5083鋁合金壓力容器的鉚裝焊接工藝
2017-05-10 12:47:58賈寶麗
電焊機 2017年4期
賈寶麗,毛 輝,王 琳,周 健
(1.新東北電氣集團高壓開關設備有限公司,遼寧沈陽110114;2.沈陽中辰鋼結構工程有限公司,遼寧沈陽110000)
5083鋁合金壓力容器的鉚裝焊接工藝
賈寶麗1,毛 輝2,王 琳1,周 健1
(1.新東北電氣集團高壓開關設備有限公司,遼寧沈陽110114;2.沈陽中辰鋼結構工程有限公司,遼寧沈陽110000)
以10 mm厚5083鋁合金為原材料,介紹鋁合金壓力容器下料、鉚裝、焊接的工藝流程。通過方案的對比分析,總結出符合實際生產的鉚焊工藝流程為:先裝配母筒和母筒法蘭,再裝配支筒和支筒法蘭,最后將兩個焊接好的整體部件進行裝配,此工藝流程可利用現有設備,保證產品質量,尤其在批量生產的情況下工時定額最短,提高了生產效率。
5083鋁合金;壓力容器;鉚焊工藝流程
0 前言
5083鋁合金為Al-Mg系鋁合金[1],這種合金具有耐腐蝕性,加工性能和焊接性能較好,同時鋁合金本身質量輕、比強度高,因此目前鋁合金殼體廣泛應用于高壓開關行業。結合實際生產情況,以5083鋁合金為原料,對殼體鉚焊制作的工藝流程進行分析和參數描述。
1 鉚裝的一般技術要求
以內徑為φ620mm、壁厚為10mm,筒體長度為2100mm的罐為例,介紹鋁殼體總體加工工藝流程。
1.1 筒體鉚裝的主要控制項目
筒體的縱向焊縫和橫向對接焊縫的錯邊量b應符合表1和圖1的規定。

表1 縱焊縫和環焊縫對接錯邊量Table 1 Butt edge offset of longitudinal weld and circumferential weld
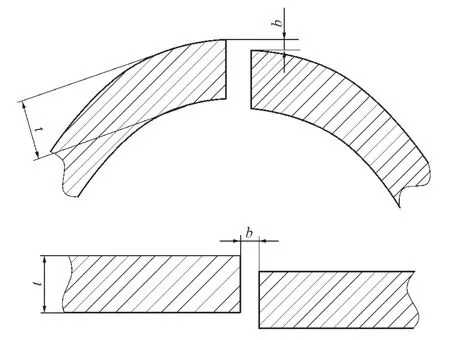
圖1 縱縫和環縫接頭焊縫的錯邊量Fig.1 Butt edge offset of longitudinal weld and circumferential weld
考慮剪切后銑坡口和焊接收縮因素,筒體鉚裝焊接前的長寬兩方向預留量為6 mm,卷板成筒體后[2],焊接參數為:筒體外縱縫采用等離子焊接,采用直徑1.6 mm的ER5356焊絲,電弧電壓19~25 V,焊接電流270~300 A,焊接速度12~15 cm/min;筒體內縱縫采用手工TIG焊接,采用直徑1.6mm的ER5356焊絲,電弧電壓15~20 V,焊接電流320~380 A,焊接速度15~20 cm/min。
1.2 法蘭鉚裝主要控制項目
法蘭面應垂直于筒體的軸向中心線,筒體法蘭保證法蘭面的水平或垂直,其偏差不超過法蘭外徑的1%,當法蘭外徑小于100 mm時,按100 mm計算,且不小于3 mm。法蘭的螺栓孔、通孔沿筒體端面中心線對稱均勻布置,主筒體的焊縫與支筒的焊縫錯開,支筒及支撐件鉚裝時,距離主筒體縱向焊縫應不得少于3倍的筒體厚度。
鉚裝成殼體后應滿足圖樣要求的直線度,承受內壓的容器組裝完成后,殼體圓度應符合下列規定[3]:
(1)殼體同一斷面上的最大內徑與最小內徑之差e不大于該斷面設計內直徑Di的1%,且小于等于25 mm,如圖2所示。
(2)當被檢斷面位于開孔中心1倍開孔內徑范圍內時,該斷面最大內徑與最小內徑之差e應不大于該斷面內直徑Di的1%與開孔內徑的2%之和,且小于等于25 mm。
2 利用鉚裝和焊接順序控制變形措施
殼體主要由筒體、法蘭、支筒、支筒法蘭組成,由A1、A2、C1、C2、C3、D1 6條焊縫組成,如圖3所示。
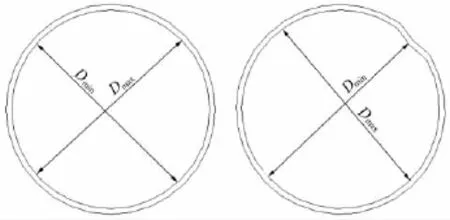
圖2 筒體的圓度Fig.2 Roundness of cylinder
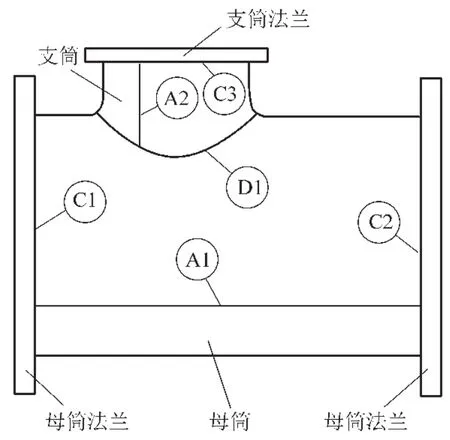
圖3 殼體結構示意Fig.3 Shell structural diagram
為了減少和防止變形,在鉚裝和焊接過程中應采取適當的工藝措施。根據鉚裝和焊接的次序不同,有三種方案。
(1)方案一。將零件同時裝配好,同時焊接。該方案的特點是殼體在剛性情況下焊成,C1、C2、C3、D1四個焊縫同時發生變形,變形較大,方向不一致,而且裝配、焊接花費時間較長[4],由于整體裝配而成,在自動化焊接設備的使用上有一定的局限性。焊接后內徑尺寸最大值Dmax=φ622,最小值Dmin=φ616,焊接后殼體的焊接變形無規律,內徑偏差為6 mm,偏差加大,整體變形趨勢和尺寸情況如圖4所示。
(2)方案二。先裝配母筒和母筒法蘭,焊接C1、C2;然后裝配支筒和支筒法蘭,焊接C3;最后將兩個焊接好的整體部件進行裝配,焊接D1。該方案的特點是焊接C1、C2產生的變形可以在后期第三步總裝前得到校正,由于本身留有加工余量,焊接變形屬于兩側均勻收縮,影響不大,C3焊縫是在自由狀態下進行焊接,對殼體整體的變形量影響不明顯,所以殼體的總變形主要由焊縫D1引起,但是裝配和焊接過程中有中斷,而且D1焊縫采用間斷對稱焊接,變形量不大,預留的加工余量可以補償。方案二的鉚裝流程如圖5所示。

圖4 方案一焊接后殼體直線度及內徑變化Fig.4 Plan 1 Straightness and inner diameter changes of shell after welding
(3)方案三。先將母筒和支筒鉚裝成整體,焊接D1,然后裝配法蘭,焊接C1、C2、C3。該方案也是在裝配和焊接過程中有中斷,C1、C2焊縫可以采用自動焊接設備輔助,但是受焊縫C3的高度限制,對設備距離地面的高度有要求,焊縫C3焊接對整個殼體的變形量影響不大,具體鉚裝流程如圖6所示。

圖5 方案二的鉚裝流程Fig.5 Riveting process of Plan 2

圖6 方案三的鉚裝流程Fig.6 Riveting process of Plan 3
鉚裝成殼體后,焊接后內徑尺寸最大值Dmax= φ623,Dmin=φ618,法蘭與筒體焊接后的變形較小,整體筒體的變形弧度較大,內徑偏差5 mm。殼體的整體變形趨勢和尺寸如圖7所示。

圖7 方案三焊接后殼體直線度及內徑變化Fig.7 Plan 3 straightness and inner diameter changes of shell after welding
比較三個方案,結合實際生產工藝流程和產品設計要求,采用方案二的制作流程。方案二是將整個工序拆分成三步,人員利用率和設備利用率達到最高,工時最短,較方案一和方案三,可以減少一次校正工序。實際生產情況如圖8所示。
焊接后的內徑尺寸差Dmax-Dmin≤3 mm,滿足設計要求和安裝要求。具體產品情況如圖9所示。
3 焊后無損檢測
焊縫A1、A2屬于壓力容器A類焊縫,焊后24 h進行X射線檢測;焊縫C1、C2、C3、D1屬于壓力容器C、D類焊縫,焊后24 h進行著色檢測。檢測結果均符合時JB/T4730焊縫Ⅰ級標準。無損檢測照片如圖10所示。
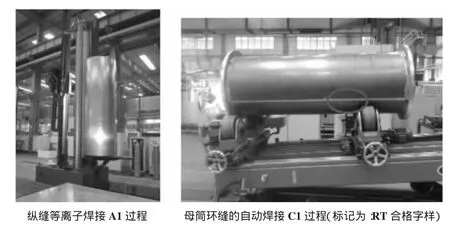
圖8 采用方案二的實際生產情況Fig.8 Actual production of plan 2

圖9 兩個支筒殼體成品Fig.9 Two cylinder shell product
4 耐壓檢測
根據設計要求,將焊好的罐體在1.2 MPa水壓下保壓5 min,進行檢漏測試,無漏水,無明顯變形和聲響,實際耐壓力可達到2.4 MPa,滿足設計要求。
5 結論
(1)下料工藝預留余量滿足焊后收縮變形余量要求,卷筒后尺寸公差滿足設計要求。

圖10 無損檢測圖片Fig.10 Images of nondestructive testing(NDT)
(2)鋁合金壓力容器的鉚裝焊接工藝流程為:主筒體下料卷筒,母筒體與法蘭鉚裝焊接成分裝件,支筒體與其法蘭鉚裝焊接成分裝件,焊接清理后再校正,分裝件通過相貫線接口焊接成殼體,清理,校正,打磨,無損檢測,耐壓試驗,氣密試驗,噴涂。該工藝流程適合不同板厚的殼體,可以很好地控制焊接變形,保證容器的耐壓要求。
(3)利用現有設備,采用方案二的鉚裝和焊接順序,在實際生產中工序周轉順暢,設備利用率最高,可以實現多支筒殼體的批量加工與生產。在批量生產情況下,工時損耗小,降低了返工返修次數,提高了產品質量。
[1]中國機械工程學會焊接學會編.焊接手冊(第2卷2版)—材料的焊接[M].北京:機械工業出版社,2001.
[2]周萬盛,姚君山.鋁及鋁合金的焊接[M].北京:機械工業出版社,2006.
[3]申清牌儲氣罐的直線度測量[EB/OL].Http://blog.sina.com. cn/s/blog_becc85f80100pmh4.html.
[4]焊工培訓教材-精品版[EB/OL].Http://www.docin.com/p-418651934.html.
Rivet welding process of 5083 aluminum alloy pressure vessels
JIA Baoli1,MAO Hui2,WANG Lin1,ZHOU Jian1
(1.New Northeast Electric Group High Voltage Switchgear Co.,Ltd.,Shenyang 110114,China;2.ShenYang ZhongChen Steel Structure Engineering Co.,Ltd.,Shenyang 110000,China)
With 10 mm thick 5083 aluminum alloy as the raw material,introduced the process of aluminum alloy pressure vessels including blanking,riveting,welding.It summarized a rivet welding process in accordance with the actual production through contrastive analysis.First assembled the master and the mother flange,and then installed the support and the support flange,and finally the two welded parts of the assembly.This process ensured the quality of products,made person-hour quota shortest and improve production efficiency especially in the case of mass production.
5083 aluminum alloy;pressure vessel;rivet welding process
TG409
B
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
獻
郭吉昌,朱志明,閆國瑞,等.基于UG的弧焊機器人離線編程系統開發[J].電焊機,2017,47(01):1-6.
2016-05-30;
:2016-11-09
賈寶麗(1983—),女,遼寧沈陽人,工程師,碩士,主要從事鋁合金低壓壓力容器焊接工藝的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
