飛機蒙皮自動制孔工藝設計研究
2017-04-27 05:25:48劉順濤陳雪梅郭喜鋒韓志仁周叔陽
制造業自動化 2017年4期
劉順濤,陳雪梅,郭喜鋒,韓志仁,周叔陽
(1.成都飛機工業集團有限責任公司,成都 610073;2.航空制造工藝數字化國防重點學科實驗室,沈陽 110136;3.沈陽航空航天大學 航空宇航工程學部,沈陽 110136)
飛機蒙皮自動制孔工藝設計研究
劉順濤1,陳雪梅1,郭喜鋒1,韓志仁2,3,周叔陽3
(1.成都飛機工業集團有限責任公司,成都 610073;2.航空制造工藝數字化國防重點學科實驗室,沈陽 110136;3.沈陽航空航天大學 航空宇航工程學部,沈陽 110136)
基于MBD的飛機蒙皮自動制孔工藝設計是飛機數字化制造工藝關鍵技術之一,根據飛機裝配過程中自動制孔工藝設計的特點和要求,將制孔信息分為基準孔、夾緊孔、自動制孔三類,對制孔需要的點位、法矢、連接件材料、材料順序、夾層厚度、夾層厚度順序、標準件信息等提取的關鍵技術進行了研究,通過CATIA/CAA平臺,開發了飛機自動制孔工藝設計軟件,實現了制孔信息的分類、提取、規范存儲等,有效地解決了飛機蒙皮自動制孔工藝設計難題,提高了工藝設計效率和飛機數字化制造水平。
工藝;制孔;蒙皮
0 引言
飛機裝配過程中蒙皮制孔是飛機制造的關鍵環節。由于飛機結構的特殊性,飛機裝配需要在型架的協助下完成部件裝配,裝配環節包括零件定位、加緊、制孔、連接等步驟,傳統的手工制孔方法不僅制孔位置精度低,而且存在制孔質量不穩定、制孔效率低等問題。現在,飛機設計均采用基于MBD規范的數字化設計,設計交付物為飛機三維綜合信息模型,零件連接關系采用點位和法矢進行描述[1],連接孔的位置和尺寸沒有直接標出,屬于隱性信息,如果人工制孔,需要從數模中獲得制孔依據,這個過程占用制孔總時間一半以上,嚴重妨礙數字化制造優勢的發揮。
隨著飛機數字化制造技術和智能制造技術的發展,飛機蒙皮自動制孔技術發展迅速[2~8],在自動制孔設備的研制[3,5]、制孔法矢的自動找正[2]、自動離線編程技術[4]等方面,已經取得較大進展,研制的各種自動制孔設備在飛機蒙皮壁板裝配、飛機部件裝配中開始應用。在自動制孔設備應用的過程中工裝和自動制孔工藝設計是必不可少的環節。如何依據飛機的全三維數字化綜合模型進行部件自動制孔工藝設計是飛機數字化制造的關鍵問題之一。
1 飛機蒙皮自動制孔工藝設計關鍵技術
自動制孔工藝設計是自動制孔的重要部分,包括制孔基準設計、加緊孔設計、自動制孔設計,在這些設計中不僅指定孔的位置,而且給出制孔的夾層厚度和順序、材料順序、加緊孔的布局等信息等,這些信息存在于飛機三維綜合信息模型中,需要采用軟件工具整理篩選并添加工藝人員的設計思想,形成自動制孔工藝,提供給自動制孔設備用于進行制孔工藝參數選擇和離線編程。
1.1 蒙皮制孔的分類與篩選技術
飛機部件裝配的連接方式主要有鉚釘連接、螺栓和有耳托板螺母連接、螺栓和無耳托板螺母連接,另外也少量使用焊接、膠接等連接方式。部件蒙皮開敞性好,適合采用自動制孔設備。連接定義中點位和法矢用幾何圖形集分區定義,對于螺栓和有耳托板螺母連接,將螺栓和連接有耳托板螺母鉚接的點位和法矢放在同一個幾何圖形集中,有耳托板螺母鉚接鉚釘一般不連接蒙皮,也有個別與蒙皮連接,自動制孔工藝設計的制孔范圍不包括有耳托板螺母不連接蒙皮鉚釘孔,因此需要將這些有耳托板螺母不連接蒙皮鉚釘孔從蒙皮連接的幾何圖形集中去除,篩選出與蒙皮有關的連接孔信息。蒙皮制孔信息篩選流程如圖1所示,圖2、圖3分別為篩選前、后的點位和法矢高亮圖。
1.2 面向制孔工藝的制孔信息提取技術
飛機裝配過程中蒙皮自動制孔采用工業機器人、專用自動制孔設備等自動數控制孔設備完成蒙皮自動制孔,在蒙皮制孔前需要首先將蒙皮在裝配的部件上定位和夾緊,以便滿足蒙皮位置正確和制孔過程中的穩定性要求,需要在工藝設計中設計定位基準和夾緊位置,其他的蒙皮連接孔由自動制孔設備完成制孔。因此,蒙皮制孔分為基準孔、夾緊孔和自動制孔三類。由于現代飛機設計的需要,采用鋁合金、鈦合金和復合材料等不同的材料,在制孔過程中制孔對象涉及不同的材料,不同的材料制孔對制孔刀具的參數和加工參數有不同的要求,因此制孔設備選擇刀具時需要依據制孔材料和夾層厚度等信息,同時需要制孔的位置等信息。

圖2 篩選前的孔位信息
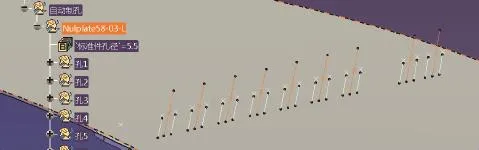
圖3 篩選后的孔位信息
飛機MBD綜合信息模型中包含的信息分為顯性信息和隱性信息兩類,自動制孔工藝設計中材料信息、制孔點位和法矢屬于顯性信息,這些信息可以直接從零件的屬性中提取。連接夾層厚度、連接標準件尺寸信息等屬于隱性信息,在數模中沒有直接可以提取的信息。在蒙皮制孔工藝設計中制孔區域的選擇依據蒙皮,在一個部件中選擇一塊蒙皮作為一個獨立的自動制孔區域,提取該區域制孔信息,設計制孔工藝。為了適應無紙化數字化制造的需要,將自動制孔信息附加在部件的后部,既實現了飛機設計與工藝的高度融合,又保證了飛機設計依據的獨立性。
1.2.1 連接制孔件材料提取及順序
自動制孔工藝設計區域以選定的蒙皮為單位,在不同位置與蒙皮連接的零件材料可能不同,需要對所有連接位置逐一查找被連接件,采用一種遍歷整個數模方法,自動獲取各連接件材料牌號。根據連接關系找到被連接件,進而從屬性中獲取被連接件的材料牌號。同時通過點位與被連接件的距離決定材料牌號輸出次序,存儲于結構樹新工藝節點上。連接制孔件材料和順序按連接點位逐一獲取,單獨存儲,流程如圖4所示。
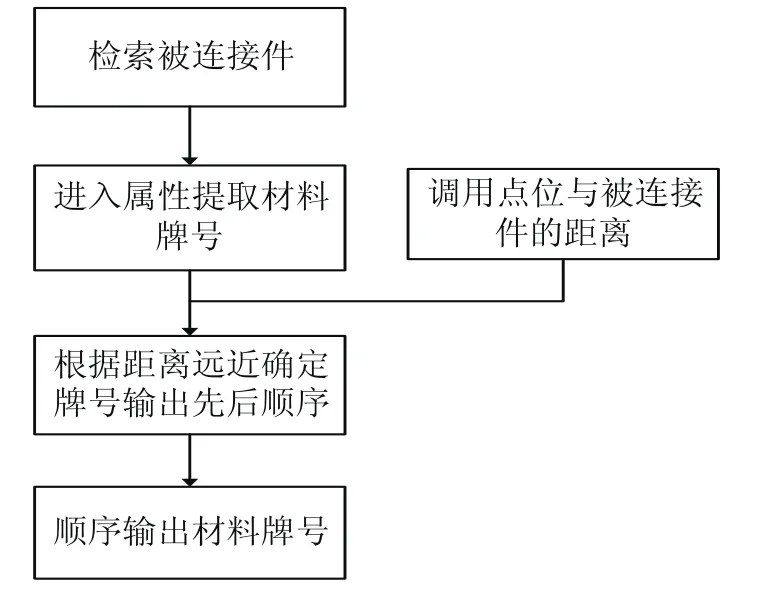
圖4 連接制孔件材料和順序流程圖
1.2.2 點位法矢匹配
在飛機MBD綜合信息模型中連接關系采用點位、法矢和標準件牌號表示,其中點位和法矢分別放在點幾何圖形集和線的幾何圖形集中,其順序有可能被篡改或設計時順序不對,為保證點位和法矢正確的對應關系,采用一種遍歷整個數模方法,提取各個A數模的點位和法矢一一進行匹配,存儲于結構樹新工藝節點上。點位和法矢匹配流程如圖5所示。
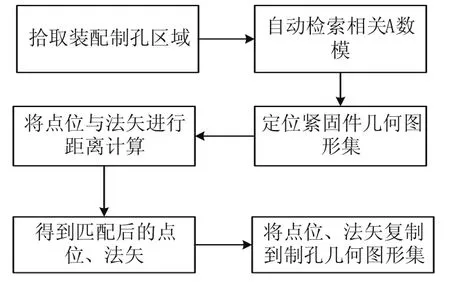
圖5 點位和法矢匹配流程圖
1.2.3 夾層厚度提取及順序
每個連接處的被連接件的厚度(夾層厚度)是制孔的重要參數,是選擇刀具尺寸的重要依據,需要得到每個連接位置處的加層厚度和順序。采用一種遍歷整個數模方法,根據法矢及各零部件的相交關系,采用幾何運算方法得到連接法矢與被連接件相交時的線段長度,每個被連接零件的相交線段長度就是其夾層厚度,并通過位置關系判斷夾層厚度的順序,按照裝配制孔先后次序得到夾層厚度的順序輸出,存儲于結構樹新工藝節點上。加層厚度提取及順序流程圖如圖6所示。
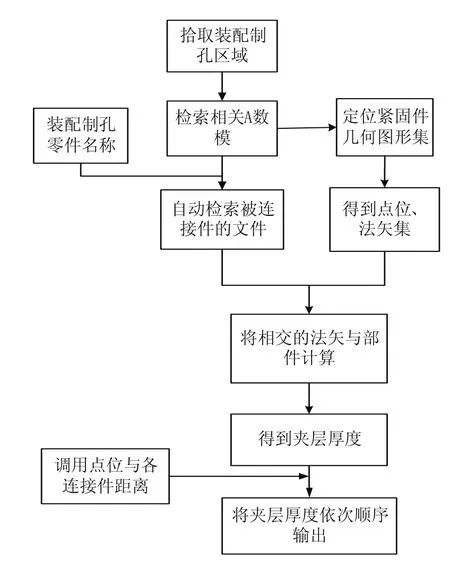
圖6 加層厚度提取及順序流程圖
1.2.4 標準件信息提取
飛機MBD綜合信息模型中,連接描述給出標準件的牌號,具體的尺寸沒有給出,屬于隱性信息,需要建立標準件信息數據表(如表1所示),以便在自動制孔工藝設計中自動獲取標準件信息。制孔工藝設計過程中根據標準件牌號查詢標準件信息表,自動獲取需要的硬化前孔徑、終徑等。
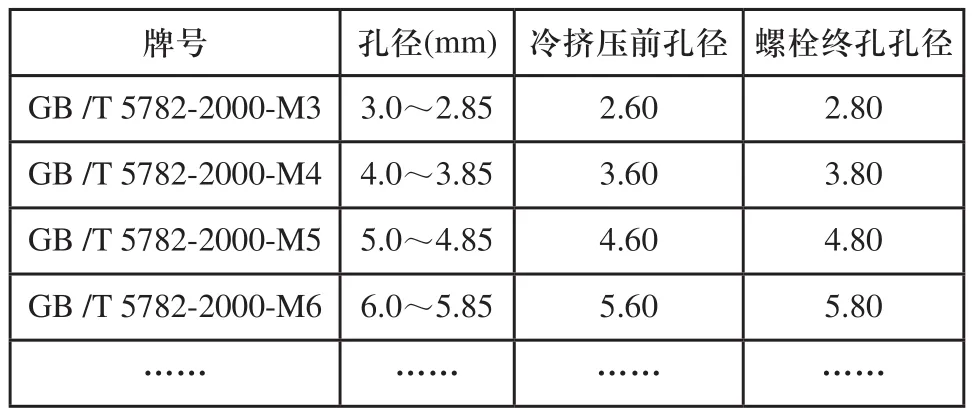
表1 標準件信息數據表
2 飛機蒙皮自動制孔工藝設計軟件開發
蒙皮自動制孔工藝設計主要采用軟件自動協助完成,針對涉及的關鍵技術開發了相應的模塊,設計人員的工作比較簡單,打開設計界面(如圖7所示),選擇設計的蒙皮作為自動制孔區域,選擇基準孔和夾緊孔,然后軟件自動對蒙皮相關的制孔進行分類和篩選,自動獲取點位信息、法矢信息、材料信息、材料排序、夾層尺寸、夾層排序等需要的信息,基準孔、夾緊孔、自動制孔三大類信息按規范的格式添加到部件數模指定的位置,設計結果如圖8所示。
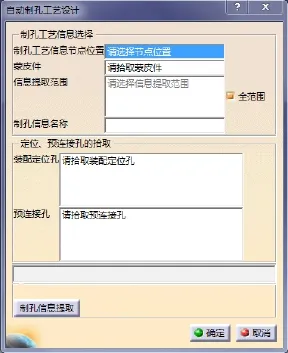
圖7 自動制孔工藝設計界面

圖8 自動制孔工藝設計結果
3 結論
通過飛機蒙皮自動制孔工藝設計技術研究,以CAA/CATIA為平臺,開發了自動制孔工藝設計軟件,工藝設計結果規范,并保存在部件PRODUCT中,適應無紙化制造,工藝設計結果容易與各種自動制孔設備實現順利對接,并且有利于區分工藝設計與制孔過程的責任。提高了自動制孔工藝設計效率,減少工藝人員不必要的工作,降低人為出錯率,提高了飛機數字化制造的水平和智能制造水平,為飛機裝配工藝設計數字化奠定一定的基礎。
參考文獻:
[1] 韓志仁,賈東海,高紅,秦月,郭喜鋒.基于MBD的裝配工藝輔助模型快速生成技術研究[J].航空制造技術,2015(20):60-62.
[2] 王增翠,秦現生,白晶,王文龍.飛機壁板自動制孔法向測量算法研究[J].機械設計與制造,2014 (6):160-163.
[3] 姚艷彬,畢樹生,員俊峰,梁杰.飛機部件機器人自動制孔控制系統設計與分析[J].中國機械工程,2016,21(17):2021-2024.
[4] 梁雪梅,侯志霞,孫麗宏,潘青.飛機裝配自動制孔過程仿真數據生成方法及應用[J].航空制造技術,2015(21):59-61.
[5] 黃大興,王珉,陳文亮,陳磊,余路.飛機裝配自主移動式自動制孔系統機構設計[J].南京航空航天大學學報,2014,44(s):23-26.
[6] 劉軍.機器人自動制孔技術在飛機裝配中的應用[J].航空制造技術,2014(17):104-107.
[7] 張輝,郭洪杰,等.機器人自動制孔系統鉆削工藝參數優化,航空制造技術,2015(21):100-102.
[8] 席志成,楊宏安,夏常凱,張杰,田青山.基于機器人的飛機部件自動制孔設備控制系統設計研究[J].機械制造,2013,52(595):61-64.
Research on the process of automatic holing for airplane skin
LIU Shun-tao1, CHEN Xue-mei1, GUO Xi-feng1, HAN Zhi-ren2,3, ZHOU Shu-yang3
TP242.2
A
1009-0134(2017)04-0087-03
2016-11-09
劉順濤(1981 -),男,四川內江人,高級工程師,博士,主要從事飛機數字化制造、三維測量等研究。
猜你喜歡
環球時報(2022-05-30)2022-05-30 15:16:57
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年11期)2019-06-24 03:40:28
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
中華手工(2017年2期)2017-06-06 23:00:31
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04
銅業工程(2015年4期)2015-12-29 02:48:39
中外會展(2014年4期)2014-11-27 07:46:46
石油化工應用(2014年8期)2014-03-11 17:40:03
