外端面余量后,使用推切刀加工Φ470孔內(nèi)端面至尺寸36mm。使用90°推切刀加工Φ520孔外端面保證尺寸1069mm,加工Φ470和Φ520孔留0.5mm~1mm余量,鏜削Φ470和Φ520孔留量0.15mm~0.3mm。
4.精加工
Φ470和Φ520孔小于孔徑上偏差0.02mm~0.05mm加工余量及達圖要求的最終尺寸通過精加工來保證。如有輕微變形用精鏜刀及時修補。缷下工件時注意防止工件發(fā)生意外碰撞。
結(jié)論
通過分析伸縮保護筒的具體結(jié)構(gòu)形式,找出在加工過程中存在的諸多質(zhì)量問題,研究出較為合理的機加工藝流程,使得鏜削加工的質(zhì)量和效率得到了很大的提高。所加工的產(chǎn)品在施工現(xiàn)場表現(xiàn)出色,適應(yīng)了我國大部分礦井下惡劣的工作環(huán)境。實踐證明這種機加加工方法是行之有效的。在這一步步的學(xué)習(xí)實踐過程中使我自己的工作能力不斷提高,收獲頗多。
參考文獻
[1]顧崇銜.機械制造工藝學(xué)[M].北京:陜西科學(xué)技術(shù)出版社,1997:129-136.
[2]王健石.機械加工常用刀具數(shù)據(jù)速查手冊[M].北京:機械工業(yè)出版社,2005:237-243.
