基于PF753實現(xiàn)的復(fù)卷機傳動控制系統(tǒng)及其應(yīng)用
2017-06-05 14:20:15艾比布勒賽塔爾巴可熱木艾克拜爾劉亞偉錢念書
中國造紙 2017年5期
關(guān)鍵詞:變頻器
趙 丹 艾比布勒·賽塔爾 巴可熱木·艾克拜爾 劉亞偉 錢念書
(國網(wǎng)烏魯木齊供電公司,新疆烏魯木齊,830000)
·復(fù)卷機傳動控制系統(tǒng)·
基于PF753實現(xiàn)的復(fù)卷機傳動控制系統(tǒng)及其應(yīng)用
趙 丹 艾比布勒·賽塔爾 巴可熱木·艾克拜爾 劉亞偉 錢念書
(國網(wǎng)烏魯木齊供電公司,新疆烏魯木齊,830000)
以羅克韋爾公司的PF753變頻器為基礎(chǔ),以復(fù)卷機電控系統(tǒng)為研究對象,分析復(fù)卷機的工作原理和傳動工藝,從硬件設(shè)計和軟件實現(xiàn)兩個方面分析并設(shè)計出一套基于PF753變頻器實現(xiàn)的復(fù)卷傳動控制系統(tǒng)。通過現(xiàn)場調(diào)試,包括PF753變頻器自整定調(diào)試、PF753基本參數(shù)的設(shè)定、速度基準值選擇及調(diào)速參數(shù)的設(shè)定、通信模塊功能參數(shù)的設(shè)定,復(fù)卷機能夠穩(wěn)定運行,生產(chǎn)出合格紙卷。
復(fù)卷機;PF753;控制系統(tǒng);調(diào)試
(*E-mail: 1148180427@qq.com)
復(fù)卷傳動主要應(yīng)用于造紙、鋼鐵等行業(yè)的具有卷材卷曲或分切工藝的設(shè)備,生產(chǎn)出符合規(guī)格要求的成品卷材。以造紙行業(yè)為例,復(fù)卷傳動主要應(yīng)用于復(fù)卷機自動控制系統(tǒng)中,控制系統(tǒng)能否正常穩(wěn)定運行,直接影響著成品紙卷的質(zhì)量。因此,復(fù)卷機傳動控制的研究對于提高產(chǎn)品質(zhì)量顯得十分必要。筆者根據(jù)企業(yè)實習(xí)的經(jīng)歷和實踐項目的機會,在河北辛集某紙廠復(fù)卷機傳動項目中設(shè)計出一套基于羅克韋爾PF753變頻器的復(fù)卷機傳動控制系統(tǒng),實現(xiàn)復(fù)卷機穩(wěn)定運行,生產(chǎn)出合格紙卷。
1 復(fù)卷機介紹
1.1 復(fù)卷機傳動原理
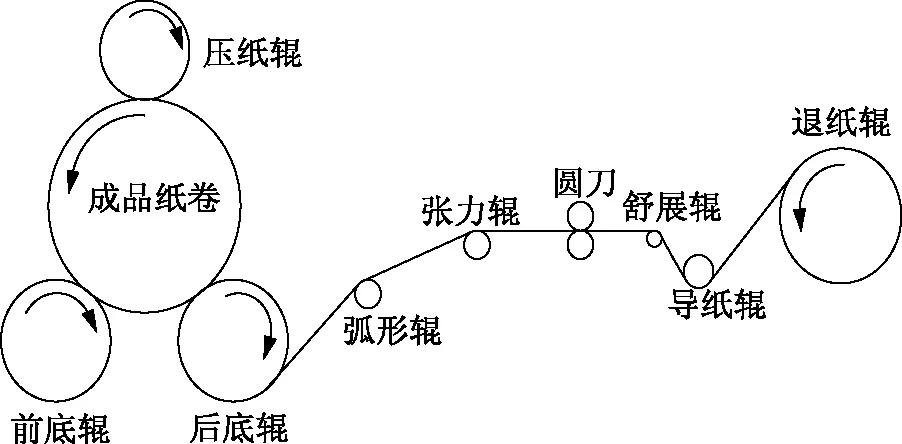
圖1 復(fù)卷機結(jié)構(gòu)示意圖
本課題以下引紙復(fù)卷機為例,其結(jié)構(gòu)示意圖如圖1所示。紙幅從退紙卷上引出來,經(jīng)過導(dǎo)紙輥、舒展輥、圓刀、張力輥及弧形輥后進入底輥,再經(jīng)過后底輥與紙芯接觸并開始復(fù)卷[1]。
復(fù)卷機工作時,將待復(fù)卷的紙卷放在液壓無軸退紙架上,退紙架上配有交流變頻電機、光電編碼器及張力傳感器以使紙幅保持均勻的張力,并在斷紙時能使紙幅快速制動。紙幅由退紙輥引出,通過遞紙裝置和導(dǎo)紙輥裝置,經(jīng)過舒展輥舒展后,通過縱切圓刀,再經(jīng)過弧形輥,繞過后支承輥而纏卷在成品卷紙筒上,由兩個底輥驅(qū)動而牽動紙張前進。
1.2 復(fù)卷機傳動控制工藝
由于不同類型的紙張選用相應(yīng)類型的復(fù)卷機進行復(fù)卷,復(fù)卷出的成品紙卷的質(zhì)量指標不同,因此對復(fù)卷機傳動控制系統(tǒng)的要求也不同,本課題以下引紙復(fù)卷機傳動控制系統(tǒng)為例。合格的成品紙卷必須具有足夠的硬度,滿足內(nèi)緊外松,徑向硬度分布均勻,以保證運輸過程中不變形、不崩裂,在印刷設(shè)備或其他加工設(shè)備上能平穩(wěn)運行[2]。
復(fù)卷機傳動控制系統(tǒng)由前底輥、后底輥、退紙輥3個傳動點組成,其中后底輥為主令單元,總體上采用轉(zhuǎn)速電流雙閉環(huán)控制。在后底輥需加入定積分環(huán)節(jié)、S型升降速環(huán)節(jié);前、后兩底輥要加速差控制和負荷分配控制;退紙輥需加弱磁控制、轉(zhuǎn)矩控制、電流控制、點動控制、退卷張力控制。退紙卷張力控制可以采用直接張力控制或間接張力控制;壓紙輥的壓力控制采用帶電液比例閥的液壓控制系統(tǒng);圓刀采用交流變頻傳動,其車速緊隨后底輥車速的變化而變化,并高出幾個百分點[3]。
2 傳動控制系統(tǒng)硬件設(shè)計
2.1 控制系統(tǒng)的基本參數(shù)
河北辛集某紙廠復(fù)卷機,設(shè)計要求紙幅寬度2600 mm,設(shè)計車速900 m/min。前底輥現(xiàn)場電機參數(shù):額定電壓380 V、額定功率15 kW、額定轉(zhuǎn)速970 r/min;后底輥現(xiàn)場電機參數(shù):額定電壓380 V、額定功率15 kW、額定轉(zhuǎn)速970 r/min;退紙輥現(xiàn)場電機參數(shù):額定電壓380 V、額定功率22 kW、額定轉(zhuǎn)速975 r/min。復(fù)卷機現(xiàn)場工況如圖2所示。

圖2 辛集某紙廠復(fù)卷機設(shè)備
2.2 傳動控制系統(tǒng)硬件總體設(shè)計
控制系統(tǒng)采用羅克韋爾PF753變頻器和PF525變頻器作為各傳動點的驅(qū)動單元,采用1769-L24ER-QB1B可編程控制器作為總控制器,2711pK10C4D8操作屏作為人機界面。變頻器通信模塊選用20750ENETR以太網(wǎng)適配器,各單元之間采用EtherNet進行通信,使用RSLinx組態(tài)軟件和RS5000編程軟件對傳動控制系統(tǒng)進行組態(tài)和編程設(shè)計。復(fù)卷機傳動系統(tǒng)總體設(shè)計圖如圖3所示。
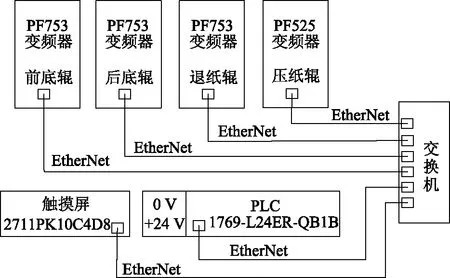
圖3 復(fù)卷機傳動系統(tǒng)總體設(shè)計
傳動控制系統(tǒng)主體設(shè)計分為:前底輥、后底輥、退紙輥速度給定控制設(shè)計,前底輥負荷分配設(shè)計,退紙輥恒張力控制設(shè)計,壓紙輥壓力曲線模型設(shè)計。
2.3 PF753變頻器硬件接線
前底輥、后底輥、退紙輥變頻器的硬件接線圖基本一致,如圖4所示。該硬件接線圖包括電機、電機風(fēng)機、編碼器、輔助控制、直流母線及制動單元等接線。采用直流母線供電方式,可以使系統(tǒng)內(nèi)各電機或電機組各自實現(xiàn)正向電動、制動以及反向電動、制動的四象限運行,并使處于發(fā)電狀態(tài)的電機能量經(jīng)母線直接供給處于電動狀態(tài)的電機,大大提高了能量的再利用率,具有明顯的節(jié)能效果。同時,在復(fù)卷機正常運行時,退紙輥制動電流(發(fā)電狀態(tài))反饋到母線上,其電能正好可以提供給前后底輥(電動狀態(tài))使用。為了防止傳動控制系統(tǒng)中部分傳動點處于動態(tài)過程時,大功率裝置在回饋制動狀態(tài)工作,則易引起能量向小功率裝置涌流,引起小功率裝置過流跳閘。在本復(fù)卷機控制系統(tǒng)中由于退紙輥和前后底輥調(diào)速裝置功率相差較大,存在能量涌流的現(xiàn)象,因此在母線上連接了制動斬波器和制動電阻,采用能耗制動,防止急停時能量回饋導(dǎo)致升壓,從而損壞裝置。
3 傳動控制系統(tǒng)軟件設(shè)計
結(jié)合復(fù)卷機傳動控制的工藝和控制要求(如圖5所示),進行軟件程序設(shè)計。
如圖5所示,對于壓紙輥壓力控制,從觸摸屏上給定紙張定量和檢測到的直徑反饋值得到壓力自動輸出值,通過壓力手動和自動切換的選擇,得到2種方式的壓力給定值。對于前后底輥轉(zhuǎn)矩差控制,可以選擇3 種速度:運行速度、底輥單動速度和引紙速度。選擇的速度經(jīng)過斜坡函數(shù)得到線速度的斜坡輸出值,斜坡輸出值再乘以后底輥速度校準系數(shù)就是后底輥的給定速度。而線速度的斜坡輸出值乘以前底輥速度校準系數(shù)就是前底輥速度給定,再乘以前底輥工藝系數(shù)就得到前底輥的給定速度。對于恒張力控制,通過張力選擇模塊分別依情況選擇0、靜張力、運行張力3種張力,經(jīng)濾波函數(shù)后乘以1%將張力值變?yōu)榘俜謹?shù)的表達形式,再經(jīng)過斜坡。結(jié)合后底輥的加速度對張力變化進行動態(tài)補償,補償?shù)闹到?jīng)過斜坡函數(shù)后疊加到?jīng)]補償?shù)闹瞪先?經(jīng)過限幅,可以分別實現(xiàn)轉(zhuǎn)矩正限幅和轉(zhuǎn)矩負限幅[4]。
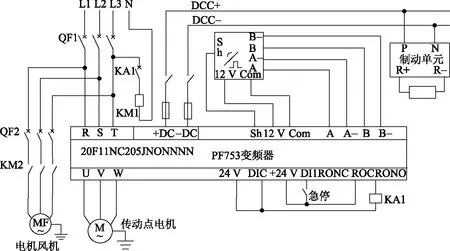
圖4 變頻器硬件接線圖
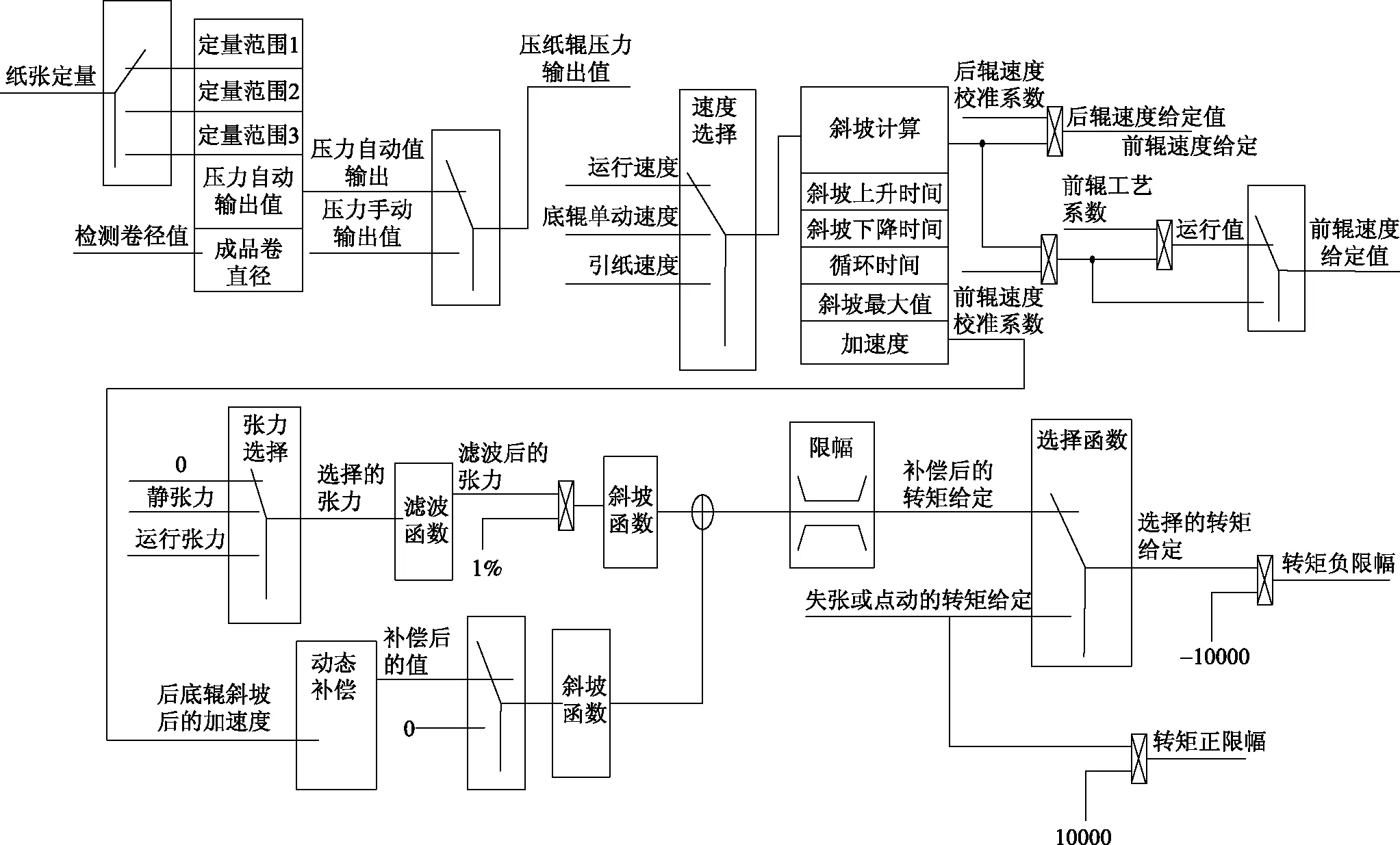
圖5 復(fù)卷機傳動控制框架圖
4 項目實際應(yīng)用案例分析
結(jié)合現(xiàn)場基本參數(shù)和以上對基于羅克韋爾PF753變頻器復(fù)卷機傳動控制系統(tǒng)的設(shè)計分析,基于PF753變頻器實現(xiàn)的復(fù)卷機傳動控制的應(yīng)用描述如下。
4.1 人機界面
觸摸屏選擇羅克韋爾公司的PANELVIEW PLUS COMPACT 1000,該觸摸屏適合需要以圖形化方式監(jiān)視、控制和顯示信息的應(yīng)用,可以幫助操作員快速了解應(yīng)用的狀態(tài),是連接CompactLogix控制器的最佳HMI。PANELVIEW PLUS COMPACT 1000觸摸屏有1個RS232串口、1個以太網(wǎng)端口、2個USB端口、直流輸入電源和CF卡1型插槽。打開Factory Talk View 組態(tài)軟件,首先使用名為Specify Factory Talk Directory Location的工具設(shè)置本臺計算機的名稱。之后創(chuàng)建一個新的應(yīng)用項目,確定為單機應(yīng)用項目,在單機項目創(chuàng)建時自動生成一個HMI服務(wù)器,HMI服務(wù)器可以存儲工程組件(例如:圖形顯示畫面),并將這些組件提供給客戶,該服務(wù)器還包含一個標簽數(shù)據(jù)庫,執(zhí)行報警檢測和歷史數(shù)據(jù)管理(日志)。在RSLinx Classic中,為每一個想要建立通信的設(shè)備創(chuàng)建一個OPC主題。在Factory Talk View Studio中建立一個OPC數(shù)據(jù)服務(wù)器。有了該數(shù)據(jù)服務(wù)器,就可能在 Factory Talk View中看見RSLinx Classic OPC主題。使用Factory Talk View繪圖工具創(chuàng)建圖形對象和文本。用戶可以創(chuàng)建如橢圓和矩形等簡單對象,或者創(chuàng)建如趨勢和報警匯總等復(fù)雜的對象,也可以從Factory Talk View圖形庫中將已經(jīng)制作好的對象拖拽到圖形顯示畫面中。組態(tài)的復(fù)卷機控制畫面如圖6所示。
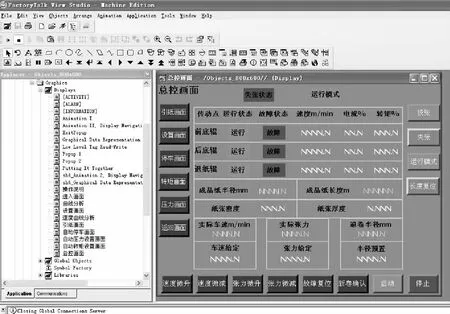
圖6 組態(tài)的復(fù)卷機控制畫面圖示
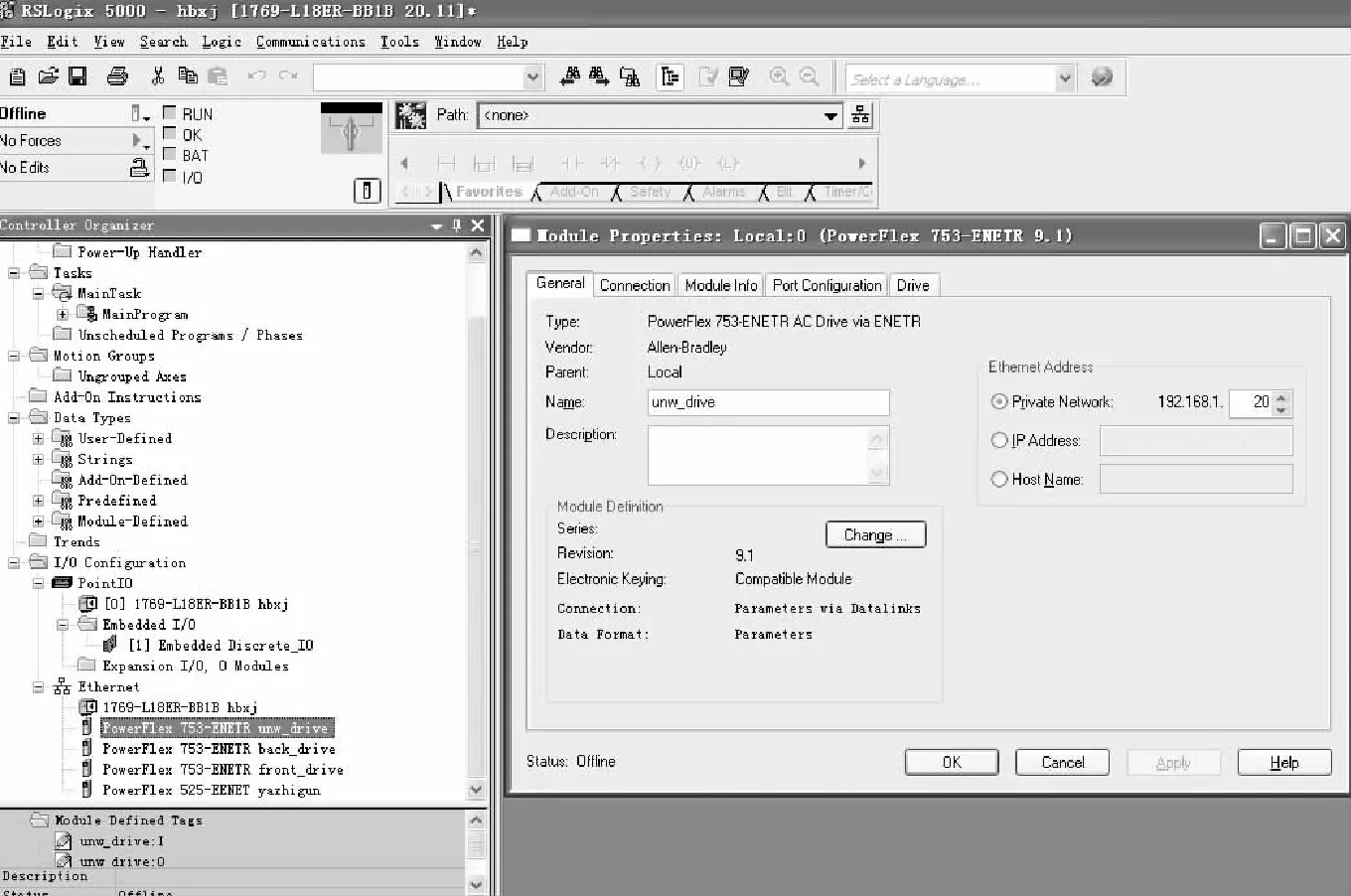
圖7 控制系統(tǒng)硬件組態(tài)
4.2 控制系統(tǒng)硬件組態(tài)
程序的設(shè)計都是在RSLogix5000軟件中編寫,使用1769CompactLogix一體化控制器,使用時需將所有的以太網(wǎng)網(wǎng)口和交換機連接,交換機可以通過一臺電腦訪問諸多設(shè)備。打開RSLogix5000軟件,首先選擇所需要的通信網(wǎng)絡(luò),如Device Net網(wǎng)絡(luò)或Ether NET/IP網(wǎng)絡(luò)。本項目中,選擇Ether NET/IP網(wǎng)絡(luò),在I/O配置下點擊E網(wǎng),添加1769PLC和AB變頻器,由于傳動點有前底輥、后底輥、退紙輥、壓紙輥,因此,添加3臺PF753變頻器作為前底輥、后底輥、退紙輥的驅(qū)動,PF525作為壓紙輥的驅(qū)動。控制系統(tǒng)硬件組態(tài)如圖7所示[5]。
4.3 現(xiàn)場調(diào)試
4.3.1 PF753變頻器自整定調(diào)試
當電機控制模式為感應(yīng)電機磁通矢量控制模式時,PF753變頻器參數(shù)70可進行自整定調(diào)試,通過自整定調(diào)試設(shè)置IR壓降、IXO壓降、磁通電流基準值等。本系統(tǒng)變頻器采用旋轉(zhuǎn)調(diào)節(jié)自整定方式,帶編碼器反饋,除以上參數(shù)自動設(shè)置外,還可自動設(shè)置滿負載滑差補償值。在進行自整定調(diào)節(jié)之前,將電流限幅值設(shè)置為100%,否則報過流故障。
4.3.2 PF753變頻器系統(tǒng)功能設(shè)定
(1)基本參數(shù)設(shè)定
以前底輥電機為例:額定功率15 kW,額定電壓380 V,額定電流31 A,額定轉(zhuǎn)速970 r/min。參數(shù)p25~p35為變頻器電機控制參數(shù),其中p25表示電機銘牌電壓,p26表示電機銘牌電流,p27表示電機銘牌頻率,p28表示電機銘牌轉(zhuǎn)速,p30表示電機銘牌功率,p31表示電機極數(shù),p35表示電機控制模式的選擇。參數(shù)p300、p308和p370為變頻器配置參數(shù),其中,p300表示定義速度單位,p308表示定義方向模式,p370表示定義電機停車方式。參數(shù)p535和p537為速度控制參數(shù),p535表示電機的加速時間,p537表示電機的減速時間。其具體參數(shù)設(shè)置如表1所示[6]。
(2)速度基準值選擇及調(diào)速設(shè)定
采用以太網(wǎng)通信,模塊20750ENETR插在5#插槽,速度給定由PLC給定,故速度基準值選擇參數(shù)為875(插槽5基準值),參數(shù)p545為速度基準值的選擇,參數(shù)p636表示速度器調(diào)節(jié)帶寬,參數(shù)p645為速度調(diào)節(jié)器的比例增益,p647為速度調(diào)節(jié)器的積分增益。為了保護變頻器和設(shè)備,必須設(shè)定速度電流和速度限制值,參數(shù)p413表示電機過載因子,參數(shù)p422表示電流限制值,p520表示最大正向轉(zhuǎn)速,p522表示最小正向轉(zhuǎn)速。本系統(tǒng)設(shè)計當外部急停時,必須斷開變頻器運行使能,保證設(shè)備安全;當變頻器故障時,接通外部繼電器,斷開直流母線接觸器,保護變頻器,參數(shù)p155表示數(shù)字量DI輸入啟用,p230表示繼電器輸出選擇。其具體參數(shù)設(shè)置如表2所示[6]。
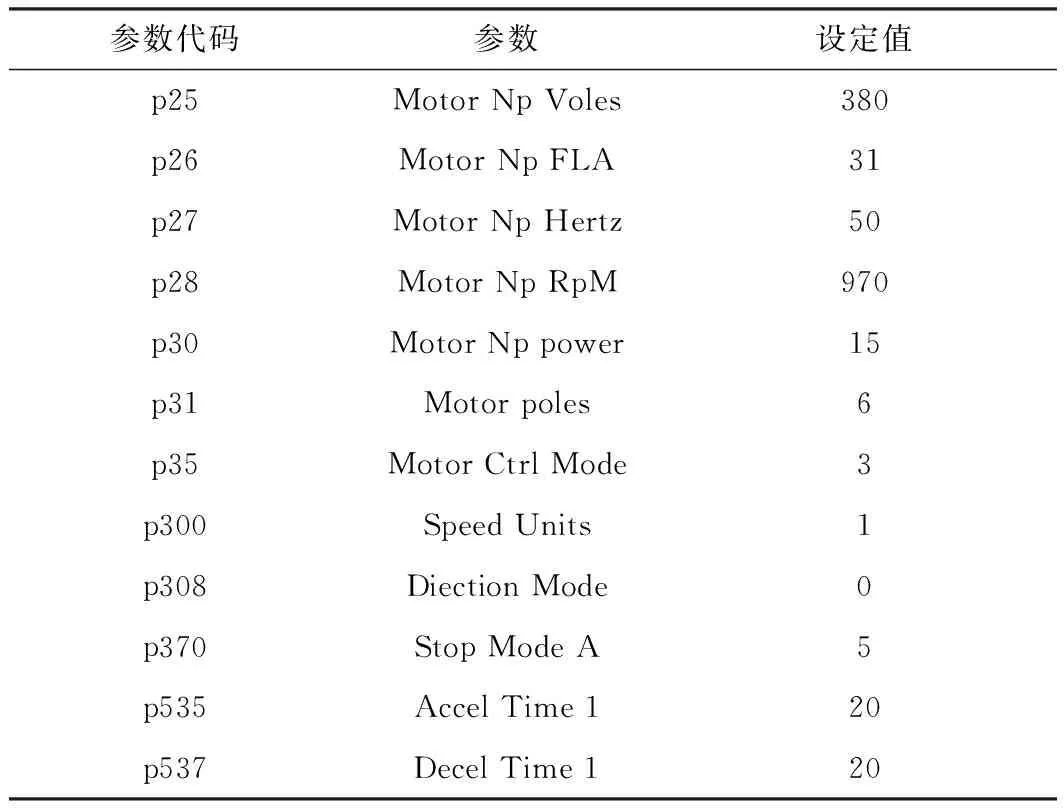
表1 基本參數(shù)設(shè)置
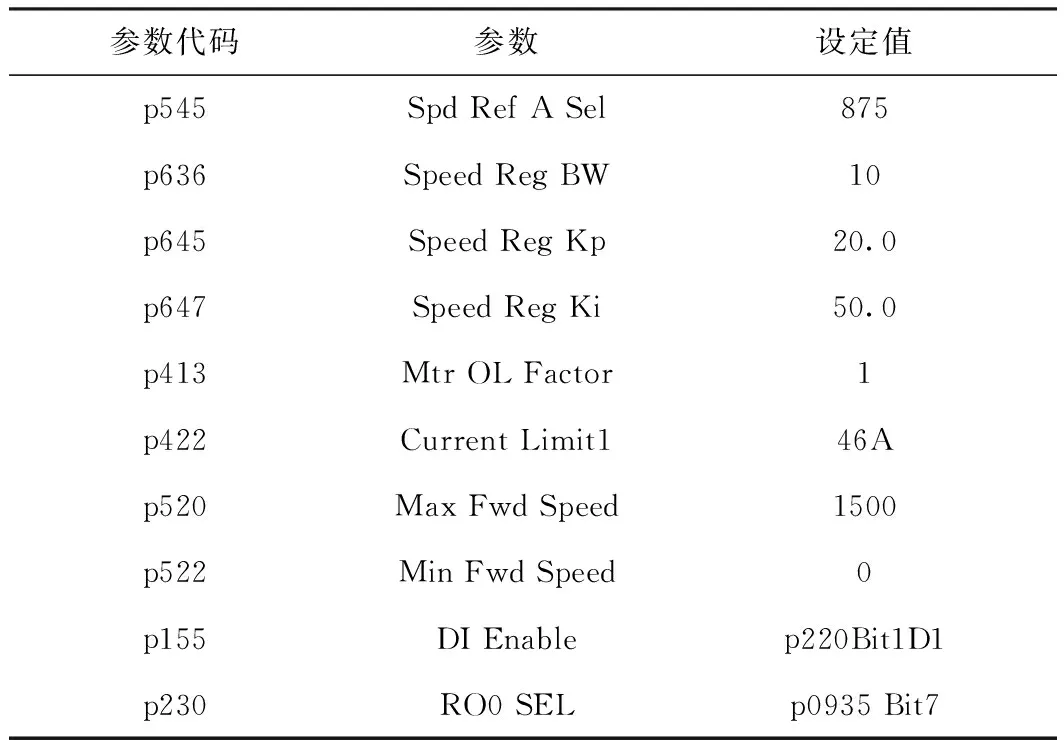
表2 速度基準參數(shù)的設(shè)置
(3)通信模塊功能設(shè)定
采用以太網(wǎng)通信,通信模塊插入5#插槽,設(shè)定參數(shù)必須與PLC組態(tài)設(shè)定參數(shù)相同,否則通信不正常。其具體的參數(shù)設(shè)置如表3所示。
經(jīng)過調(diào)試,復(fù)卷機能夠正常穩(wěn)定運行,達到設(shè)計車速,并能夠生產(chǎn)出合格的紙卷。
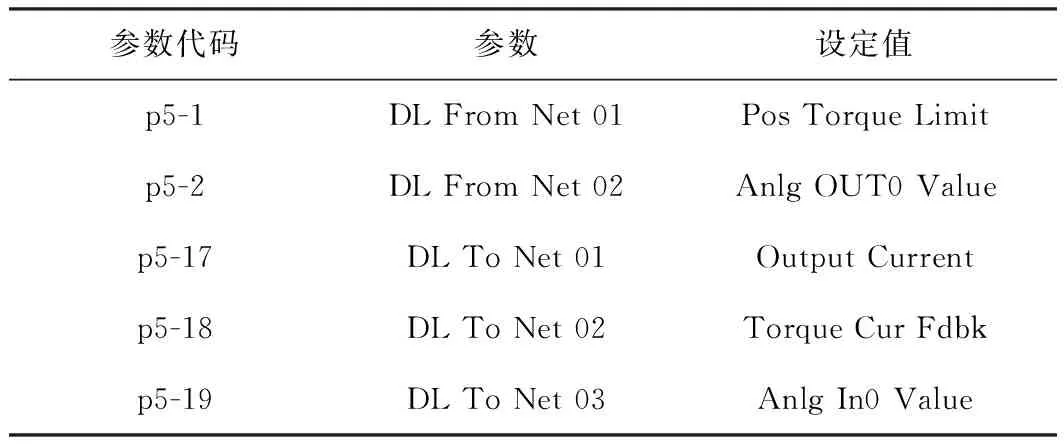
表3 通信參數(shù)設(shè)置
5 結(jié) 論
以羅克韋爾PF753變頻器為電機驅(qū)動裝置,配合1769-L24ER-QB1B可編程控制器,通過分析復(fù)卷機的傳動工藝,設(shè)計出基于PF753的復(fù)卷機傳動控制系統(tǒng)。該系統(tǒng)提供了全新的有AB特色的編程、組態(tài)環(huán)境。通過在河北辛集某紙廠復(fù)卷機傳動項目上的應(yīng)用,復(fù)卷機運行正常,可以生產(chǎn)出合格的紙卷,說明基于PF753的復(fù)卷機傳動控制系統(tǒng)具有良好的使用價值。
[1] LI Qian, ZHAO Dan, GOU Ya-jie.The Application of DCS550 Curl Macro in Unwind Roll Control of Re-winder[J].China Pulp & Paper, 2015, 34(7): 51. 李 茜, 趙 丹, 茍亞杰.DCS550卷曲宏在復(fù)卷機退紙輥控制中的應(yīng)用[J].中國造紙, 2015, 34(7): 51.
[2] Meng Yanjing.Paper Machine Variable Frequency Drive of Theory and Design[M].Xi’an: Shaanxi People’s Press, 2002.孟彥京.造紙機變頻傳動原理與設(shè)計[M].西安: 陜西人民出版社, 2002.
[3] The Rockwell Automation.1769 CompactLogix integration of the Controller Quick start and User Manual[S].2009.Rockwell Automation.1769 CompactLogix一體化控制器快速入門和用戶手冊[S].2009.
[4] The AC Frequency Conversion User Manual of the series of Rockwell Automation.powerFlex750[S].2009. Rockwell Automation.powerFlex750系列交流變頻器用戶手冊[S].2009.
[5] Meng Yanjing.Study of TNT Coupling and Rewinding Quality Control on Rewinder[D].Xi’an: Shaanxi University of Science & Technology, 2012.孟彥京.復(fù)卷機TNT耦合作用原理與質(zhì)量控制研究[D].西安: 陜西科技大學(xué), 2012.

(責任編輯:劉振華)
The Control and Application of Rewinder Drive System Based on PF753
ZHAO Dan*AI Bibule Saitaer BA Keremu Aikebaier LIU Ya-wei QIAN Nian-shu
(TheUrumqiPowerSupplyCompanyofStateGrid,Urumqi,XinjiangUygurAutonomousRegion, 830000)
In this paper, based on the Rockwell company PF753 frequency converter, the rewinder electrical control system was the research object, the working principle and driving process of rewinder were analyzed.From the hardware design and software implementation a rewinder drive control system based on PF753 frequency converter was developed.Through the field debugging, including PF753 frequency converter self-tuning debugging, PF753 basic parameter setting, speed baseline value choice and control parameter settings, communication module function parameter setting, the rewinder could operate steadily and produce qualified paper roll.
rewinder; PF753; control system; debugging
趙 丹先生,碩士;主要從事電力傳動及工業(yè)現(xiàn)場總線研究、變電一次設(shè)備檢修等工作。
2016- 12- 31(修改稿)
TS736+.3
A
10.11980/j.issn.0254- 508X.2017.05.009
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(shù)(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(shù)(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
