民用飛機結構齊平度超差強度分析
2017-04-20 09:49:38袁紅
科技創新導報 2016年35期
袁紅
摘 要:該文針對民用飛機生產制造裝配過程中常見的齊平度超差問題,研究其對結構強度的影響。首先總結了工程上對齊平度超差的基本要求和一般處置方案,其次針對齊平度超差進行受力分析,主要考慮緊固件孔锪窩過深時,緊固件與被連接件接觸面積變小引起的結構受力增大,給出了靜強和疲勞兩方面的評估方法,最后通過實際生產中的齊平度超差實例進行強度評估,給出強度意見,這對于聯絡工程師在現場實際生產中采取最優結構處置方案具有十分重要的意義。
關鍵詞:超差 齊平度 強度分析
中圖分類號:V214.8 文獻標識碼:A 文章編號:1674-098X(2016)12(b)-0006-02
眾所周知,在規定的時間和成本范圍內要制造出完全符合工程圖紙和技術規范的像飛機這樣高度復雜的產品是不可能的。制造誤差、工裝差錯、理解錯誤、不完善的設計以及其他種種難以預見的原因都會造成零部件偏離圖紙和技術規范的要求,即出現結構超差問題。
結構超差涉及范圍面廣且復雜,超差類型也是形形色色,如零件制造過程中切削過量、啃傷、孔徑過大、孔偏心、材料代換、短邊距以及裝配制造過程中緊固件安裝錯誤、組件安裝不正確以及意外損傷如刻痕、凹陷、啃傷以及裂紋等。80%的超差均會對結構的強度產生影響,因此需要針對飛機在生產制造過程中產生的超差問題進行強度評估。在飛機結構處理中所遵循的基本原則,即確保其靜強度和疲勞強度,避免出現過大的殘余應力,從而保證飛機結構所預期的完整性。
1 齊平度超差工程處置方法
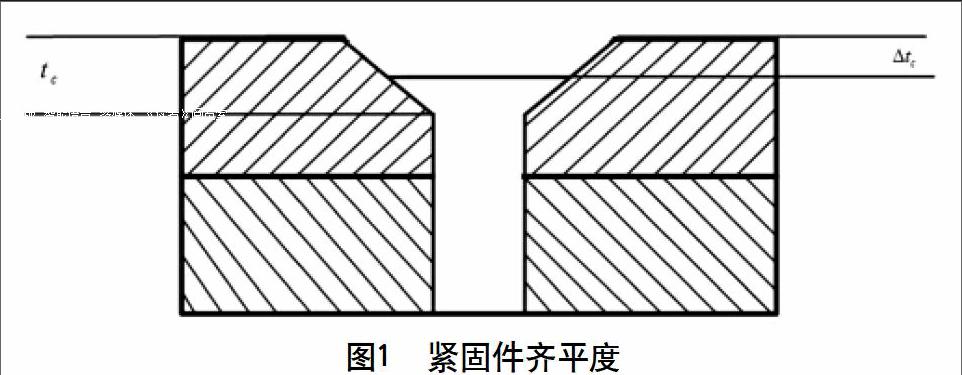
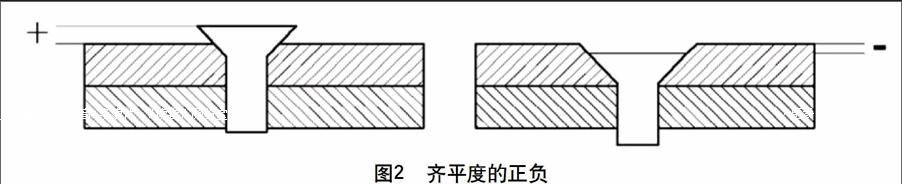
齊平度指安裝于飛機表面的埋頭緊固件外露部分至飛機外表面的距離,見圖1中的,齊平度的正負見圖2。
齊平度超差,即超出設計要求,是結構聯絡工程師經常面臨的問題之一,常見于飛機結構連接部位,具有典型超差代表性。在工程制造過程中齊平度超差多為齊平度負值超出范圍,即锪窩過深。在進行緊固件锪窩時,要避免形成羽狀邊緣,否則結構會因锪窩邊緣處高度的應力集中而發生疲勞破壞。緊固件最大锪窩深度應確保釘桿擠壓部分的厚度不得小于0.254 mm且不得小于埋頭面被連接件厚度的1/3,此外,若孔的擠壓面積減小,緊固件的許用值可能會有所降低,可采用加大的緊固件[1]。因此,工程上對于該類超差問題的處理方案一般為原樣使用,加大釘或者加襯套處理,但均需滿足強度評估要求。
2 齊平度超差強度評估方法
用于安裝緊固件的孔锪窩過深時,埋頭緊固件釘桿與連接件之間的接觸承載面積減少,增加了應力,影響了結構強度變化。該節分別從靜強、疲勞兩方面給出工程評估計算方法。
2.1 靜強度評估
緊固件孔锪窩過深時通過計算緊固件的剪切裕度和被連接件的擠壓裕度來評估超差后的強度是否滿足要求,具體分析方法如下。
首先獲取連接處所傳遞的總載荷,繼而算出每個緊固件所受載荷P,緊固件許用剪切載荷為[Psu],緊固件剪切安全裕度,超差后緊固件釘桿承載面積,,其中,為锪窩超差量,D為孔徑,[σsu]為緊固件許用剪切強度值。
根據牛頓第三定律,被連接件釘孔處所受擠壓力F等于緊固件所受載荷P,被連接件釘孔處許用擠壓值,被連接件釘孔處擠壓裕度,其中[σbr]為被連接件許用擠壓強度值[2]。
2.2 疲勞強度評估
疲勞分析方法通常分為應力疲勞分析方法和應變疲勞分析方法,應變疲勞分析方法適用于結構應力水平較高、關鍵部位局部應力達到材料屈服應力的情況,先進軍用戰斗機疲勞分析大多采用這種方法。對民用飛機而言,其應力水平較低,關鍵部位的局部應力一般不會達到屈服極限,因此更適合采用應力疲勞分析方法,工程上對民用飛機的疲勞評估給出細節疲勞額定值法,即DFR法[3]。
細節疲勞額定值DFR是結構細節本身固有的疲勞性能特征值,是對構件質量和耐重復載荷能力的度量,與使用載荷無關。DFRbase是規定的典型結構對應的最基本的DFR值,DFRbase與各種修正系數相結合從而確定結構件的DFR許用值,對于有機械緊固件連接的結構,結構件疲勞危險處DFR計算方法如下:
其中,A為孔充填系數;B為合金和表面處理系數;C為埋頭深度系數;D為材料疊層系數;E為螺栓夾緊系數;U為凸臺有效系數;RC為特殊疲勞系數。
因為擠壓載荷是由孔的柱形段傳遞的,因此,這一系數隨載荷傳遞和埋頭深度的不同而變化。根據工程經驗,緊固件孔锪窩過深時,可用埋頭深度系數C來修正锪窩過深對結構疲勞DFR的影響。此外,當結構件發生超差時,結構危險部位細節數發生變化,需要修改相應的細節疲勞額定數RC進行修正,但要求DFR超差不超過超差前DFR設計。
3 齊平度超差強度分析實例
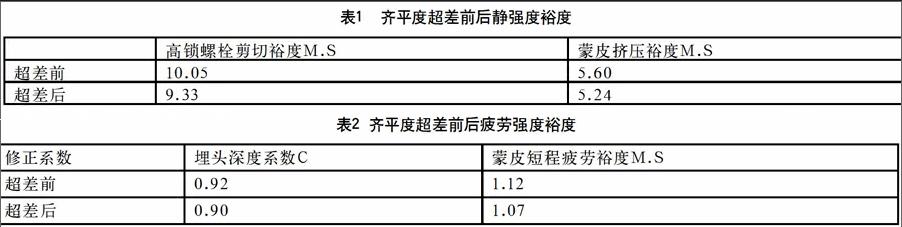
按照規定,某型飛機埋頭螺栓與表面齊平度極限要求為(-0.18,+0.10)mm,現實際外翼上壁板與后梁連接的埋頭緊固件齊平度超差,锪窩過深超差0.30 mm。查閱圖紙后發現該超差部位后梁與上壁板在12~13肋間通過2排HST13AP10-9鈦合金抗拉型100°沉頭高鎖螺栓連接,鉸孔,干涉配合,該部位為有載荷傳遞細節類型。外翼上壁板厚度tskin=4.6 mm,埋頭深度tc超差=3.73 mm,通過提取內力解獲得該超差部位緊固件載荷P=2 930.5 N,锪窩超差后釘桿和蒙皮擠壓深度t超差=4.3 mm>0.254 mm且t超差>1.53 mm,滿足結構設計緊固件安裝基本要求。超差后,緊固件和蒙皮受力接觸面積減小,依據2.1方法,計算靜強度裕度如下。
由表1可以看出,緊固件和蒙皮裕度較超差前均有降低,但仍大于0,靜強可接受。
疲勞強度匯總如下:超差后锪窩深度變大,修正埋頭深度系數C以及細節疲勞危險數RC超差,相比超差前疲勞裕度降低4.5%,但仍大于0,疲勞強度可接受。
4 結論
該文研究了民用飛機生產制造過程中結構上發生齊平度超差問題時的強度評估方法,主要內容包括以下幾點。
(1)總結了齊平度超差問題出現的工程經驗處置方法。
(2)詳細介紹了針對齊平度超差問題靜強度和疲勞強度兩方面的工程評估方法。
(3)針對典型的超差案例,采用介紹的強度計算方法,對超差后的結構進行了強度校核。
對齊平度超差問題的強度評估方法已經比較成熟,在處理锪窩過深問題時首要任務是正確分析超差位置的結構連接形式和受載情況,這樣才能做到有的放矢并能對偏差處理得更為完善,保證飛機結構所預期的完整性。
參考文獻
[1] 中國航空工業總公司第六四○研究所.麥道飛機聯絡工程手冊[M].北京:航空工業出版社,1997.
[2] 飛機設計手冊總編委會.飛機設計手冊第九冊[M].北京:航空工業出版社,2001.
[3] 鄭曉玲.民機結構耐久性與損傷容限設計手冊[M].北京:航空工業出版社,2003.
