一種提高連鑄坯定尺切割精度的判定方法
2017-04-27 07:26:28蔡森,蔡悝
山東冶金 2017年6期
關(guān)鍵詞:信號(hào)
蔡 森,蔡 悝
(山信軟件萊蕪自動(dòng)化分公司,山東 萊蕪271104)
目前,萊鋼銀山型鋼連鑄機(jī)H型生產(chǎn)線生產(chǎn)的異形坯重量沒(méi)有計(jì)量手段,單支鑄坯重量數(shù)據(jù)對(duì)于分析鑄坯質(zhì)量是一個(gè)關(guān)鍵性的參數(shù)。缺乏對(duì)單支鑄坯重量精確計(jì)量手段,也就意味著缺乏對(duì)鑄坯質(zhì)量進(jìn)行質(zhì)量分析的有效手段。如何能準(zhǔn)確計(jì)量單支坯重和提高軋材成材率,成為急需解決的一大難題[1]。
1 智能鋼坯質(zhì)量判定的產(chǎn)生
根據(jù)連鑄機(jī)及異型鋼軋機(jī)對(duì)鑄坯重量的要求,計(jì)算機(jī)控制系統(tǒng)按理論重量計(jì)算出第1支鑄坯的定尺長(zhǎng)度,并把第1支鑄坯的定尺信號(hào)傳遞給高精度紅外攝像切割系統(tǒng),高精度紅外攝像切割系統(tǒng)根據(jù)定尺長(zhǎng)度完成對(duì)第1支鑄坯的切割。PLC發(fā)送命令把鑄坯放到可升降鑄坯熱送輥道上,輥道下降后鑄坯被放到高精度鑄坯輥道秤上完成對(duì)鑄坯的稱(chēng)重過(guò)程。稱(chēng)重完成后輥道升起,把鑄坯輸送到軋鋼工序。高精度鋼坯秤將鑄坯的實(shí)際重量反饋給計(jì)算機(jī)控制系統(tǒng),計(jì)算機(jī)控制系統(tǒng)根據(jù)前1支鑄坯的重量及定尺,結(jié)合鑄坯斷面、鋼種、定尺長(zhǎng)度計(jì)算出理論單坯重量,并與實(shí)際稱(chēng)量的單坯數(shù)據(jù)對(duì)比,通過(guò)數(shù)學(xué)計(jì)算得出下1支鑄坯的定尺長(zhǎng)度,并把定尺信號(hào)傳遞給高精度紅外攝像切割系統(tǒng),開(kāi)始下一個(gè)循環(huán)[2]。鋼坯稱(chēng)重配置結(jié)構(gòu)見(jiàn)圖1。

圖1 鋼坯稱(chēng)重配置結(jié)構(gòu)
2 智能鋼坯質(zhì)量判定的系統(tǒng)配置
2.1 硬件部分
硬件部分主要包括高精度紅外攝像切割系統(tǒng)、鑄坯跟蹤控制系統(tǒng)、高精度鑄坯輥道平臺(tái)秤及輥道升降系統(tǒng)。在3個(gè)流異型坯輸送輥道上分別安裝3臺(tái)在線高精度輥道平臺(tái)秤,用于計(jì)量單支異型坯重量。重量信號(hào)進(jìn)單獨(dú)稱(chēng)重PLC系統(tǒng),作為PLC進(jìn)一步進(jìn)行數(shù)據(jù)處理和邏輯推理的數(shù)據(jù)源。稱(chēng)重輥道衡及稱(chēng)重變送器都有技術(shù)成熟的產(chǎn)品,其計(jì)量準(zhǔn)確性可以得到保證。稱(chēng)重PLC與鑄流及火切機(jī)PLC通過(guò)以太網(wǎng)實(shí)現(xiàn)通訊。數(shù)據(jù)在稱(chēng)重PLC中處理,將處理完的數(shù)據(jù)通訊至每個(gè)流的鑄流PLC,實(shí)現(xiàn)鋼坯定重采集。
2.2 軟件部分
軟件采用模塊化編程,主要包括鑄坯稱(chēng)重輥道模塊、鑄坯定重和定尺模塊以及在三大模塊基礎(chǔ)上建立的鑄坯切割自動(dòng)控制系統(tǒng)。鑄坯定重模塊包括數(shù)據(jù)采集器、邏輯推理機(jī)、SQL數(shù)據(jù)數(shù)據(jù)庫(kù)、操作員界面等模塊。由PLC負(fù)責(zé)采集稱(chēng)重?cái)?shù)據(jù)及數(shù)據(jù)規(guī)范化預(yù)處理,由推理機(jī)對(duì)數(shù)據(jù)進(jìn)行目標(biāo)處理,由服務(wù)器進(jìn)行數(shù)據(jù)存儲(chǔ)和共享處理,只允許授權(quán)用戶(hù)的特定訪問(wèn)與修改,提高數(shù)據(jù)安全性,由操作員界面提供數(shù)據(jù)查詢(xún)及報(bào)表打印服務(wù)。
3 智能鋼坯質(zhì)量判定的實(shí)現(xiàn)
3.1 單支異型坯重量采集
1#連鑄機(jī)為1機(jī)3流配置,每個(gè)流的最后一組輥道上安裝接近開(kāi)關(guān),用于檢測(cè)是否有鋼坯停在這組輥道上。再根據(jù)其工藝布置特點(diǎn),考慮利用3臺(tái)在線高精度輥道平臺(tái)秤,用于計(jì)量單支異型坯重量。在輥道衡旁邊設(shè)置1個(gè)HMD熱金屬檢測(cè)器,再加上每個(gè)流末端的接近開(kāi)關(guān)來(lái)判斷是哪個(gè)流的鑄坯上稱(chēng)和下稱(chēng)。每個(gè)流輥道衡都設(shè)置1臺(tái)稱(chēng)重變送器,用于輥道衡稱(chēng)重?cái)?shù)據(jù)的現(xiàn)場(chǎng)顯示和信號(hào)變換。
稱(chēng)重變送器負(fù)責(zé)把輥道衡的毫伏信號(hào)轉(zhuǎn)換為PLC可以接受的4~20 mA標(biāo)準(zhǔn)信號(hào),PLC負(fù)責(zé)采集稱(chēng)重?cái)?shù)據(jù)及數(shù)據(jù)規(guī)范化預(yù)處理。稱(chēng)重PLC與鑄流及火切機(jī)PLC通過(guò)以太網(wǎng)實(shí)現(xiàn)通訊。數(shù)據(jù)在稱(chēng)重PLC中處理,將處理完的數(shù)據(jù)通訊至每個(gè)流的火切機(jī)攝像定尺系統(tǒng),實(shí)現(xiàn)定重切割[3]。
3.2 智能鋼坯質(zhì)量判定的原理
采集層軟件在稱(chēng)重PLC中編制,實(shí)現(xiàn)稱(chēng)重?cái)?shù)據(jù)采集、預(yù)處理、通訊、上傳等基本功能。數(shù)據(jù)采集的邏輯功能為:在“自動(dòng)”操作方式下,當(dāng)切割機(jī)發(fā)出切割完畢信號(hào)后,通過(guò)每個(gè)流第3組輥道的限位和熱送輥道上的HMD來(lái)判斷放到熱送輥道上的鑄坯的流號(hào),如果遇到異常情況,在控制畫(huà)面上選擇“手動(dòng)”操作方式,手動(dòng)輸入鑄坯的流號(hào)。延時(shí)1~3 s稱(chēng)重液壓系統(tǒng)提升鑄坯進(jìn)行稱(chēng)量,稱(chēng)量期約為10 s,在此期間PLC連續(xù)讀取稱(chēng)量值10次,并將信號(hào)存入內(nèi)存單元。稱(chēng)重結(jié)束后,PLC發(fā)出稱(chēng)重完畢信號(hào),運(yùn)行熱送輥道將熱坯送入加熱爐,輥道將下1支待稱(chēng)鑄坯送入輥道衡,完成1次稱(chēng)量循環(huán)。稱(chēng)量結(jié)束后,PLC將讀取的10個(gè)重量信號(hào)與預(yù)設(shè)的定尺長(zhǎng)度、重量對(duì)照表進(jìn)行比對(duì),摒除超限信號(hào),對(duì)有效信號(hào)進(jìn)行平均,完成預(yù)處理過(guò)程。處理完畢的信號(hào)送數(shù)據(jù)庫(kù)存儲(chǔ)。
推理機(jī)軟件將從PLC中讀取的稱(chēng)重?cái)?shù)據(jù)加上流號(hào)字頭,寫(xiě)入數(shù)據(jù)庫(kù)的單支坯重表單中,生成單支鑄坯重量數(shù)據(jù),供給瀏覽器顯示單支坯重量數(shù)據(jù)。通過(guò)單支鑄坯重量的精確計(jì)量手段,對(duì)鑄坯質(zhì)量進(jìn)行質(zhì)量分析和廢坯甄別,去除不合格坯,以提高軋材成材率。
PLC將讀取的10個(gè)重量信號(hào)首先摒除超限重量信號(hào),剩下合格的重量信號(hào)計(jì)算其平均值,此平均重量值即為單支鑄坯重量值,然后將平均重量值寫(xiě)入單支坯重量表單中。
3.3 智能鋼坯質(zhì)量判定的實(shí)現(xiàn)
系統(tǒng)提供兩種切割方式選擇。當(dāng)鑄坯以尺寸規(guī)格作為控制指標(biāo)時(shí),鑄坯切割方式采用定尺切割;當(dāng)鑄坯以重量規(guī)格作為控制指標(biāo)時(shí),鑄坯切割方式采用定重切割。采用哪一種切割方式,由操作員設(shè)定。
采用定尺切割方式時(shí),操作員選擇并輸入定尺設(shè)定值,系統(tǒng)將該定尺設(shè)定值發(fā)送到紅外定尺設(shè)備及火焰切割機(jī),由后者執(zhí)行定尺的檢測(cè)和切割。
采用定重切割方式時(shí),操作員選擇該方式。并選擇鑄坯鋼種、斷面,設(shè)定單坯重量目標(biāo)值。系統(tǒng)根據(jù)選擇的鋼種,從密度表中讀取對(duì)應(yīng)鋼種理論密度;根據(jù)選擇的斷面,計(jì)算出單位長(zhǎng)度鑄坯的理論重量W作為第1支鑄坯的定尺長(zhǎng)度L。根據(jù)設(shè)定的單坯重量目標(biāo)值Ws計(jì)算出理論定尺長(zhǎng)度,系統(tǒng)將該理論定尺尺寸數(shù)據(jù)發(fā)送到紅外定尺系統(tǒng),作為紅外定尺系統(tǒng)的定尺設(shè)定值,執(zhí)行鑄坯切割動(dòng)作[4]。計(jì)算公式如下。選定鋼種、斷面鑄坯的單位長(zhǎng)度理論重量為:
3)具備較強(qiáng)的行業(yè)話(huà)語(yǔ)權(quán)。誠(chéng)如上文所言,PCB是個(gè)集中度不高的行業(yè),但它的上游原材料銅箔和覆銅板是兩個(gè)集中度很高的行業(yè),CR10都在70%以上,所以上游原材料供應(yīng)商可以輕松將成本轉(zhuǎn)嫁給下游PCB廠,但深南電路不同,2016年-2017年上游銅箔和覆銅板價(jià)格大幅上漲,但公司同期PCB毛利率不降反升,2016年和2017年分別為19.9%和22.33%,同時(shí)應(yīng)付賬款大幅增加,2015-2017年分別為4.96億元、6.05億元和8.8億元,顯示出對(duì)上游較強(qiáng)的話(huà)語(yǔ)權(quán)。
式中:K為鑄坯寬面尺寸,m;Z為鑄坯窄面尺寸,m;ρ為對(duì)應(yīng)鋼種密度,kg/m3。
理論切割長(zhǎng)度為:
式中:Ws為設(shè)定單坯重量目標(biāo)值,kg;W為選定鋼種、斷面鑄坯的單位長(zhǎng)度理論重量,kg/m2。
定重切割單元計(jì)算出的鑄坯切割尺寸僅是理論計(jì)算值。在實(shí)際生產(chǎn)中,即使是同一鋼種,其密度也有微小的變化,會(huì)造成質(zhì)量偏差,必須采取措施進(jìn)行校正。
服務(wù)器中包括推理機(jī)軟件、數(shù)據(jù)庫(kù)軟件、信息發(fā)布與處理軟件,負(fù)責(zé)對(duì)數(shù)據(jù)進(jìn)行目標(biāo)處理并進(jìn)行數(shù)據(jù)存儲(chǔ)和共享處理,只允許授權(quán)用戶(hù)的特定訪問(wèn)與修改,提高數(shù)據(jù)安全性;在瀏覽器中編制操作員界面軟件,提供數(shù)據(jù)查詢(xún)及報(bào)表打印服務(wù)。
本系統(tǒng)在推理機(jī)軟件中開(kāi)發(fā)了定重切割校正功能,采取了逐次逼近自適應(yīng)的方法:計(jì)算當(dāng)前1支鋼坯稱(chēng)量值與設(shè)定重量之間的重量差,該重量差再除以本支鑄坯理論切割長(zhǎng)度、斷面尺寸等參數(shù),計(jì)算出偏差密度Δρ,再把該偏差密度乘以<1的系數(shù)k,得到修正后的偏差密度。用這支鑄坯的切割密度加上或減去修正后的偏差密度,求得下1支鑄坯的切割密度,從而使下1支鑄坯得到修正。由于修正系數(shù)K<1,可以達(dá)到逐次逼近的效果,避免了超調(diào)振蕩的發(fā)生,同時(shí),該修正過(guò)程系統(tǒng)自動(dòng)完成,無(wú)需人工干預(yù),是一種自適應(yīng)的過(guò)程。計(jì)算公式如下。定重切割功能流程如圖2所示。
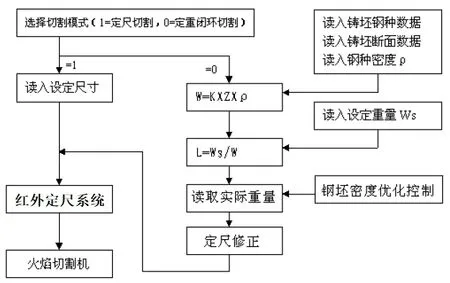
圖2 定重切割功能流程
1)修正偏差密度為:

2)下一支鑄坯理論切割長(zhǎng)度為:

4 生產(chǎn)報(bào)表的生成
以預(yù)設(shè)的生產(chǎn)班次時(shí)間為參照,累計(jì)每班、每流的鑄坯生產(chǎn)之支數(shù),并對(duì)每班、每流的鑄坯重量進(jìn)行累積,生成生產(chǎn)報(bào)表。
推理機(jī)以預(yù)設(shè)的鑄坯斷面、鋼種、定尺長(zhǎng)度計(jì)算出理論單坯重量,并與實(shí)際稱(chēng)量的單坯數(shù)據(jù)對(duì)比。當(dāng)理論值與實(shí)際值偏差超過(guò)允許值時(shí),判定定尺執(zhí)行錯(cuò)誤,給出報(bào)警,提示操作員檢查定尺檢測(cè)系統(tǒng)的工作狀況。這一功能有助于及時(shí)發(fā)現(xiàn)定尺或定重系統(tǒng)故障,減少因長(zhǎng)短尺造成的廢坯量。
表格用來(lái)顯示系統(tǒng)設(shè)備的運(yùn)行狀態(tài),可顯示出輥道衡、稱(chēng)重變送器、PLC、HMD的流號(hào)和當(dāng)前工作狀態(tài)。用1個(gè)小色塊表示,綠色表示正常,紅色表示異常。表格顯示包括每一流的稱(chēng)重的單支重量和本班次累積重量及累計(jì)支數(shù)。表格中的每一行都對(duì)應(yīng)1個(gè)鑄流,每一列對(duì)應(yīng)顯示各鑄流的同一項(xiàng)稱(chēng)重參數(shù),該屬性值可以在系統(tǒng)維護(hù)模塊中修改。每列顯示的內(nèi)容包括各個(gè)鑄流的單支重量、本班次累積重量、本流累計(jì)支數(shù)、本班累計(jì)支數(shù)等,具體數(shù)值的數(shù)據(jù)格式根據(jù)屬性設(shè)置中顯示。如果屏幕寬度不夠,則可以采取分屏等方式解決,以方便實(shí)用為原則。每個(gè)鑄流出現(xiàn)故障時(shí),在瀏覽器給出報(bào)警。
另外,各顯示值可以根據(jù)用戶(hù)需要進(jìn)行分類(lèi)查詢(xún),包括:本班數(shù)據(jù)顯示;上班數(shù)據(jù)顯示。所有查詢(xún)的結(jié)果顯示值均為前面的所有項(xiàng),同時(shí)在正確進(jìn)行身份驗(yàn)證后,用戶(hù)以不同權(quán)限進(jìn)行數(shù)據(jù)修正。
生產(chǎn)中不同定尺的鑄坯的單支重量都有一個(gè)正常的范圍,即工程上限和工程下限,當(dāng)重量值超出限值時(shí),系統(tǒng)都會(huì)提供報(bào)警。每班次的超限情況要求形成日志文件,記錄內(nèi)容包括:故障流號(hào)、故障時(shí)間和錯(cuò)誤量值,以便故障分析。
5 結(jié) 論
智能鋼坯質(zhì)量判定的實(shí)現(xiàn),使鑄坯稱(chēng)量數(shù)據(jù)準(zhǔn)確,提高了鑄坯成品率,至少可以提高1%。提高了異型坯軋材成材率,提升了鑄坯合格率和經(jīng)濟(jì)效益的目標(biāo),提高了生產(chǎn)管理水平和成本核算的精確性。鑄坯成品合格率比計(jì)劃合格率提高了5%,根據(jù)現(xiàn)有的生產(chǎn)情況,按連鑄機(jī)實(shí)際年產(chǎn)量為160萬(wàn)t計(jì)算,則每年實(shí)現(xiàn)經(jīng)濟(jì)效益為790萬(wàn)元。
參考文獻(xiàn):
[1] 潘毓淳.煉鋼設(shè)備[M].北京:冶金工業(yè)出版社,1992.
[2] 李衛(wèi)東,田建良,馬艷.攝像定尺測(cè)量技術(shù)在梅鋼板坯測(cè)長(zhǎng)系統(tǒng)上的應(yīng)用[J].梅山科技,2007(2):1-3.
[3]呂曉茜,江楠,鮑紅賓,等.“一機(jī)多能”化理念在萊鋼板坯連鑄機(jī)的設(shè)計(jì)與應(yīng)用[J].山西冶金,2012(4):15-18.
[4] 毛漢平,劉彤.萊鋼4#矩形坯連鑄機(jī)過(guò)程控制系統(tǒng)[J].冶金自動(dòng)化,2000,24(3):23-26.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國(guó)生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(hào)(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(hào)(2018年2期)2018-04-18 12:18:10
鐵道通信信號(hào)(2016年11期)2016-06-01 12:11:32
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
中國(guó)病理生理雜志(2015年8期)2015-12-21 12:38:06
