支柱孔滾子加工工藝及工裝的改進
2017-05-19 06:12:23丁世平徐衍行呂國新
哈爾濱軸承 2017年1期
丁世平,徐衍行,呂國新
(1.銀川市濱河科技學院,寧夏 銀川 750021;2. 哈爾濱哈軸精密軸承制造有限公司,黑龍江 哈爾濱 150036;3.西北軸承有限公司,寧夏 銀川750021)
支柱孔滾子加工工藝及工裝的改進
丁世平1,徐衍行2,呂國新3
(1.銀川市濱河科技學院,寧夏 銀川 750021;2. 哈爾濱哈軸精密軸承制造有限公司,黑龍江 哈爾濱 150036;3.西北軸承有限公司,寧夏 銀川750021)
針對支柱孔滾子加工難度大的問題,對工藝進行了改進,利用齒輪頂尖,確保支柱孔滾子的同軸度;利用雙刃鏜刀,確保支柱孔的粗糙度,解決了直徑95mm以上、長度140mm以上支柱孔滾子加工的瓶頸問題。并且提高了產品的加工質量。
支柱孔滾子;心軸頂尖;齒輪頂尖;雙刃鏜刀
1 前言
在軸承制造行業中,部分特大型圓錐軸承或圓柱軸承的軸向中心部位設計有圓孔,是一種中部空心的圓錐軸承或圓柱滾子,其中心孔用于貫穿支柱。根據裝配要求,支柱穿過圓柱滾子后與兩端保持架的端蓋相聯接,以隔離圓柱滾子。所使用的保持架是支柱焊接保持架,或支柱電鉚保持架,組成滾子—保持架整體組件。
現以支柱孔圓柱滾子為例,如圖1,分析說明圓錐齒輪自定心頂尖,在支柱圓柱滾子加工中的應用。
2 原加工工藝
SK40P原開的車加工工藝是:鋸斷(HA-400)→車外徑(SK40P)(車滾子一半)細車端面、外徑倒角、鉆中心孔、鉆孔、車穴、倒內孔倒角→車夾頭外徑(車滾子另一半)、第二端面、外徑倒角、車穴、倒內孔倒角。該工藝適合加工支柱孔滾子最大直徑在95mm以下、長度在140mm以下的滾子。
3 存在的問題
對于最大直徑在95mm以上、長度在140mm以上的支柱孔滾子,受SK40P數控機床徑向行程與軸向行程的限制,并且該機床在小托板上裝有鉆孔的輔助刀架,因此無法按原工藝加工。
以NFP6/730/C9支柱孔圓柱滾子為例,如圖1所示,分析帶有支柱孔類圓柱滾子在加工中存在的問題。該滾子所用材料為GCr15SiMn、硬度60~62HRC、直徑120mm熱鍛棒材,鉆孔內徑表面粗糙,經過熱處理后,表面的氧化皮無法去除干凈,組裝成軸承后,孔內徑與支柱發生摩擦,氧化皮掉入滾道,會造成軸承早期失效的潛在危險。
加工外徑留有夾根,端面、凹穴及倒角,外徑留有1.5mm余量,兩端面留磨量,用普通車床C7620,鉆直徑24mm的孔,鉆孔時每鉆進40mm就得退刀排屑,輔助時間長。掉頭車另一端面、倒角、車凹穴。
內徑加工完后,車床細車加工外徑時,采用夾盤夾持圓柱形胎具,將圓柱滾子內徑套在胎具的心軸頂尖上,如圖 2 所示,細車加工圓柱滾子的外徑,以確保φ24與φ113的同軸。
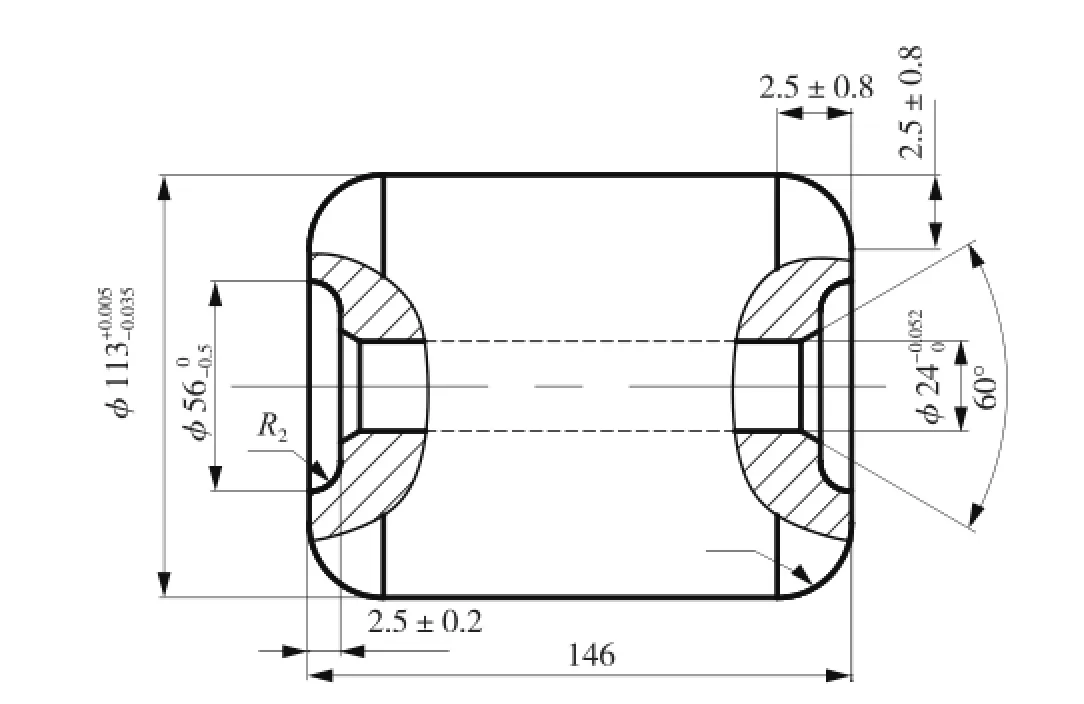
圖1 NFP6/730/C9支柱孔圓柱滾子
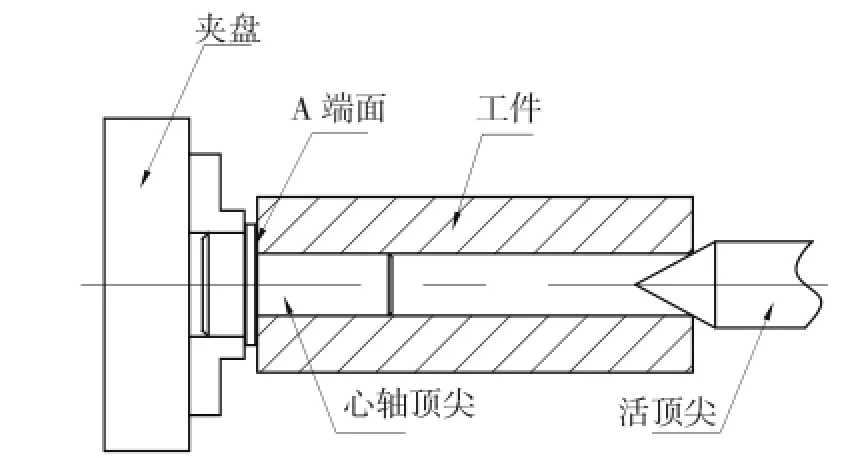
圖2 細車滾子外徑裝夾示意圖
胎具心軸頂尖與圓柱滾子內徑24mm相吻合,心軸頂尖A表面的粗糙度Ra3.2,心軸所用材料為45號鋼,熱處理硬度38~40HRC,以確保胎具心軸有一定的強度。
胎具的心軸頂尖長期使用,心軸頂尖會有較大磨損,造成與圓柱滾子支柱孔配合間隙較大,使圓柱滾子在旋轉過程中與主軸同軸度不穩定,時有打刀現象發生,此種胎具傳遞扭矩較小。車制圓柱滾子外徑時,如同軸度偏大,圓柱滾子端面與胎具A端面發生滑動現象,造成圓柱滾子端面與胎具A端面有劃傷現象。
由于圓柱滾子的規格不同,支柱滾子孔內徑有不同工藝尺寸,每一規格的圓柱滾子就要加工制作一種胎具,使胎具通用性差。給胎具的制作與保管帶來不必要的麻煩,浪費有效資源,生產效率低下。
4 胎具心軸改進
(1)經過多次論證,根據現有的設備加工能力以及圖紙的技術要求,重新設定產品加工工藝。
(2)改進后工藝路線為:鋸斷(HA-400)→粗車外徑(外徑車圓柱滾子一半,外徑給細車留1.5mm的細車量)(SK40P)、第一端面、車凹穴槽、倒角、鉆中心孔→粗車夾頭外徑,端面、倒角、車凹穴槽、鉆中心孔→鉆內徑孔(Z35)留量0.6mm→雙刃成形鏜刀鏜24孔(SK40P)、→雙頂尖頂內徑孔精車外徑(SK40P)。
(3)把胎具的心軸頂尖改為圓錐齒輪頂尖。如圖 3 所示,用三爪夾盤夾緊齒輪頂尖。
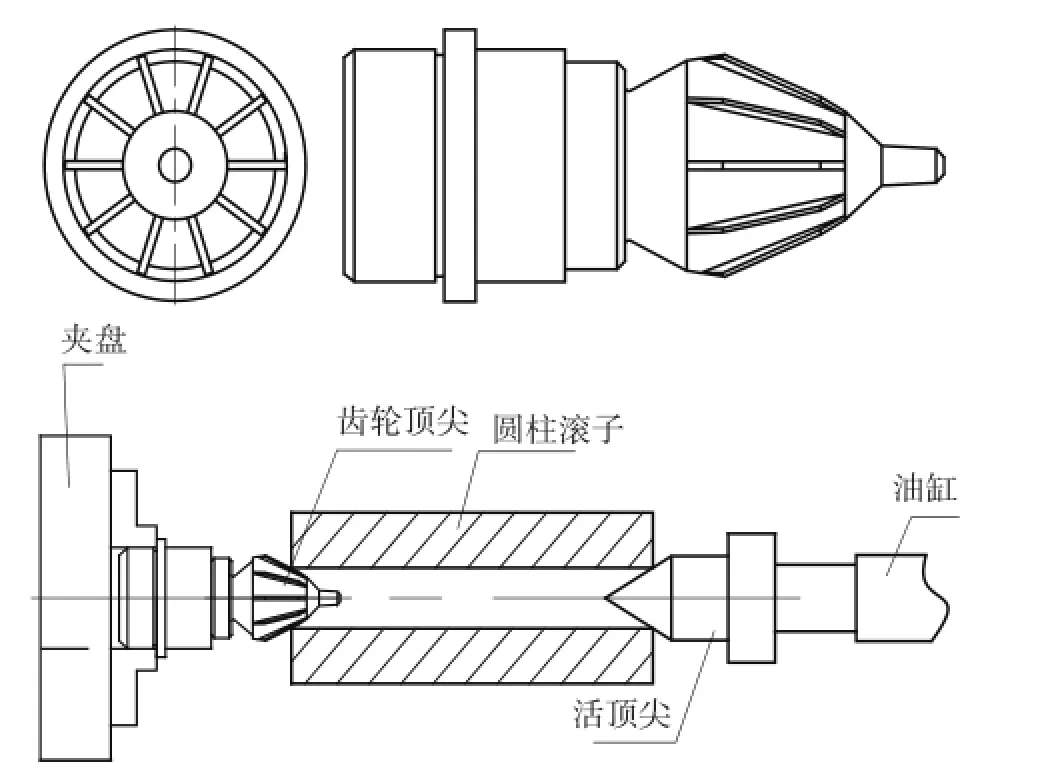
圖3 圓錐齒輪頂尖
(4)減少頂尖與圓柱滾子支柱孔的接觸面積,使頂尖與圓柱滾子的端面不發生接觸,避免圓柱滾子端面的劃傷。增大圓錐齒面與圓柱滾子支柱孔之間的壓力,使傳動的扭矩增大。
(5)圓錐齒頂尖與圓柱滾子支柱內孔沒有間隙存在,車制圓柱滾子外徑時,確保內徑與外徑的同軸度,支柱孔口部有圓錐齒頂尖擠壓痕跡。此壓痕可做標記使用,工藝設計允許。
(6)另一端面活頂尖改用液壓油缸頂緊,確保頂尖預緊力穩定不變,裝卸產品方便快捷,圓柱滾子無滑動現象發生。此種加工方法在車制圓錐支柱孔滾子時,一次裝夾,外徑即可加工成型,效率更高,減小輔助時間,極大降低勞動強度。
(7)結構簡單,便于制作,通用性強,質量穩定,生產效率提高五倍,圓柱滾子的粗車、細車均能夠加工。
(8) 支柱孔的精鏜0.6mm的量在SK40P機床加工,以確保φ24與φ113的同軸。利用成型合金雙刃鏜刀精鏜直徑24mm的孔,效率是車床精加工支柱內孔的 3 倍。雙刃鏜刀如圖 4 所示。圓柱滾子支柱孔精鏜后,表面粗糙度可達到Ra3.2,熱處理后孔內表面無氧化皮產生。

圖4 雙刃鏜刀
5 結束語
經過多次試制改進工藝,加工出的支柱孔圓柱滾子、支柱孔圓錐滾子完全符合工藝設計要求,生產效率顯著提高,減少機床的裝夾次數。圓錐齒頂尖可做幾種不同的齒數,圓錐齒的齒寬可以做2.5mm、2mm、1mm,三種不同的齒寬。在加工支柱孔圓柱滾子時,在凹穴處壓有不同的痕跡,以示區別不同批次的加工產品,根據痕跡做加工記錄,方便產品的追蹤。
(編輯:鐘 媛)
Improvement on processing technology and tooling of pillar hole roller
Ding Shiping1, Xu Yanhang2, Lv Guoxin3
( 1. Yinchuan City Riverside College of Science and Technology, Yinchuan 750021, China; 2. Harbin Hazhou Precision Bearing Manufacturing Co., Ltd., Harbin 150036, China; 3. Northwest Bearing Co., Ltd., Yinchuan 750021, China )
In order to solve the diff i cult problem of pillar hole roller in processing, the technology was improved by using top gear to ensure the coaxiality of pillar hole roller,and using double -edge boring cutter to get appropriate roughness of pillar hole. It solved the bottleneck problem of roller with diameter of more than 95mm and length of more than 140mm. The procesing quality of product was also improved.
pillar hole roller; spindle top ;top gear;; double-edge boring cutter
TH133.33+2
B
1672-4852(2017)01-0041-02
2016-12-16.
丁世平(1982-),男,工程師.