轉向架用鋼激光-MAG復合焊角焊縫
2017-05-10 12:47:57盧衍祥張作仁鞏全軍
電焊機 2017年4期
于 龍,盧衍祥,張作仁,鞏全軍
(中車青島四方機車車輛股份有限公司,山東 青島 266111)
轉向架用鋼激光-MAG復合焊角焊縫
于 龍,盧衍祥,張作仁,鞏全軍
(中車青島四方機車車輛股份有限公司,山東 青島 266111)
高速列車耐候鋼轉向架焊接中,有大量角接形式的焊接接頭。作為列車的主要承載部件,轉向架的焊接要求完全焊透。采用傳統(tǒng)MAG焊和激光-MAG復合焊對12mm板厚的SMA490BW耐候鋼進行焊接試驗,并觀察測試兩種方法獲得的接頭宏觀形貌、微觀組織和力學性能。結果表明,激光-MAG復合焊接接頭組織和力學性能均優(yōu)于MAG焊接接頭,因而在轉向架焊接中可替代MAG焊接工藝。
轉向架;角接接頭;激光-MAG復合焊;接頭組織;力學性能
0 前言
近年來,我國鐵路運輸業(yè)發(fā)展迅速,轉向架作為車輛的行走部分,其作用是承受車體在運行過程中的載荷,保證列車在較高運行速度下的安全性和平穩(wěn)性,是列車非常關鍵的部件。隨著列車運行速度的不斷提高,其承受的載荷以及運行的環(huán)境條件越來越復雜,這對轉向架的性能提出了更高的要求[1]。
轉向架的基本焊接接頭為T型接頭,焊接方法為MAG焊。這種焊接方法會導致接頭存在較大的焊接變形,同時可能出現(xiàn)熔合不良等缺陷,引起應力集中,降低接頭性能[2-3]。而且角接焊縫與對接焊縫相比,焊接變形大、熔合差的問題更為突出。本研究采用激光-MAG復合焊,利用其熱輸入量大、能量利用率高、成本低、氣孔缺陷少的特點,獲得成形良好、接頭美觀的角接焊縫[4-5],并將其不同區(qū)域的顯微組織和力學性能與MAG焊進行對比,以期解決上述問題。
1 試驗材料和方法
1.1 試驗材料
選用12 mm厚的SMA490BW耐候鋼,以及直徑1.2 mm的CHW-55CNH焊絲。與不銹鋼相比,在滿足耐大氣腐蝕的要求下,耐候鋼的成本顯著降低。SMA490BW耐候鋼是以普通碳素鋼為基礎,添加了耐大氣腐蝕的Cu、P、Cr、Ni等元素,既能滿足轉向架的力學性能要求,同時具備較好的耐腐蝕性。
1.2 試驗方法
激光焊機的YSL-4000光纖激光器和FDH0125激光頭如圖1所示。
圖1 激光焊機
對于12 mm厚的SMA490BW試驗鋼板的T型接頭,MAG焊坡口結構形式為:坡口角度55°,鈍邊2 mm,間隙0 mm;激光-MAG復合焊坡口結構形式為:坡口角度45°,鈍邊2mm,間隙0mm,如圖2所示。
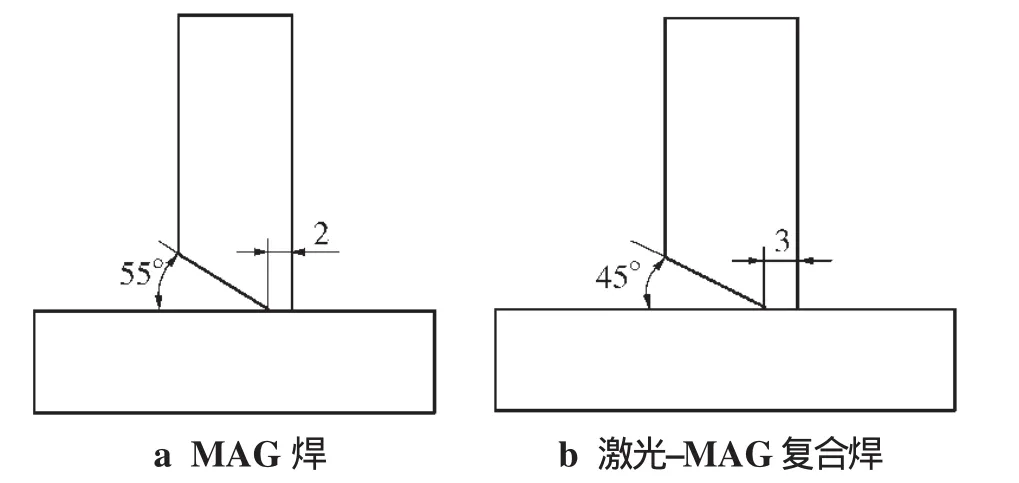
圖2 T型接頭坡口形式
T型接頭焊接的主要問題是根部未熔合。對于12 mm厚鋼板的MAG焊接,采用打底、填充、蓋面1和蓋面2共4層焊縫,背面一道焊縫;激光-MAG復合焊采用背面、打底、填充和蓋面4道焊縫。焊接工藝參數(shù)如表1所示。
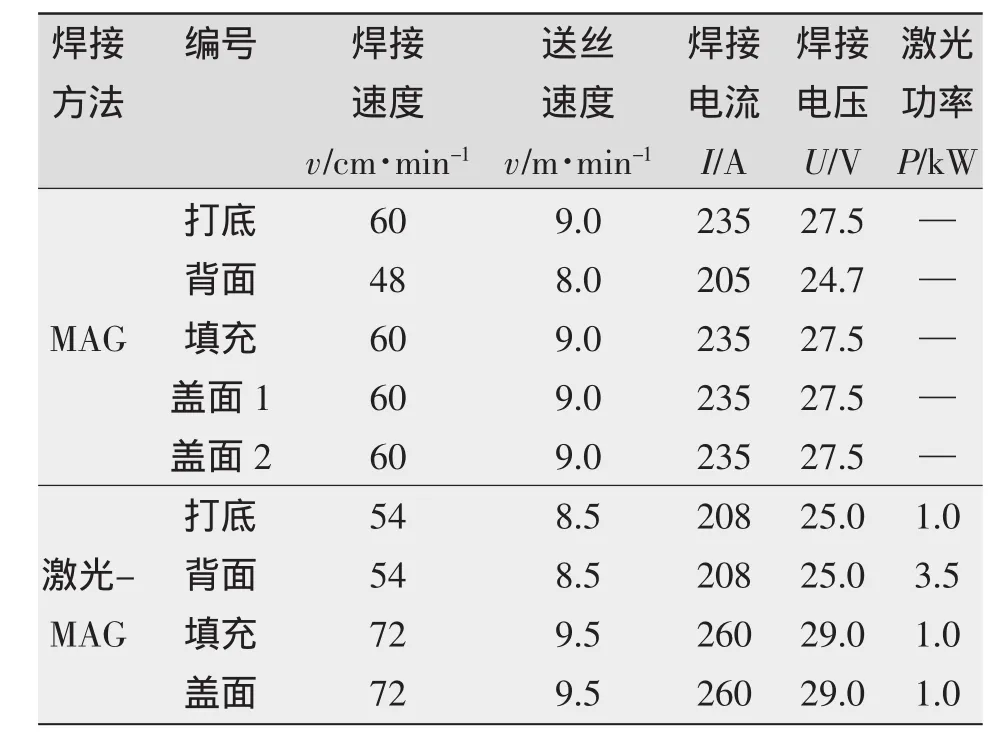
表1 焊接工藝參數(shù)
在激光-MAG復合焊中,選定激光前導的方式,光絲間距2~3 mm,離焦量0 mm。焊接完成后,對焊接接頭進行金相試驗,觀察接頭的宏觀形貌,分析焊縫、熱影響區(qū)和母材的微觀組織。使用維氏硬度HV衡量接頭硬度,試驗載荷10 kg,加載時間10 s,在母材處的硬度測試點間距為1 mm,靠近熱影響區(qū)間距0.5 mm取測量點,以保證能較好地反映接頭的硬度分布情況。多層焊的焊縫,每一層都進行硬度試驗。
2 試驗結果和分析
2.1 焊縫成形分析
MAG焊與激光-MAG復合焊接T型接頭焊縫形貌如圖3所示。兩種方法得到的焊縫均整體成形良好,表面魚鱗紋均勻,無咬邊缺陷,但MAG焊表面有少量飛濺,激光-MAG焊基本沒有飛濺。經(jīng)過腐蝕處理的兩種焊縫的橫截面宏觀形貌如圖4所示。MAG焊與激光-MAG復合焊得到的T型接頭的正面焊縫和背面焊縫均根部焊透,熔合良好,而由于激光與電弧的協(xié)同作用,復合焊焊縫的熔深相比MAG焊更大。
2.2 微觀組織分析

圖3 T型接頭焊縫形貌
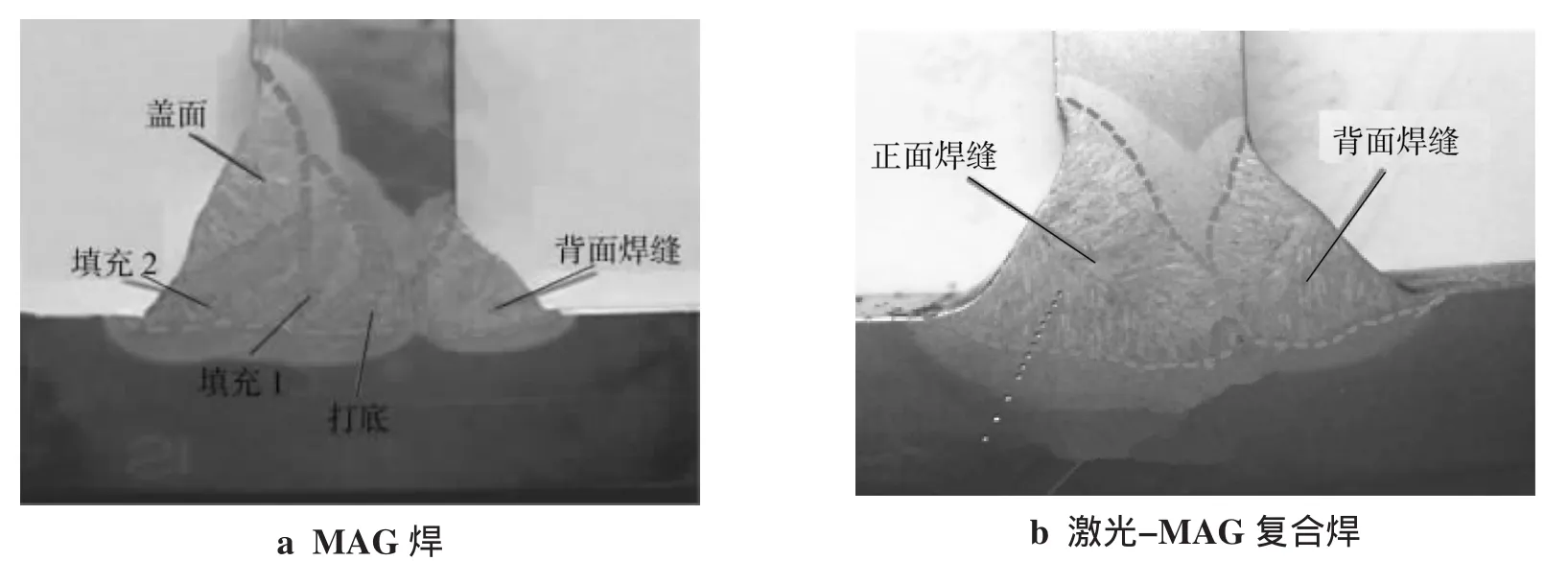
圖4 T型接頭橫截面宏觀形貌
在T型接頭中取金相試樣,觀察各區(qū)域顯微組織。焊縫組織整體形貌如圖5所示,T型接頭焊縫區(qū)、熱影響區(qū)和母材的組織存在差異。
焊縫區(qū)微觀組織如圖6所示,MAG焊與激光-MAG復合焊顯微組織基本相同,先析條狀鐵素體沿晶界分布,晶內(nèi)是針狀鐵素體和珠光體的組織。
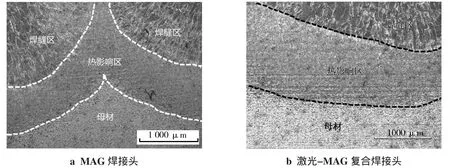
圖5 T型接頭焊縫組織形貌
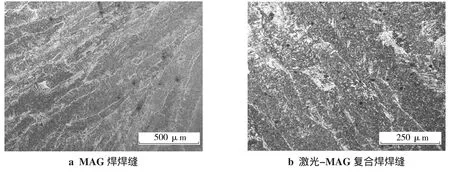
圖6 焊縫區(qū)微觀組織
熱影響區(qū)微觀組織如圖7所示。由圖7a、7b可知,過熱區(qū)的受熱程度最嚴重,因此晶粒急劇長大,組織晶粒大小不一,主要為針狀鐵素體、針狀和粒狀貝氏體和少量珠光體,而MAG焊與激光-MAG復合焊相比晶粒更加細小;圖7c、7d反映在正火區(qū)中晶粒經(jīng)受了加熱過程和冷卻過程兩個階段,加熱過程經(jīng)歷了由鐵素體和珠光體到奧氏體的相變重結晶,而冷卻過程又經(jīng)歷了由奧氏體到鐵素體和珠光體的相變重結晶,組織為均勻分布的鐵素體、珠光體,晶粒細小,組織均勻,力學性能優(yōu)異。圖7e、7f為不完全重結晶區(qū),這里一部分晶粒發(fā)生重結晶而變得細小均勻,其余部分則與母材保持一致,因此該區(qū)域的性能介于正火區(qū)與母材之間。
母材微觀組織如圖8所示。母材組織為鐵素體和珠光體,其中白色的組織為鐵素體,黑色的為珠光體,組織呈條帶狀,這是因為母材在軋制過程中晶粒被拉長,因此也被稱為帶狀組織。
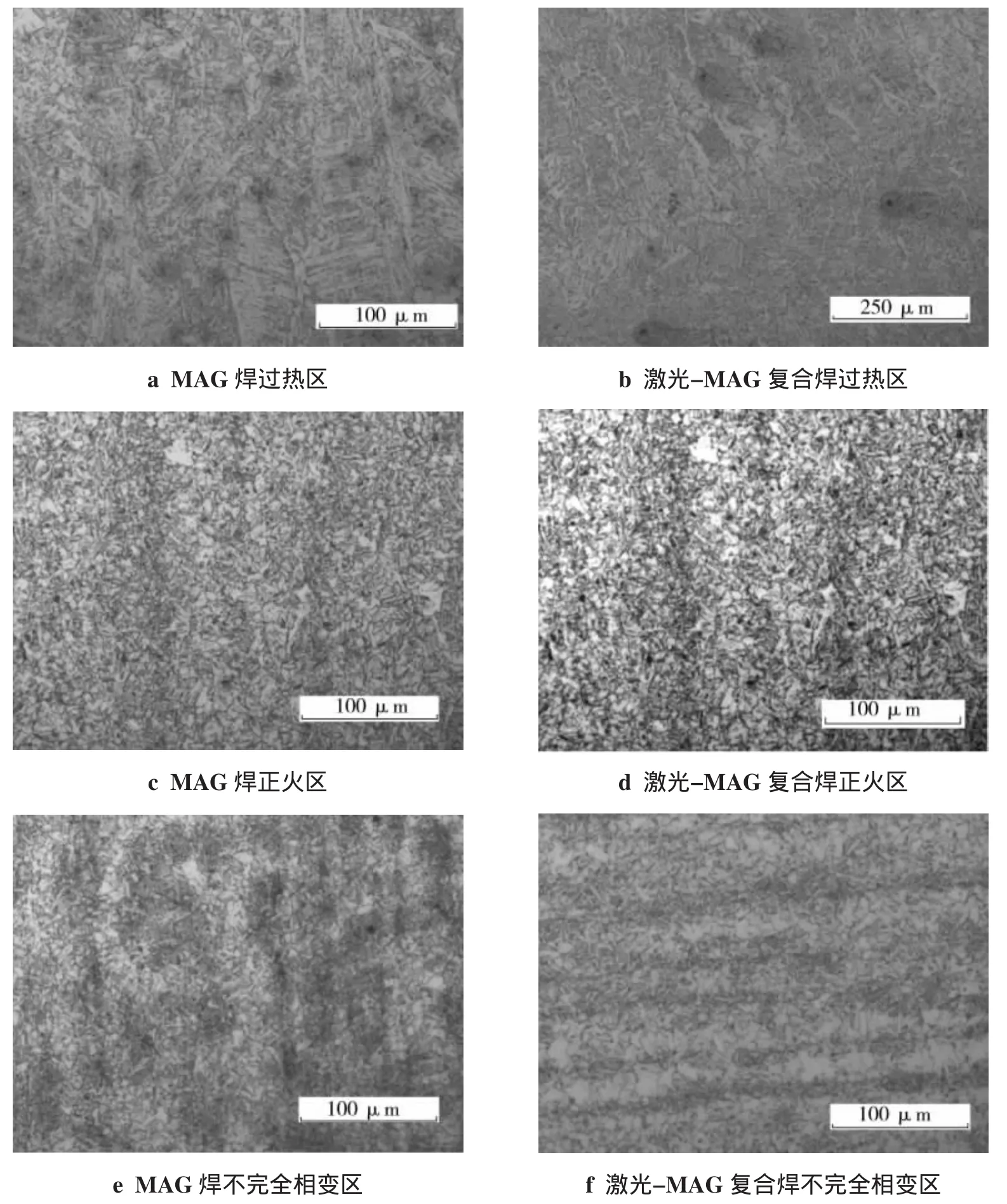
圖7 熱影響區(qū)微觀組織
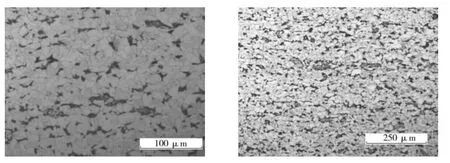
圖8 母材微觀組織
2.3 硬度分析
對試樣進行硬度試驗,硬度測試點位置如圖9所示,并繪制硬度曲線,如圖10所示。由圖10可知,兩種焊接方法T型接頭的硬度分布趨勢基本相同,MAG焊由于熱輸入較大,焊縫及附近硬度變化較為明顯,兩種焊接方法的最大硬度值均低于標準規(guī)定的極限值380 HV。在整個焊接接頭中,熱影響區(qū)中的過熱區(qū)硬度最高,因為該區(qū)域中存在強度、硬度高,塑性、韌性低的貝氏體組織;焊縫區(qū)的組織是鐵素體和部分珠光體,因此硬度值較高;母材硬度相對較低。在正火區(qū),由于晶粒細小,硬度值稍低于過熱區(qū)但仍高于母材;在不完全重結晶區(qū),由于組織是部分細小的晶粒和部分粗大的晶粒,因此硬度值介于正火區(qū)和母材。在母材側,由于母材沒有發(fā)生熔化和相變,因此硬度值低于熱影響區(qū)和焊縫區(qū)。
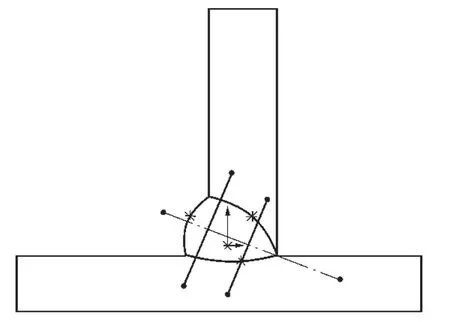
圖9 T型接頭硬度測試點位置
3 結論
(1)激光-MAG復合焊與MAG焊均焊縫正面成形較好,表面魚鱗紋均勻;焊縫背面焊透,成形良好;無咬邊缺陷。前者的優(yōu)勢在于熔深較大,且無飛濺,焊縫更為美觀。
(2)激光-MAG復合焊焊接接頭分為焊縫區(qū)、熱影響區(qū)和母材區(qū),熱影響區(qū)又分為過熱區(qū)、正火區(qū)和不完全重結晶區(qū)。焊縫區(qū)的組織為先析條狀鐵素體沿晶界分布,晶內(nèi)是針狀鐵素體和珠光體;過熱區(qū)的組織為鐵素體、貝氏體和珠光體,晶粒較粗大;正火區(qū)為細小的鐵素體和珠光體;不完全重結晶區(qū)部分晶粒發(fā)生重結晶變得細小,部分仍與母材一致;母材為帶狀組織。
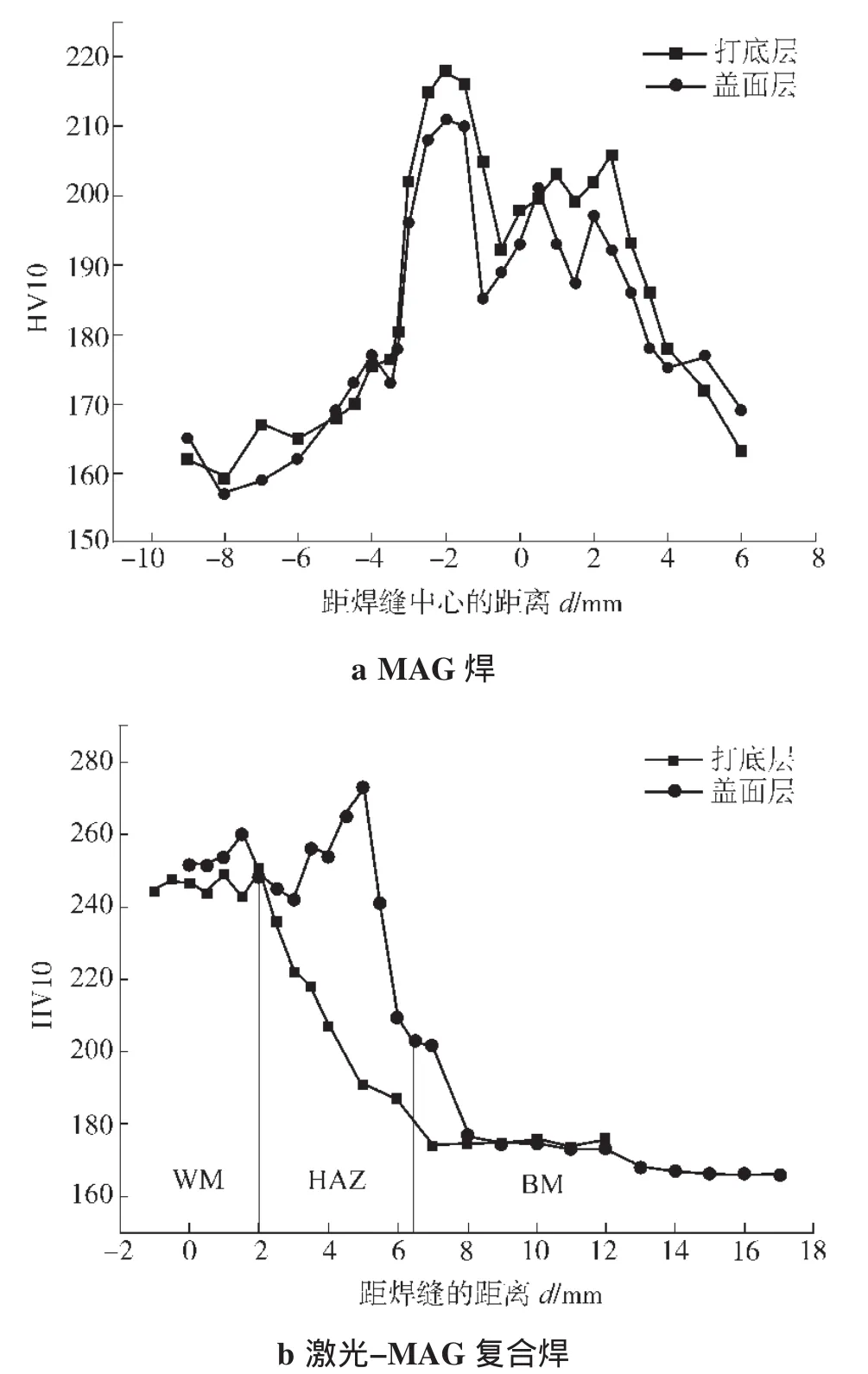
圖10 T型接頭硬度曲線
(3)從硬度曲線上看,兩種焊接方法T型接頭的硬度分布趨勢基本相同。在整個焊接接頭中,過熱區(qū)硬度最高,其次為焊縫區(qū)和正火區(qū),不完全重結晶區(qū)域母材區(qū)較低。
[1]金光.鐵路客車轉向架構架材料焊接接頭的組織與性能研究[D].遼寧:大連交通大學,2007.
[2]嚴雋耄.車輛工程[M].北京:中國鐵道出版社,1999.
[3]劉煥軍.轉向架側梁焊接殘余應力與變形的研究[D].四川:西南交通大學,2012.
[4]袁小川.激光-電弧復合焊接技術的研究與應用[J].焊接技術,2010,4(8):5-9.
[5]陳彥賓.現(xiàn)代激光焊接技術[M].北京:科學出版社,2005:147-152.
Research on fillet in laser-MAG hybrid welding of SMA490BW weathering steel for bogie
YU Long,LU Yanxiang,ZHANG Zuoren,GONG Quanjun
(CRRC Qingdao Sifang Co.,Ltd.,Qingdao 266111,China)
There are numerous corner joints in the welding of weathering steel for bogies in express train.As the main bearing parts of a train,a complete penetration is demanded when welding bogie.In this paper,12 mm thickness SMA490BW weathering steel is respectively tested with MAG welding and Laser-MAG hybrid welding to compare the macro-morphology,microstructure and mechanical properties of the corner joints obtained from these two welding methods.The results show that the laser-MAG hybrid welding joints have ideal microstructures and excellent mechanical properties in contrast with MAG welding;therefore,laser-MAG hybrid welding can replace MAG welding for bogie.
bogie;corner joint;laser-MAG hybrid welding;microstructure;mechanical property
TG456.7
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
獻
郭吉昌,朱志明,閆國瑞,等.基于UG的弧焊機器人離線編程系統(tǒng)開發(fā)[J].電焊機,2017,47(01):1-6.
2017-01-20
于 龍(1979—),男,山東青島人,高級工程師,學士,主要從事動車組車體制造檢驗策劃及質(zhì)量控制的研究工作。
猜你喜歡
裝備制造技術(2021年2期)2021-07-21 05:38:24
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2019年12期)2020-01-06 03:17:46
制造技術與機床(2018年12期)2018-12-23 02:40:58
西南交通大學學報(2018年5期)2018-11-08 10:58:26
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
現(xiàn)代工業(yè)經(jīng)濟和信息化(2016年1期)2016-05-17 05:33:38
