MZ204內徑磨床儀表座的修復方法
2017-05-19 06:12:23焦彩霞
哈爾濱軸承 2017年1期
焦彩霞,羅 紅
(哈爾濱軸承集團公司 小型球軸承分廠,黑龍江 哈爾濱 150036)
MZ204內徑磨床儀表座的修復方法
焦彩霞,羅 紅
(哈爾濱軸承集團公司 小型球軸承分廠,黑龍江 哈爾濱 150036)
針對MZ204內圓磨床測量儀表座固定螺絲孔易于磨損的問題,對該儀表座進行了恢復性修復,大大節省了維修成本,縮短了維修周期,有效延長了維修件的使用壽命。同時也為其它類似問題的解決,提供了參考。
內徑磨床;測量儀表座;螺絲孔;磨損;修復
1 前言
在日常生產中,設備的一些零部件,例如儀表座,不可避免地會出現磨損和消耗,最終導致失效,因此,必須及時更換或維修才能保證設備繼續工作。如果重新加工儀表座,勢必需要花費一定的時間和資金;如果更換新的儀表座則需要一定的庫存數量,占用一定的資金和庫房面積。在特定條件下,一些零件可以通過快速維修并在維修過程中改善其性能,既可以大幅提高零件的使用壽命,又可以節省被更換零件的制造費用和制造時間;或者降低庫存數量和資金占用。
2 存在的問題
MZ204內徑磨床儀表座是通過燕尾導軌與機床床身聯結,并對內徑主動測量電感儀進行固定的零件,見圖 1,其作用是保證電感測量儀的位置能夠滿足測爪進行準確測量。由于儀表座的材料為灰口鑄鐵,在經常的調整過程中,其中較小的螺紋孔容易磨損、脫扣,最終因為無法將螺釘4 旋緊而導致整體報廢,失效部位見圖 2。
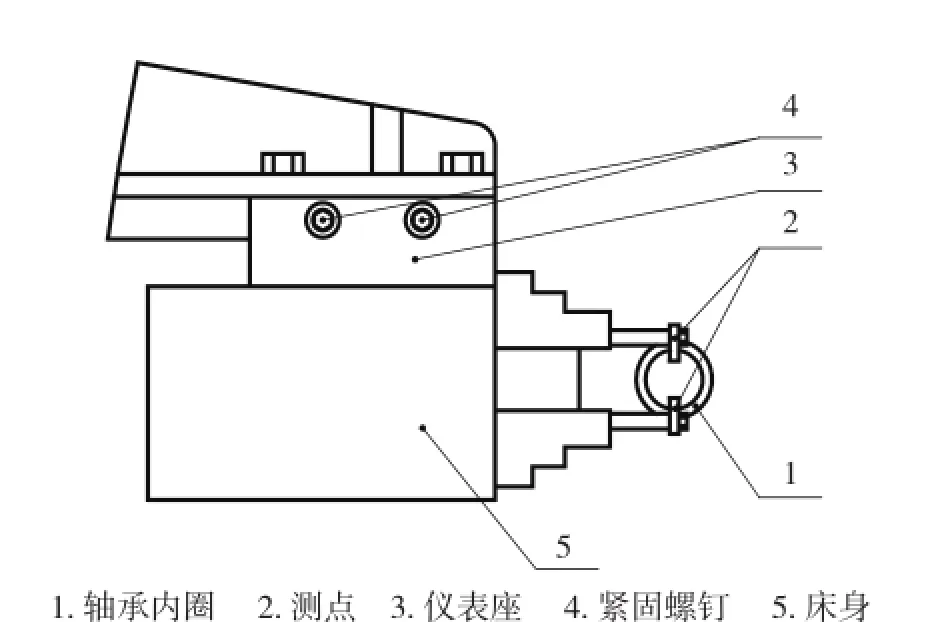
圖1 儀表座安裝示意圖
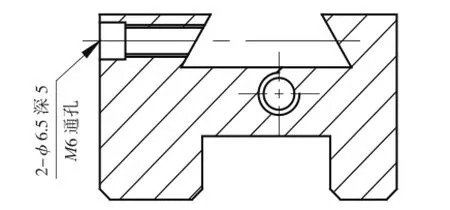
圖2 表機座剖面圖
3 修復過程
3.1 修復方法的確定
如果采用焊接方法,將原有絲孔填塞,這樣材料會硬化,下一步的鉆孔、攻絲將會很困難,因此不是最佳選擇。
通過測量M6絲孔周圍空間,可以嵌入帶絲孔鋼套。為確保接觸牢固可靠及加工、安裝方便,決定采取以下措施:
(1)鋼套外圓加工出螺紋;(2)涂抹膠粘劑旋入表機座。
此方法簡便易行,加工周期短,費用低廉,因此是最佳選擇。
3.2 工藝過程
(1)將Ф6.5mm深5mm孔及M6絲孔加工成M8×1絲孔 。
(2)設計、加工鋼套。技術人員經過計算,鋼套的壁厚只有不到1mm,考慮強度問題,將絲孔改為M5螺紋,長度L由實際測量獲得,見圖 3。
(3)涂抹膠粘劑。
(4)將鋼套旋入表機座,見圖 4。
(5)將凸出于燕尾槽斜面之外的鋼套材料打磨去除。
4 效果分析
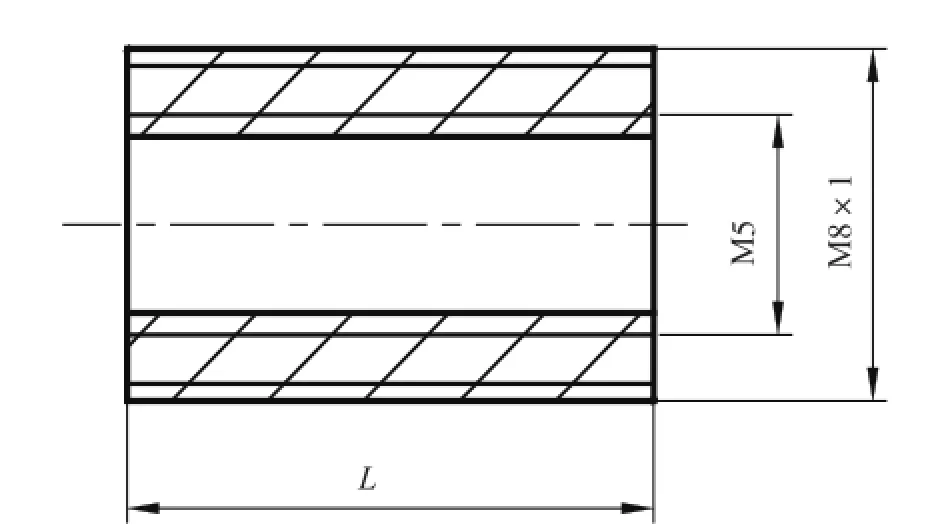
圖3 鋼套
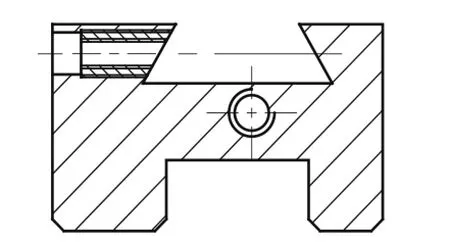
圖4 修復后的表機座剖面圖
4.1 加工周期
假設沒有備件的庫存,如果重新投料加工新的儀表座,從投料到成品,完成各道工序的工時總和應不少于5h,再加上部門協調、檢測、周轉等時間,其加工周期會更長。采用加鋼套修復方法,實際加工時間為3h。
4.2 經濟效益
正常加工儀表座,材料費用和加工費用為105元/件。采取修復辦法的費用僅為10元/件,直接節約費用95元,節約率約為90%。
4.3 使用效果
由于鋼材綜合機械性能遠高于灰口鑄鐵,尤其在細小的機構方面優勢更加明顯,如果將鋼套進行淬火處理,其使用壽命將會成倍提高,屆時只需要更換緊固螺栓即可。
5 結束語
實踐證明,這次改進非常成功,在生產效率、節約資金、提高工件使用壽命等方面均取得滿意結果。對于那些體積大、結構復雜、加工周期長、造價較高的工件,更適合采用這種方法進行修復,同時還能獲得更長的使用壽命。
(編輯:林小江)
Repair method of meter base of MZ204 inner hole grinding machine
Jiao Caixia, Luohong
(Small Ball Bearing Branch,Harbin Bearing Group Corporation,Harbin 150036,China )
In order to solve the problem that the inner screw holes used to fi x meter base of the MZ204 inner hole grinding machine are easy to worn, the instrument base is repaired, which can save the substantial maintenance cost and shorten the maintenance period, and effectively prolong the service life of the parts. At the same time, it also provides a reference for solving other similar problems.
internal hole grinding machine; measuring instrument base; screw hole; wear; repair
TG581+.2
B
1672-4852(2017)01-0043-02
2017-03-02.
焦彩霞(1974- ),女,高級工.
猜你喜歡
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56