大型調心滾子軸承的全互換合套方法
2017-05-19 06:12:23張恩赫
哈爾濱軸承 2017年1期
關鍵詞:檢測
焦 靖,伊 靜,張恩赫
(1. 瓦房店軸承集團有限責任公司,遼寧 瓦房店 116300;2. 哈爾濱哈軸精密軸承制造有限公司,黑龍江 哈爾濱150036)
大型調心滾子軸承的全互換合套方法
焦 靖1,伊 靜2,張恩赫1
(1. 瓦房店軸承集團有限責任公司,遼寧 瓦房店 116300;2. 哈爾濱哈軸精密軸承制造有限公司,黑龍江 哈爾濱150036)
針對大型調心滾子軸承合套后游隙不穩定的問題,從合套理論入手,詳細分析了產生問題的原因,采取了相應的解決方法,并制造了專用檢測儀器,提高了合套率和生產效率,減小了返修品率。
大型調心滾子軸承;合套率;游隙;專用檢測儀器;返修品率
1 前言
調心滾子軸承的合套就是內滾道、外滾道、滾子尺寸公差的良好配合,在保持架質量合格的情況下,達到合格的成品游隙要求。
2 合套原理
符號含義:
Dw——滾子直徑,mm;
De——外滾道直徑,mm;
dix——內滾道直徑名義尺寸,mm;
di——內滾道直徑測量尺寸,mm;
Gr——成品游隙,mm;
△Gr——成品游隙變化量,mm;
△De——外滾道直徑公差,mm;
△di——內滾道直徑測量尺寸公差,mm;△dix——內滾道直徑名義尺寸公差,mm;△Dw——滾子直徑尺寸公差,mm;
α—— 產品接觸角。
圖1 中顯示出調心滾子軸承各尺寸間的幾何關系 ,通常以實測偏差值參與計算,從圖 1 中可看出,調心滾子軸承的游隙計算公式:△Gr=△De- △dix- 2△Dw。
但是△dix測量不出來,只能測量△di,從圖1 可看出,在di和dix組成的三角形中di=dix×cosα通常用公差值來計算:△di=△dix×cosα,以FL-240/600/W33為例,△dix=△di/cosα,圖紙中給定的α為11°20′,工藝規定△di為+0.03~ -0.03,則△dix=(+0.03~-0.03)mm/cos11°20′=0.0306~ -0.0306mm,即△dix與△di只相差(+0.0306~ -0.0306)-(+0.03~-0.03)=0.0006mm,千分表的表針檢測不出來,可以忽略不計。
所以調心滾子軸承游隙計算公式:△Gr=△De-△dix- 2△Dw可近似由公式:△Gr=△De- △di- 2△Dw代替,則可導出: △De=△Gr+△di+2△Dw,△di=△De-2△Dw- △Gr。
3 原合套方法
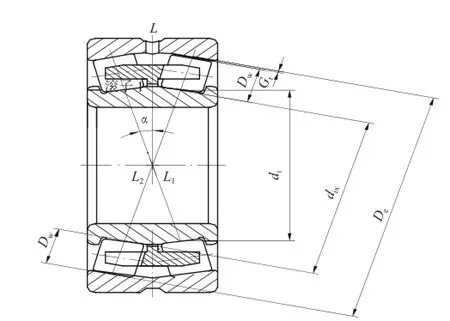
圖1 大型調心滾子軸承尺寸標注
(1)我們加工先到磨加工現場的內圈(或者外圈)所有工序,
(2)待滾子到分廠后,見滾子直徑尺寸公差(尺寸散差大),計算出外圈滾道尺寸(或者內圈滾道)公差,并加工第一件。
(3)用加工好的內圈、外圈、滾子、保持架各一件一起合套,檢測游隙合格后,根據滾子尺寸公差,計算出剩余外圈的滾道(或者內圈滾道)尺寸公差,再批量加工。
反之,外圈先到磨加工作業現場,也是一樣。這樣影響生產進度和交貨期,還因為尺寸、曲率、位置檢測不準確,影響合套率。
為此,我們研究、試驗,采用全互換合套,避免此弊端。即內、外滾道同時按工藝要求加工,研究出確實可行的尺寸、曲率、位置的準確檢測方法,等保持架、滾子來貨即可裝配合套,縮短了成品出產期,減少因配不上套引起的在制品積壓。
4 現全互換合套方法
(1)所有產品內滾道尺寸公差保證在±0.03mm以內。
(2)滾子尺寸公差控制在±0.015mm以內。
(3)大型調心滾子軸承的保持架都是車制或壓鑄實體架。
(4)所有游隙公差反映在外滾道尺寸上。
基于前面兩點,內滾道尺寸公差已知△di=±0.03mm,滾子尺寸公差
已知△Dw=±0.015mm,產品代號確定了,則內徑尺寸查GB/T 4604-2006和企業大型調心滾子軸承的徑向游隙標準,可知游隙數值Gr,則可計算出外滾道尺寸公差:△De=△Gr+△di+2△Dw,Demax(最大尺寸)= Grmax(最大游隙)+△dimin(最小尺寸)+2Dwmin(最小尺寸);Demin(最小尺寸)= Grmin(最小游隙)+dimax(最大尺寸)+2Dwmax(最大尺寸),所以只要有產品圖紙,就可確定出內、外滾道、滾子直徑的尺寸公差,即可同時加工內、外圈滾道。
5 前期加工過程中出現的質量問題
5.1 內滾道尺寸檢測的不準確性
內圈滾道的結構特點見圖 2。

圖2 內滾道結構特點
其中:
Bi——表高;
R——內滾道曲率;
X——內滾道曲率中心對內圈中心線的徑向距離;
Y——內滾道曲率中心對內圈中心的軸向距離;
B——內圈寬度。
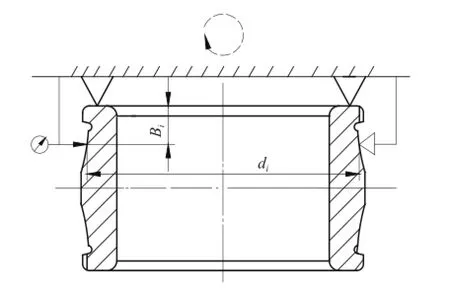
圖3 內滾道直徑檢測位置
大型調心滾子內滾道檢測儀器是用管尺在表高Bi的位置檢測di,如圖 3 表高Bi對應的滾道位置,是滾子和內滾道正確的接觸點,Bi的位置點是用卡尺來定位,不準確,Bi不準,則di也會有變化,以FL-240/600/W33為例,產品圖紙尺寸:Bi:68.791 di:670.662,R:480.5 X:735.866 Y:147.486 B:272。因為手誤或眼觀誤差,用卡尺確定表高點時,表高Bi比名義尺寸高0.1mm或低0.1mm是很正常的。由圖 2 可導出幾何關系,di=2×{X-R2-[(Y-B/2)+Bi)2] }。若Bi+0.1mm時,即Bi+0.1=68.891mm則經計算理論尺寸di(Bi+0.01)=670.7032mm;比di:670.662mm大0.041mm,但實際上加工滾道時,操作者不知道Bi+0.01mm,還是用di=670.662mm對表,因為曲率不變,在不同點尺寸變動量是一致的。所以Bi+0.1mm處滾道實際加工尺寸di:670.662-0.041=670.621mm, Gr= De-di- 2Dw,如果De、2Dw是合格的,di減小了0.041mm故合套后,游隙增大0.041mm。若Bi-0.10時 即Bi-0.1=68.691mm,則經計算 di(Bi-0.01)=670.623mm,比di加大0.039mm,但實際加工滾道時,操作者不知道Bi:-0.01mm,還是用di=670.662mm來對表,所以Bi處滾道實際加工尺寸670.662+0.039=670.701mm故成品游隙減小0.039mm。而游隙△Gr只有0.31~0.48mm,經計算:外溝尺寸公差=△Gr+△di+2△Dw=(0.31~0.48)+(0.03~-0.03)+2×(+0.015~-0.015)= 0.28~0.45mm,合套時,當外滾道的最小公差與內滾道的最大公差及滾子的最大公差相配合時,即Gr=0.28是最小的游隙,是合格的;但因為表高Bi不準確,影響內滾道尺寸公差△di,會導致游隙比0.28mm小0.039mm左右,導致成品游隙不合格。當外滾道的最大公差與內滾道的最小公差及滾子的最小公差相配合時,原則上是最大游隙Gr=0.48mm,是合格的,但是因為表高Bi(-0.1mm)不準確,影響內滾道尺寸公差△di,導致實際游隙比最大許可游隙0.48mm大0.039mm左右,導致游隙不合格,影響合套率。
解決方法:見章節6,檢測儀器設計。
5.2 加工工藝存在的問題
5.2.1 磨削量大導致工件變形
外滾道尺寸因硬車留量大,磨削熱大,導致外滾道細磨后收縮量大、成品滾道尺寸公差不準確。
解決方法:壓縮硬車留量,壓嚴硬車的各種形位公差,給細磨留0.2~0.3mm磨量,保證外滾道細磨尺寸公差的準確性。
5.2.2 曲率和位置的不準確
以前加工內滾道時,曲率和位置用樣板眼觀,不能數字量化。
(1)曲率不合格會影響滾子和內滾道的接觸點位置,曲率小了,滾道兩邊將滾子裹起,成品使用時容易快速疲勞、損壞、異音;曲率大了,滾子與內滾道的接觸點位置也變了,不在正確的接觸位置,會影響成品調心性能,影響承載能力并導致早期疲勞。
(2)內滾道位置不對,會導致滾子在保持架兜孔里的接觸位置不對,滾子和內滾道的接觸點不對,和外滾道的接觸位置不對,所有的滾道尺寸和滾子尺寸都配合不好,會影響成品游隙。內滾道的位置不準確,會造成內滾道尺寸不準(同樣的表高點Bi,因位置不合格,檢測的di已不是實際滾子和內滾道接觸點處的尺寸,所以會與理論di尺寸不一樣),如圖 4。
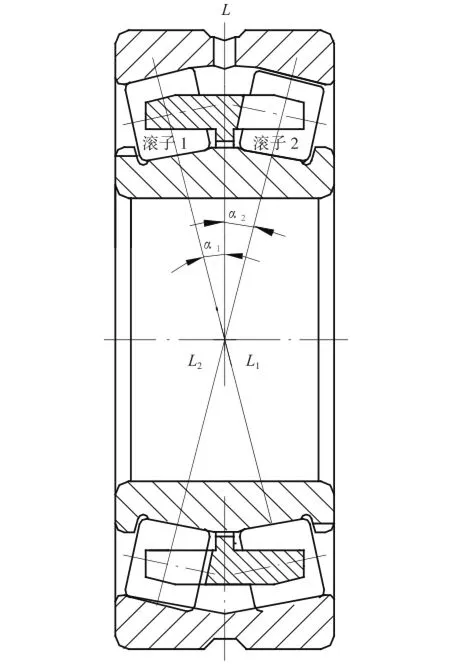
圖4 內滾道位置不對示意圖
圖4 中,L為軸承的軸向中心線;當內滾道位置合格時,滾子和內、外滾道的接觸點連線L1與L的夾角α,α為軸承回轉時的正確壓力角;當內滾道位置不合格時,滾子和內、外滾道的接觸點連線L2與L的夾角為α2,α2為軸承回轉時的不正確壓力角。
滾子 2 是內滾道位置不合格時,當位置偏向右端面時,滾子在內滾道的束縛下與外滾道的運行軌跡L2與L的夾角為α2, α2大于α1,滾子會將外滾道頂起來,影響回轉,造成游隙小或無游隙。要達到游隙合格,就必須加大外滾道尺寸公差,這樣就偏離了計算的外滾道尺寸公差,使全互換合套無望。
6 檢測儀器設計
為了使游隙準確,必須使曲率和位置準確。普通的用位置樣板看縫隙的方法誤差太大,不便于指導設備參數的調整。如果用三座標檢測每一件內滾道位置的話,效率很低,而且因為數量多也不現實。
終上所述,要想達到全互換合套,必須解決加工過程中出現的問題,為此,我們設計了準確檢測內滾道尺寸、位置、曲率的檢測裝置,如圖5 。
圖5 中,溝道表高點A點是尺寸檢測百分表,與之在同一平面的相隔180°的B點是定位支承點,在支承點的上、下方距滾道邊緣30mm處各有一個千分表,用來檢測滾道曲率和位置;在檢測產品時兩塊千分表的示值在±0.005mm公差范圍內表示位置和曲率是合格的, 如果兩塊千分表的示值不在±0.005mm公差范圍內表示位置和曲率不合格,就調整加工設備參數,直到兩個千分表的示值在公差范圍內為止,用此檢具檢測的溝道尺寸、位置和曲率合格的內滾道,在其它零件尺寸準確的情況下,成品游隙一定合格,而且效率高、節省時間、準確性很高,從而達到調心滾子軸承的全互換合套。
此儀器使用時,必須有內滾道標準樣圈作為標準件,這樣能夠實現每一規格產品滾道檢測時,對表都用同一標準件,保證每一批次內滾道尺寸檢測的準確性與曲率、位置的一致性,從而實現調心滾子軸承的全互換合套。
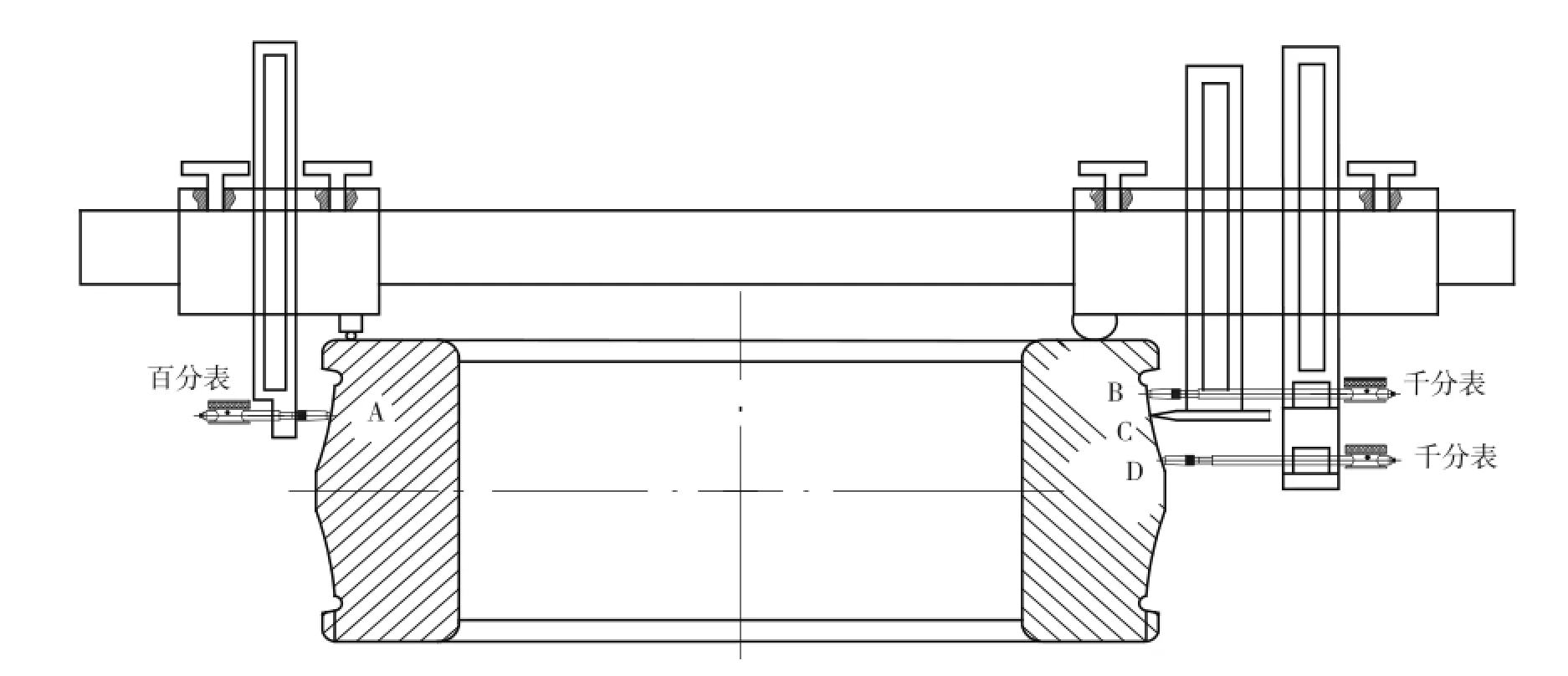
圖5 檢測儀器測量示意圖
7 結束語
經過上述一系列的分析和改進,實現了大型調心滾子軸承的全互換合套,提高了生產效率和產品質量,減少了勞動強度和返修率。
(編輯:林小江)
Interchangeble matching method of large-scale spherical roller bearing
Jiao Jing1,Yi Jing2, Zhang Enhe1
( 1. Wafangdian Bearing Group Co.,Ltd.,Wafangdian 116300,China; 2. Harbin Hazhou Precision Bearing Manufacturing Co., Ltd., Harbin 150036, China )
In view of the clearance instability problems of large-scale spherical roller bearing after matching, starting from the matching theory, analyzing detailedly the cause of the problems, putting forward the corresponding solving methods and making special detecting instruments, the matching rate and production efficiency are improved, meanwhile, the rate of rework is reduced.
large-scale spherical roller bearing; matching rate; clearance; special detecting instruments; rework rate
TH133.33+2
B
1672-4852(2017)01-0045-04
2017-03-23.
焦 靖(1968-),女, 中級工程師.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48