高精度冷拔鋼管內模設計
2017-04-22 21:50:57孫磊厚
農業科技與裝備
2016年11期
關鍵詞:設計
孫磊厚
摘要:介紹高精度冷拔鋼管內模設計的材料選用,以及幾何參數選取原則、方法。針對實際使用過程中常出現的模具失效情況,指出設計中需要引起重視的問題,為提高模具使用壽命及降低冷拔機組能耗提供技術參考。
關鍵詞:冷拔鋼管;模具;設計;高精度
中圖分類號:TG335 文獻標識碼:A 文章編號:1674-1161(2016)11-0056-03
1 高精度冷拔厚壁鋼管的工藝流程與加工原理
1.1 工藝流程
高精度冷拔厚壁鋼管有2種:一種是冷拔加工一次即為成品的鋼管,另一種是冷拔加工多次才能成為成品的鋼管。
冷拔加工一次即為成品的鋼管生產工藝流程為:1) 加工鋼管工藝端頭→2) 酸洗除銹除油污等→3) 磷化表面、清洗→4) 皂化表面→5) 晾干表面→6) 冷拔→7) 制品檢驗。
冷拔加工多次才能成為成品的鋼管生產工藝流程為:1) 加工鋼管工藝端頭→2) 酸洗除銹除油污等→3) 磷化表面、清洗→4) 皂化表面→5) 晾干表面→6) 冷拔→7) 制品檢驗→8) 鋼管退火或回火處理去除材料塑性變形應力→2) 酸洗除銹除油污等→3) 磷化表面、清洗→4)皂化表面→5) 晾干表面→6) 冷拔→7) 制品檢驗。如此循環直至合格為止。
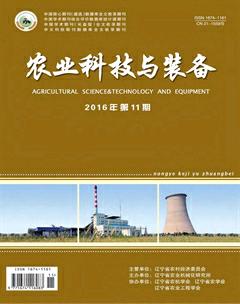
1.2 加工原理
高精度冷拔厚壁鋼管的加工原理是:通過內、外模具限制材料的變形拉拔減小壁厚,達到高精度缸筒管的幾何尺寸要求。冷拔后的鋼管內外表面粗糙度介于Ra 0.8~1.6 μm之間。模具正常使用情況下,冷拔后內徑100 mm的27SiMn鋼管,如果以內模外徑尺寸為基本尺寸,其內徑偏差在-0.18 mm~+0.03 mm范圍內,與普通機械加工方式相比,內孔的切削余量大大減少,方便內孔采用精鏜、滾壓等工藝進行后續加工,并且由于冷拔后鋼管壁厚減小,導致鋼管長度比冷拔前毛坯狀態的長度有不同程度延長,提高材料的利用率。……
登錄APP查看全文
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04