3D打印技術在織機打緯-開口機構中的應用
2017-05-17 08:12:05邱海飛
紡織學報 2017年1期
邱海飛
(西京學院 機械工程學院, 陜西 西安 710123)
3D打印技術在織機打緯-開口機構中的應用
邱海飛
(西京學院 機械工程學院, 陜西 西安 710123)
為降低復雜紡織機械裝備的設計成本與制造難度,將3D打印技術應用于紡機功能模塊比例模型研制。設計了連桿式打緯-開口機構的數字化樣機,并將其轉化為STL格式進行切片處理和模型包計算,通過分析比較模型的放置方向、材料用量及成型時間等因素,確定最優3D打印工藝參數。借助工業級3D打印機制作了比例模型,并通過C語言和單片機成功開發了機電一體化系統控制平臺。利用3D打印一次成型的技術優勢,有利于降低物理樣機的研發成本和實驗難度,且為紡織機械裝備的模型展示、機構驗證、性能評估及可靠性分析等提供了新的思路與參考。
3D打印; 紡織機械; 連桿式打偉-開口機構; 比例模型; 開發成本
過去長期以來,我國紡織機械裝備一直處于引進、消化、吸收的傳統研發模式[1]。隨著“互聯網+”和《中國制造2025》的全面推進,紡織機械必須通過采用高新技術提高裝備自主化水平和市場競爭力,以加快技術改造與產業升級,實現《紡織工業調整和振興規劃》制定的長遠目標。當前,3D打印技術的興起正在悄然改變制造業的生產方式,借助3D打印可以很好地實現復雜結構的生產工藝,不僅使工業產品的制造難度降低為零[2],而且有效擴展了工程設計的自由度和創意空間。
紡織機械是具有復雜系統構成的機電一體化裝備,借助3D打印制造工藝一次成型的技術優勢,能夠大大簡化紡織機械裝備設計、制造等環節的冗繁工作,在降低成本的同時有效提高了研發效率和質量。本文探索驗證了連桿式打緯-開口機構比例模型的3D打印流程及可行性,為自動化紡織機械裝備的制造工藝提出了新的思路。
1 3D打印技術
3D打印技術又稱為增材制造,其基本原理是疊層制造,即以計算機平臺上的數字模型為基礎,將粉末狀塑料、樹脂及金屬等材料逐層進行鋪設,再通過黏合或光固化等方式來構造物體三維制件[2]。
目前市場上存在多種不同類型的3D打印機,常見且比較成熟的3D打印技術有熔融堆積成型技術(FDM)、立體光固化成型技術(SLA)、選區激光燒結技術(SLS)、激光成型技術(DLP)、紫外線成型技術(UV)及3DP技術等[3]。它們的工作原理都基本相同[4],首先要設計出可供切片處理的3D模型,然后通過打印控制軟件、系統固件進行分析計算和數據傳輸,再由電子器件根據系統指令驅動3D打印機運行,最終實現物體的增材制造。
2 數字樣機設計
2.1 子組件模型
織機具有復雜的機械傳動系統,一般由打緯﹑引緯﹑開口﹑送經和卷取五大運動機構組成。其中,打緯與開口機構在織造過程中處于高速運行狀態,而且開機生產前需要根據織物結構(如平紋、緞紋、斜紋等)設計打緯與開口運動的配合關系及初始相位[5]。采用“自上而下”的設計模式,首先設計打緯、開口機構三維子裝配模型,然后再對2種機構進行組合形成總裝模型。
設計完成的四連桿打緯和六連桿開口機構子裝配模型如圖1、2所示。分析可知,這2種機構均為雙側傳動形式,機構左右兩側通過傳動軸相連,這樣不僅保證了機構本身的剛度和強度,而且實現了動力的雙側傳遞[6]。建模和裝配過程中要保證各桿件尺寸符合機構學要求,而且需要提前考慮各運動構件的裝配精度、順序及初始相位等[7],以使兩側桿件的運動保持一致,避免出現干涉、碰撞等問題。
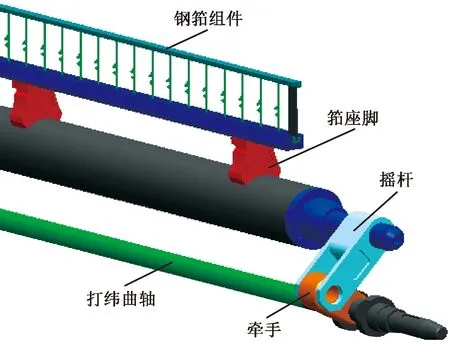
圖1 四連桿打緯機構Fig.1 Four-bar beating-up mechanism
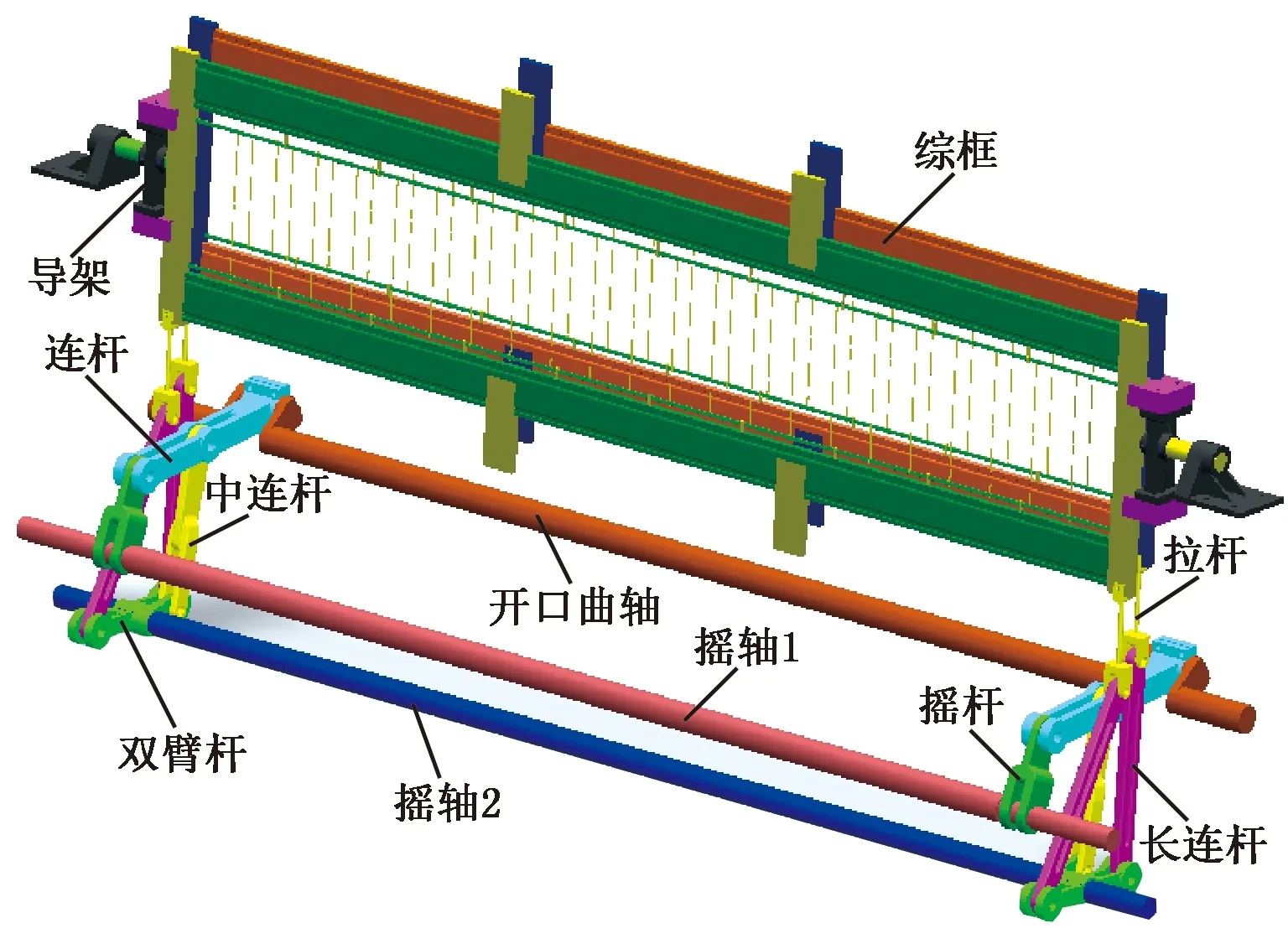
圖2 六連桿開口機構Fig.2 Six-bar shedding mechanism
2.2 樣機總成
四連桿打緯和六連桿開口機構以織機幅寬中間面呈對稱分布,左右兩側各構件通過一些安裝在墻板上的傳動軸(如打緯曲軸﹑開口曲軸等)實現運動傳遞[8]。綜合分析子裝配模型結構與配合關系,確定其運動狀態、約束類型及安裝位置等,最終建立打緯-開口機構總裝模型,如圖3所示。
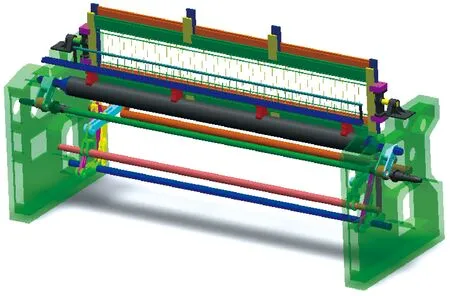
圖3 樣機裝配總成Fig.3 Assembly of prototype model
為了滿足裝配件3D打印工藝,要求子裝配和總裝模型在設計過程中預留0.5~0.7 mm的裝配間隙,以保證打印出的運動零部件能夠實現相對運動[9]。另外,需要對打緯-開口機構總裝模型進行相位設定和參數調試,完成約束設定、材料加載、布爾運算、模型驗證及自由度計算等工作。
3 工藝流程
3.1 打印設備
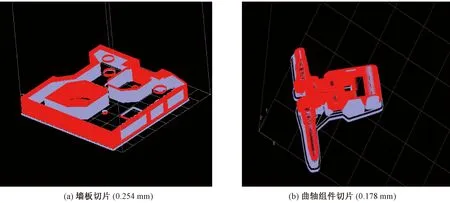
圖5 切片處理與軌跡計算Fig.5 Slice deal and path calculation. (a) Wallboard slice (0.254 mm); (b) Crankshaft component slice (0.178 mm)
利用美國Stratasys公司生產的Dimension Elite 3D打印機制作打緯-開口機構的比例模型,如圖4所示。該設備為工業級雙噴頭3D快速成型機,其系統結構主要包括封閉式打印腔室、模型材料盒、支撐材料盒、操控面板、開關電源、計算機、固件及電氣控制系統等。Dimension Elite系統采用熔融堆積(FDM)成型方式構造物體三維制件,打印過程由模型材料和支撐材料交替疊加鋪層,能夠打印具有復雜形態結構的零部件和一般組件模型。機器成型精度為80 μm,成型尺寸為203 mm×203 mm×305 mm,層厚為0.178~0.254 mm。
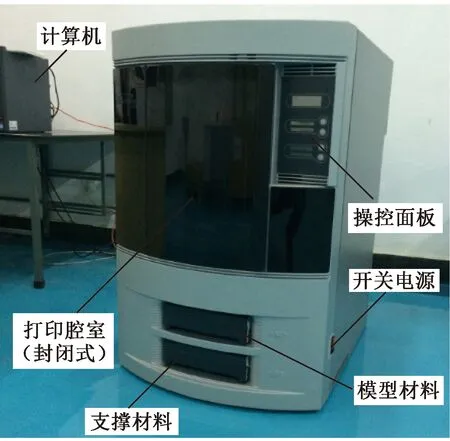
圖4 Dimension Elite 3D打印機Fig.4 3D printer of Dimension Elite
3.2 工藝分析與優化
3.2.1 切片處理與模型包
3D打印是逐層疊加材料的制造過程,打印前首先要對3D模型進行切片處理(即分層計算),切片過程會確定模型的材料用量、打印時間、層厚及噴頭運動軌跡等工藝參數[10]。考慮到打緯-開口機構的復雜性,先根據結構功能對三維總裝模型進行分解,然后再其轉化為STL格式,并送入打印控制軟件Catalyst EX進行打印工藝處理。
分解后的模型包括左右墻板、空心主軸、導架組件、曲軸組件、搖軸組件及開口組件。在Catalyst EX軟件環境下進行切片處理及模型包計算,這個過程需要分析和設定多個打印工藝參數,如方向設置、比例控制、層厚選擇及材料密度等。墻板模型和曲軸組件的切片計算結果如圖5所示。
圖5中切片層厚分別為0.178、0.254 mm,其中深黑色部分為模型材料,灰白色部分為打印過程所需的支撐材料。切片完成后通過計算將數據添加至模型包,如圖6所示,分別為曲軸組件、開口組件及導架組件的3D打印模型包。Dimension Elite系統可以直接讀取模型包數據進行3D打印,此外,保存后的模型包還可供系統反復調用,大大提高了模型工藝分析與3D打印的運行效率。
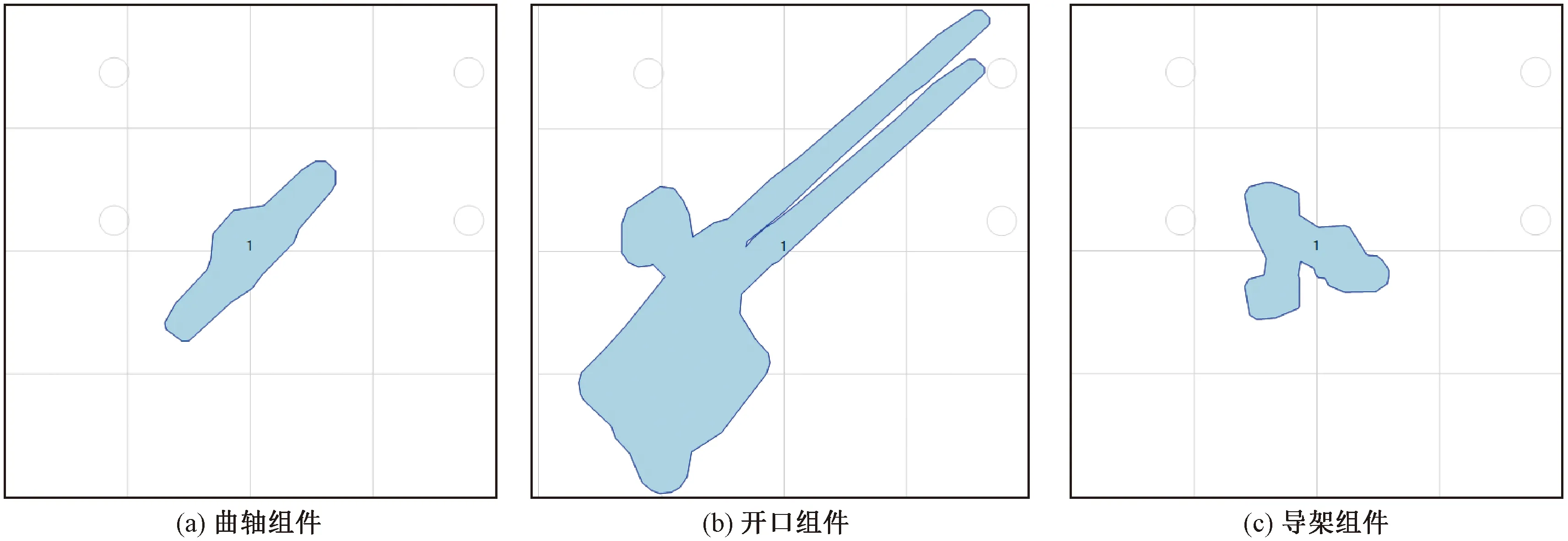
圖6 模型包計算Fig.6 Calculation of model packages. (a) Crankshaft component; (b) Shedding component; (c) Guide bracket component
3.2.2 工藝參數優化
工藝處理過程中要考慮模型的切片厚度、放置方向及打印精度的影響,因為這些因素不僅會影響到模型材料和支撐材料的消耗量,而且還決定著模型的打印時間,所以應對打印對象進行不同方式的切片處理和模型包計算[10],并根據模型結構特征確定最優的3D打印工藝參數。優化的基本原則是:在滿足模型裝配精度以及結構強度、剛度的前提下,盡量要求材料用量最少,打印時間最短。
Dimension Elite系統可以打印2種層厚的3D模型分別為0.178 mm和0.254 mm切片厚度下計算出的打印工藝參數。對于墻板、導架組件及曲軸組件,其放置方向會對打印工藝參數產生較大影響,所以分別從不同放置方向計算模型的打印參數,如表1、2所示。
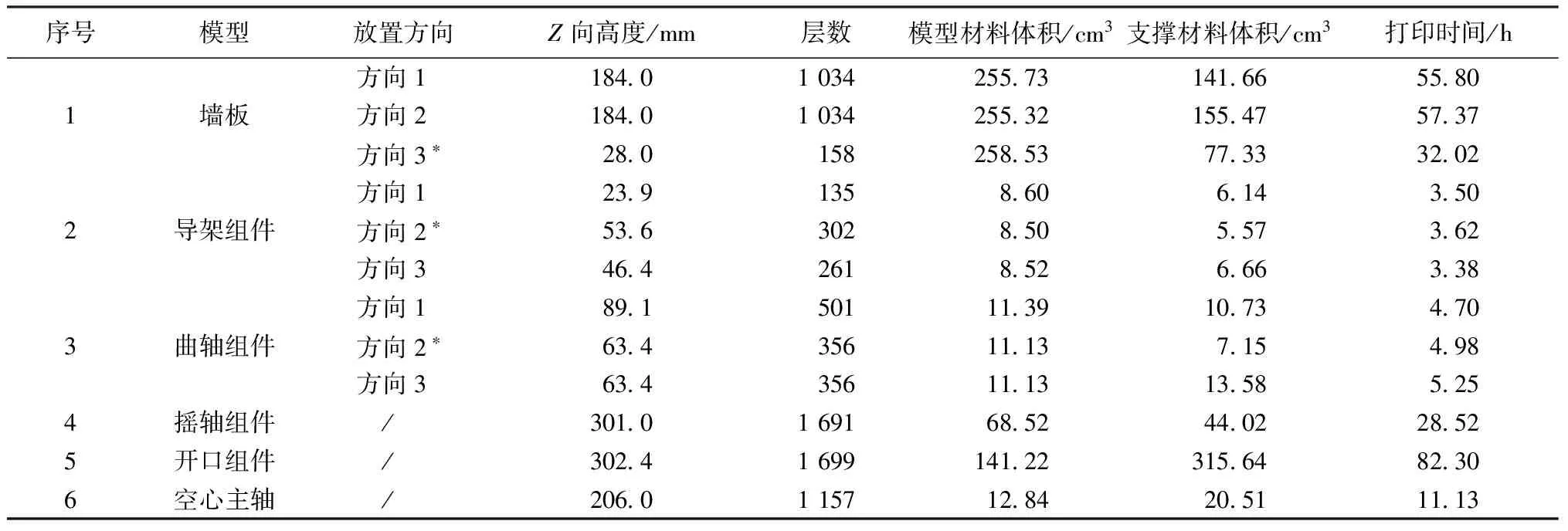
表1 3D打印工藝參數分析表(層厚為0.178 mm)Tab.1 Analysis table of 3D printing process parameters (slice thickness is 0.178 mm)
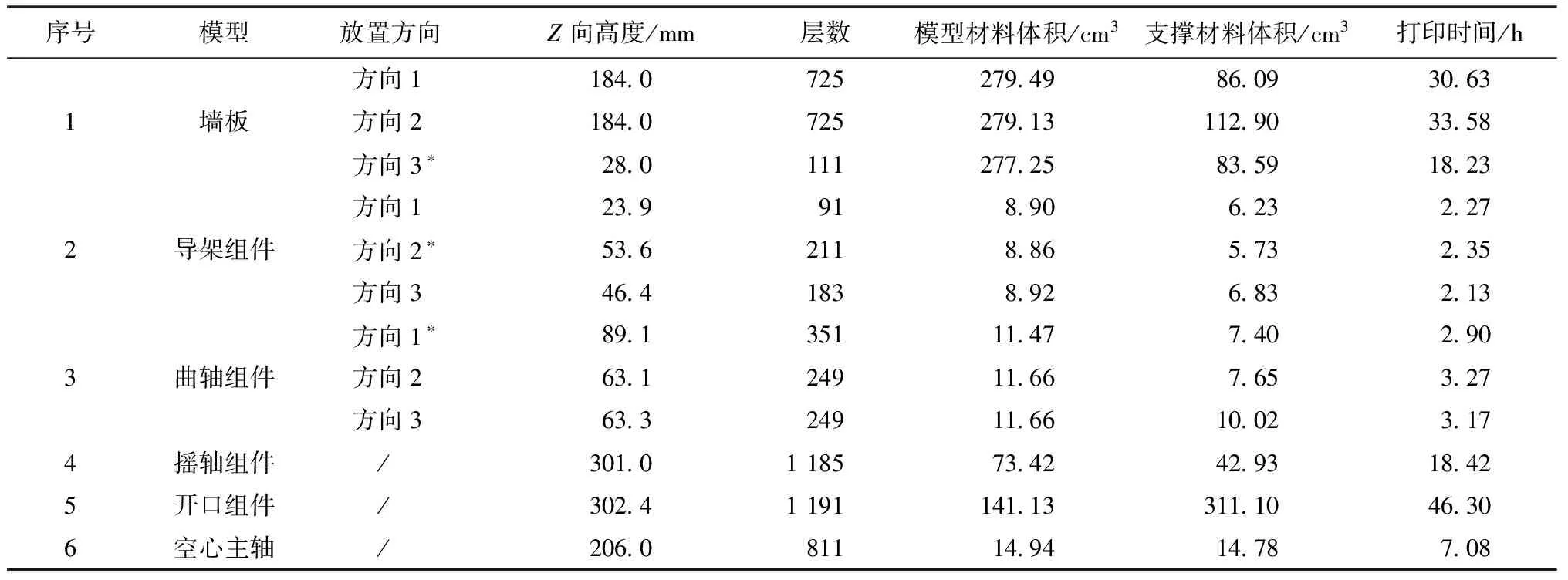
表2 3D打印工藝參數分析表(層厚為0.254 mm)Tab.2 Analysis table of 3D printing process parameters (slice thickness is 0.254 mm)
根據工藝優化原則,當打印層厚為0.178 mm時,最優打印工藝參數為墻板-方向3、導架組件-方向2、曲軸組件-方向2;當打印層厚為0.254 mm時,最優打印工藝參數為墻板-方向3、導架組件-方向2、曲軸組件-方向1。綜合考慮材料用量、打印時間、結構強度及剛度等因素,實際打印時墻板選用0.254 mm層厚,導架組件與曲軸組件選用0.178 mm層厚。
對于搖軸組件、開口組件及空心主軸,根據實際3D打印工藝經驗,只有將模型沿軸向放置才能獲得良好的打印質量,所以只設定一種放置方向。比較表1、2可知,這3類模型在0.178 mm層厚下的打印時間明顯長于0.254 mm層厚,而在模型材料和支撐材料用量方面則差異較小,考慮到軸類模型的強度和剛度要求較高,選擇0.178 mm層厚進行打印。
3.3 模型打印及后處理
根據最優打印工藝參數對各模型進行切片處理和模型包計算,啟動機器并將模型包數據送入Dimension Elite系統。為了實現絲狀材料的熱熔堆積成型,打印前需要對機器進行預加熱,即使封閉腔室環境溫度達到70 ℃左右,擠出機噴頭溫度達到220 ℃左右。
打印結束后將托盤從封閉腔室取出,如圖7所示。此時三維成型制件由模型材料(白色)和支撐材料(黑色)構成,其中模型材料為ABS工程塑料,支撐材料為可溶解的酸性材料。

圖7 去除支撐材料前的3D打印模型Fig.7 3D printing model before support removal. (a)Rockshaft and guide bracket; (b) Crankshaft component; (c) Shedding component
為了去除支撐材料,需將打印完成的模型置于氫氧化鈉溶液,并在超聲波清洗機中加熱至30~40 ℃浸泡一段時間,便可逐漸溶解掉附著在模型上的黑色支撐材料。溶解完成后取出打印模型并晾干,然后對其進行一系列工藝處理,如打磨、膠合、攻絲、擴孔及噴色等,成品模型如圖8所示。
4 比例模型及再開發
根據四連桿打緯與六連桿開口機構的數字樣機結構,對工藝處理完成的3D打印模型進行組裝。由于打印機成型尺寸的限制,打印過程對模型進行了1∶6的比例縮放,故組裝完成的機構與數字樣機具有相同功能的比例模型。
為了驗證數字樣機的結構和功能,在打緯曲軸和開口曲軸處安裝2個驅動電動機,通過控制電動機轉速來實現機構運動。利用C語言進行控制程序開發,并將編譯成功的程序上傳至電氣控制平臺,同時將比例模型與控制模塊相連,建立打緯-開口機構機電一體化比例樣機研究平臺,如圖9所示。該平臺主要由3D打印組件模型、單片機、適配器、智能控制器及相關電子器件搭建而成。
這種基于3D打印的機電一體化模型,不僅功能完整、拆卸方便、成本低廉,而且為紡織機械的模型展示和實驗研究提供了一個有效平臺。例如可通過電動機調速來研究打緯運動與開口運動的配合關系,同時還可用來驗證數字樣機的結構功能與運動狀態是否合理可行。
5 結 語
3D打印不僅已成為當前生產模式和先進制造技術發展的一種趨勢,而且將對未來科技和產業的發展產生深遠影響。通過將3D打印技術與紡織機械的設計制造相結合,成功研制了連桿式打緯-開口機構的機電一體化比例模型,探索和驗證了復雜連桿機械傳動系統的3D打印流程及可行性,有效降低了以往物理樣機的研制成本和實驗難度。FZXB
[1] 邱海飛, 王益軒. 數字化樣機技術與新型織機的研發[J]. 棉紡織技術, 2014, 42(11):78-82. QIU Haifei, WANG Yixuan. Research and development of digital prototyping technology and new looms[J]. Cotton Textile Technology, 2014, 42(11):78-82.
[2] 余東滿, 李曉靜, 王笛. 熔融沉積快速成型工藝過程分析及應用[J]. 機械設計與制造, 2011(8):65-67. YU Dongman, LI Xiaojing, WANG Di. Process analysis and application for rapid prototyping based on fused deposition modeling[J]. Machinery Design & Manufacture, 2011(8): 65-67.
[3] 程晨. 解析3D打印機: 3D打印機的科學與藝術[M]. 北京: 機械工業出版, 2014: 25-40. CHENG Chen. Practical 3D Printers: The Science and Art of 3D Printing[M]. Beijing: China Machine Press, 2014: 25-40.
[4] 鄭友德, 魏光禧. 3D打印開源硬件許可問題探討[J].華中科技大學學報(社會科學版), 2014,28(5):71-73. ZHENG Youde, WEI Guangxi. Discuss of the license problem of open-source hardware for 3D printing[J]. Journal of Huazhong University of Science and Technology(Social Science Edition), 2014, 28(5): 71-73.
[5] 崔鴻鈞, 李麗君, 陳愛香. 現代機織技術[M]. 上海: 東華大學出版社, 2010: 217-221. CUI Hongjun, LI Lijun, CHEN Aixiang. Technology of Modern Weaving[M]. Shanghai: Donghua University Press, 2010:217-221.
[6] 邱海飛, 王益軒. 雙側四連桿打緯機構動態載荷計算與仿真[J]. 紡織學報, 2014, 35(9):144-148. QIU Haifei, WANG Yixuan. Calculation and simulation of dynamic load for four-bar beating-up mechanism at both-side[J]. Journal of Textile Research, 2014, 35(9): 144-148.
[7] 魏軍,張士丹.基于虛擬技術的劍桿織機樣機仿真設計與分析[J].紡織科技進展,2011(1):28-32. WEI Jun, ZHANG Shidan. Simulation design and analysis on rapier loom based on virtual simulation technology[J]. Progress in Textile Science & Technology, 2011(1): 28-32.
[8] 邱海飛, 王益軒. 前死心位置處的六連桿開口機構振動分析[J]. 機械傳動, 2013(2): 84-86. QIU Haifei, WANG Yixuan. Vibration analysis of front extreme position of six-bar shedding mechanism[J]. Journal of Mechanical Transmission, 2013(2):84-86.
[9] 杜鵬, 王斌. 淺析3D打印機的發展趨勢[J]. 中國科技信息, 2014(7):141-143. DU Peng, WANG Bin. Analysis of the development trend of 3D printers[J]. Chinese Science and Technology Information, 2014(7):141-143.
[10] 余世浩, 周勝. 3D打印成型方向和分層厚度的優化[J]. 塑性工程學報, 2015, 22(6):7-10. YU Shihao, ZHOU Sheng. Optimizing of forming direction and slicing thickness in 3D printing[J]. Journal of Plasticity Engineering, 2015, 22(6): 7-10.
Application of 3D printing in beating-up and shedding mechanism of loom
QIU Haifei
(CollegeofMechanicalEngineering,XijingUniversity,Xi′an,Shaanxi710123,China)
In order to reduce the design cost and manufacturing difficulty of complicated textile machinery and equipment, 3D printing technology was applied to develop scale model of its function module.Digital prototype link beating-up and shedding mechanism was designed, and the model was translated into STL format for slice processing and model package calculating, and then the optimal parameters of its 3D printing process were confirmed by analyzing and comparing some factors, such as placement direction of the model, material dosage and molding time. Scale model of the mechanism was manufactured by industrial-grade 3D printer (Dimension Elite), and a control platform of electromechanical integration system of it was successfully developed C language and single chip microcomputer. The technology advantages of 3D printing in one-step shaping not only reduce development costs and experimental difficulty of physical prototype, but also provide a new idea and reference for model display, mechanism validation, performance evaluation and reliability analysis of the textile machinery and equipment.
3D printing; textile machinery; bar beating-up and shedding mechanism scale model
10.13475/j.fzxb.20160304006
2016-03-21
2016-07-17
陜西省教育廳專項科研計劃項目(15JK2177);西京學院科研基金項目(XJ150216)
邱海飛(1983—),男,講師,碩士。研究方向為紡織機械設計、機電產品數字化設計與開發。E-mail:qhf8386@163.com。
TS 04;TP 103
A
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03
