棉稈生物氧化機械漿生產本色擦手紙的實踐
2017-06-05 14:20:15滕鐵生段愛琴張躍平
中國造紙 2017年5期
關鍵詞:生物
滕鐵生 段愛琴 張躍平
(1.新疆國力源投資有限公司,新疆石河子,832000;2.石河子市國力源環保制漿有限公司,新疆石河子,832000)
·棉稈漿擦手紙·
棉稈生物氧化機械漿生產本色擦手紙的實踐
滕鐵生1段愛琴2,*張躍平1
(1.新疆國力源投資有限公司,新疆石河子,832000;2.石河子市國力源環保制漿有限公司,新疆石河子,832000)
介紹了棉稈采用生物氧化機械法制漿并用于生產本色擦手紙的生產實踐。生產實踐結果表明,棉稈生物氧化機械制漿過程中盡可能地保留了半纖維素、木素,制漿得率高,制漿過程無堿無氯,無廢水排放;采取濕部加入分散劑、烘缸表面噴涂剝離劑等措施,抄造的本色擦手紙紙張強度高,吸水性好,不掉紙毛;水電汽消耗較低;本色擦手紙綠色環保,適應市場需求。
棉稈;生物氧化機械漿;廢水排放;本色擦手紙
(*E-mail: daq670129@163.com)
近年來,以麥草漿、竹漿等原料生產的本色衛生紙、擦手紙受到消費者的青睞,并取得了一定的市場份額。新疆地處內陸,具有豐富的棉稈資源,發展棉短絨、棉稈制漿具有重要的意義[1-2]。石河子市國力源環保制漿有限公司6年來一直致力于開發秸稈原料的高得率無污染制漿造紙方法,研發了生物氧化機械法制漿技術,以農業廢棄物棉稈為原料,采用自主研發復配的生物水低溫低壓預處理棉稈原料、機械法制漿工藝制得本色漿,生產本色擦手紙,綠色環保,以適應市場需求。既減少了秸稈棄置焚燒帶來的環境污染,又減少了木漿消耗以及制漿過程的化學品和能源消耗,為企業的可持續發展奠定了基礎。
1 原 料
原料采用100%棉稈。棉稈的纖維素主要集中在皮層和木質部,而髓部不含纖維,且會增加COD含量和增加制漿難度(如漿的濾水性下降等)。為此,在棉稈的收集過程中,采用石河子市國力源環保制漿有限公司自主研發的專用收割機分髓部和稈部兩部收割:第一部分,自走式收割機主要收集棉稈的上1/3部分(髓部)和機采棉花后遺落的棉桃、枝葉等,這部分原料不用于制漿;第二部分自走式收割機收集棉稈余下的2/3部分(包括根部)和地上的殘膜,這部分原料用于制漿造紙,收集過程除掉泥沙并將棉稈切斷至長度約200 mm左右。
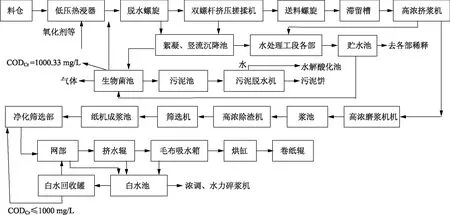
圖1 棉稈生物氧化機械漿制漿造紙工藝流程圖
2 生產過程
棉稈生物氧化機械漿及擦手紙抄造工藝流程框圖見圖1。
2.1 備料
對收集的棉稈進行備料處理。備料過程為:棉稈 → 秸稈分絲機 → 輸送機 → 沙克龍除塵機 → 錐度無軸滾筒篩 → 輸送機 → 棉稈除膜機 → 預處理工段。
將收集來的棉稈(長度200 mm左右)放入秸稈分絲機中均勻粉碎成直徑不超過3 mm、長度不超過50 mm的料段,用輸送機輸送到錐形無軸滾筒篩進行篩選,去除粉末和沙土,經棉稈除膜機除去原料中的殘余薄膜。同時在輸送帶上安裝沙克龍除塵系統,收集粉碎棉稈過程中產生的揚塵,減少加工過程中對環境的污染。
粉碎后的棉稈料段與外界接觸面積增加了大約3倍,故浸漬過程中的浸漬效率可大幅提高,實現精細備料,先細化,后軟化。
2.2 制漿
2.2.1 預處理
采用自制的預處理液(生物菌液,CODCr濃度為1000.33 mg/L)對經計量料倉進入低壓浸漬器的棉稈料段進行預處理。在低壓熱浸器中,在一定的溫度和一定的壓力下,加入一定量優選的微生物菌群預處理液,進行低溫預處理。使棉稈發生生物代謝作用,從而改變棉稈的組成結構,使木素以小分子溶出,同時,棉稈中的果膠、半纖維素等溶出,進而達到棉稈軟化的目的。生物菌作為載體,載著溶出的木素、半纖維素等,隨著預處理廢液進入生物菌池中,代替了培養基,如此往復,預處理液循環使用。生物預處理液CODCr為1000.33 mg/L,因此,制漿過程的廢水經過處理后,CODCr低于1000 mg/L即可回用于整個制漿過程,實現制漿廢水自循環使用,造紙廢水自循環,整個制漿造紙無廢水排放。
(1)預處理工藝條件
棉稈的預處理在低壓熱浸器中進行,低壓熱浸容積40 m3;裝料量為7 t棉稈(以絕干計);液比1∶4(棉稈絕干量與總液量之比, 預處理液來自復配生物水);A試劑用量0.03%(相對于絕干棉稈,以下同),B試劑用量5%;預處理溫度85℃~95℃;預處理時間60~90 min。
(2)預處理效果
采用溫和的預處理條件,主要是為了在達到軟化目的的同時盡量減少半纖維素、木素溶出,以少溶出少處理、高得率制漿為原則。依靠生物液和氧化劑的共同作用,改變棉稈的組成使棉稈初步軟化,再通過雙螺桿多功能擠壓搓揉機的機械作用,使棉稈進一步軟化、分離纖維。
(3)預處理廢液處理
預處理廢液用豎流沉淀機絮凝沉淀(加用量0.15%的PAC和用量0.15%的PAM)處理后,CODCr濃度降低了10000 mg/L(由原來13860 mg/L左右降至3860 mg/L左右),經廢水處理后清液全部回用于生物菌貯存池。
2.2.2 機械制漿
采用先進的雙螺桿擠壓搓揉機對經浸漬預處理的棉稈纖維進行分離。雙螺桿擠壓搓揉機利用兩根平行、嚙合且同向旋轉的積木組合式螺桿和特殊結構的螺桿原件,使棉稈在輸送的同時受到動態擠壓,依靠高濃高壓下纖維間的揉搓,完成纖維離解。且纖維是在S1~S2層間分離,而不是在胞間層之間分離,并對纖維初生壁(P層)和次生壁外層(S1層)有極好的破壞效果,有利于成漿和提高纖維結合力。
搓揉區濃度高達25%~40%,磨解漿料時纖維切斷作用小,磨后纖維長,棉稈漿質量好,脫水速度快。因其有高效混合功能,漿料和化學藥劑的反應速度快,棉稈漿質量高。棉稈漿經過雙螺桿擠壓搓揉機與藥液充分混合、高度細纖維化后,進入滯留槽,在一定溫度下、一定時間內軟化并充分反應,為擠壓磨解和盤磨磨漿打好基礎。
(1)工藝技術條件
雙螺桿擠壓搓揉機濃度18%~20%;B試劑用量0.02%,C試劑用量0.02%;氧化劑用量4%~6%;滯留槽溫度80℃,滯留槽保溫時間40 min;高濃擠漿機出口濃度27%~32%。
雙螺桿多功能擠壓搓揉機出口溫度100~105℃。
用螺旋輸送機將搓揉后的粗漿輸送至高濃擠漿機進行三段逆式洗滌,去除雜細胞、纖維碎片和部分溶出物。
(2)本色棉稈機械漿技術指標
制得的棉稈機械漿性能為,K值22~28 mL/g;打漿度28~32°SR;濕重5~6 g;紙漿得率70%~75%;紙漿濃度25%~30%;紙漿白度(實測值)27%~32%。

表1 棉稈機械漿本色擦手紙產品質量檢測結果

表2 主要消耗指標(按每噸擦手紙計)
2.3 打漿
采用高濃磨漿機進行棉稈漿的打漿處理。打漿設備為Φ1250高濃磨漿機;打漿濃度18%~20%;打漿度40~44°SR;纖維濕重3.5~5.0 g。
棉稈機械漿經高濃磨漿機磨漿處理,纖維分絲、細纖維化。
2.4 抄紙
采用2850新月形長網單缸衛生紙機抄造擦手紙,紙機抄寬2850 mm,車速280 m/min(設計車速為500 m/min)。
抄紙工藝技術條件:分散劑用量1.5 kg/t絕干漿;剝離劑噴放量1 kg/t絕干漿;濕強劑用量3 kg/t絕干漿,干強劑用量5 kg/t絕干漿。
2.5 產品質量
按照國家標準GB/T 24455—2009中A等品的技術要求,對棉稈采用生物氧化機械法制漿生產的本色擦手紙產品技術指標進行檢測,測試結果見表1所列。
由表1可以看出,抄造的棉稈機械漿本色擦手紙的橫向吸液高度、橫向抗張指數和縱向濕抗張指數分別為24 mm/100 s、3.4 N·m/g和1.6 N·m/g,均優于擦手紙國家標準GB/T 24455—2009中A等品的要求,白度、洞眼、塵埃度等也都達到國家標準的要求。
2.6 成本核算
與傳統硫酸鹽制漿方法相比,生物氧化機械法制漿的主要消耗指標見表2。
由表2可見,由于制漿過程廢水經水處理后CODCr達到1000 mg/L以下就可回用于制漿過程,水處理比傳統的制漿方法容易得多,造紙過程廢水自循環回用,因此噸紙水耗低于傳統硫酸鹽制漿造紙的。溫和的預處理和脫色過程盡可能少溶出木素、半纖維素等,而且避免了傳統制漿方法蒸煮、漂白過程纖維素、半纖維素的損傷降解,紙漿得率較傳統方法大幅度提高,這是成本降低的主要因素。預處理和脫色溫度較低,蒸汽用量低于傳統制漿方法。
由此可見,各項成本不同程度降低,尤其是得率提高50%~75%,對成本的降低起較大作用,而且水處理凈投入費用降低較大,因此,利潤率比傳統方法大幅度提高。
3 生產過程影響成紙質量的主要因素及解決辦法
(1)提高紙漿中闊葉木漿含量可獲得較好柔軟度,而棉稈纖維接近闊葉木纖維,棉稈漿通過高濃磨漿,適宜的打漿度,既保證了紙張的抗張強度,又使紙張獲得了較好的柔軟度。
(2)采用進口的分子質量800萬的PEO作分散劑,加入量1.5 kg/t紙,明顯提高了紙張的勻度,進一步改善紙張柔軟度和手感。
(3)將混合好的黏合劑和剝離劑以霧化形式直接噴放到烘缸表面形成黏附層,一方面對烘缸表面起保護作用,減少刮刀對缸面的磨損,另一方面起潤滑和有助于剝離的作用,達到提高車速改善成紙手感和柔軟度的目的。影響剝離劑和黏合劑作用的因素為:① 烘缸表面的溫度直接影響剝離劑和黏合劑在烘缸表面的吸熱反應速率,并對剝離劑和黏合劑形成的涂層的硬度影響較大。如烘缸表面溫度低,剝離劑和黏合劑在烘缸表面吸熱緩慢,形成的涂層比較軟,易被起皺刮刀刮起,造成刮刀與烘缸表面直接接觸傷及烘缸表面,同時增加刮刀的磨損;如烘缸表面溫度高,剝離劑和黏合劑在烘缸表面吸熱反應加快,但這樣形成的涂層容易變硬,令紙張皺紋粗大。因此,必須嚴格控制蒸汽的壓力,并保證烘缸里面的冷凝水是均勻排出。②剝離劑和黏合劑的溫度也會對剝離作用產生一定的影響,控制在50~70℃,超出此范圍,吸熱反應會出現反應緩慢或反應過快,結果令烘缸表面的紙張出現飄缸或塞刀現象。③原紙橫幅水分的分布,由于剝離劑和黏合劑是吸熱反應,因此,若紙張橫幅水分不均勻,將會影響烘缸表面的溫度,部分涂層因紙張水分高而變軟,而易被刮刀刮去,使形成的涂層橫幅分布不均勻,出現“車道”,嚴重影響原紙橫幅皺紋分布均勻及原紙的卷曲平整情況。若紙張水分分布均勻,形成的涂層將會均勻分布在烘缸表面。紙張的橫幅水分均勻分布通常受到紙張橫幅定量波動和毛毯橫幅脫水情況的影響。④進烘缸紙張水分65%左右,起皺時紙張水分6%~7%;紙張進烘缸水分和起皺時的水分,前者和紙張與烘缸的黏附力有關系,而后者對成紙的手感和結構影響較大。紙張與烘缸的黏附力,對高速的衛生紙機影響尤為重要。⑤揚克式烘缸是衛生紙機的核心設備,起皺率是決定紙張松厚度和伸長率的重要因素。為了使起皺率達到最佳值,剝離劑和黏合劑必須具有可控制和可預測的黏缸性和脫缸性,這是很重要的。在烘缸罩和揚克式烘缸之間的蒸汽壓力和干燥速率對衛生紙的柔軟度也有影響。
(4)生活用紙對吸液性能要求較高,吸液性主要是由纖維之間的毛細管效應決定。毛細管效應越強,吸收性能越好,毛細管效應主要取決于纖維本身的性質,漿料的處理程度等。棉稈漿的吸收性能大于廢紙漿和草漿,紙張的吸收性隨打漿度的提高而降低,高硬度漿料由于保留較多的木素使成紙疏松多孔毛細管效應增強,從而吸液性較好。
4 結 語
棉稈用傳統的方法蒸煮漂白,紙漿白度低,這是一直以來棉稈不能成功應用于造紙的主要原因之一。而近年來本色生活用紙受到人們的青睞,石河子市國力源環保制漿有限公司利用農業廢棄物棉稈,采用生物氧化機械法生產本色棉稈漿,制漿過程無堿無氯,紙漿得率較傳統方法大幅度提高,水電汽消耗較低,制得的本色漿強度好,成本低。制漿造紙過程的廢水在各工序自循環,無廢水排放,在技術上實現了一個突破。并以棉稈纖維類似闊葉木纖維的特性,及高濃磨漿技術保留半纖維素、木素的特點為基礎,再通過加入分散劑、烘缸表面噴涂剝離劑和黏合劑等操作,生產的擦手紙吸水性好,強度較好,紙張不掉毛,適應市場的需求。
[1] XUE Run-lin.Cotton Linter Cleaner Pulping Process[J].China Pulp & Paper, 2014, 33(7): 72. 薛潤林.棉短絨濕法除雜清潔制漿工藝[J].中國造紙, 2014, 33(7): 72.

(責任編輯:馬 忻)
The Trial Production of Unbleached Paper Towel Using Bio-oxidation Mechanical Cotton Stalk Pulp
TENG Tie-sheng1DUAN Ai-qin2,*ZHANG Yue-ping1
(1.XinjiangNationalSourceInvestmentCo.,Ltd.,Shihezi,XinjiangUygurAutonomousRegion, 832000;2.ShiheziNationalSourceofEnvironmentalPulpCo.,Ltd.,Shihezi,XinjiangUygurAutonomousRegion, 832000)
Cotton stalk bio oxidation mechanical pulping and trial production of the unbleached paper towel using the pulp were introduced in this paper.The results indicated that, hemicelluloses and lignin were remained as much as possible during the bio- oxidation mechanical pulp-ing of cotton stalk, the pulping yield was high, and there were no alkali, chlorine and effluent discharge during pulping.Adding dispersant in wet end, and spraying surface stripping agent on the surface of dryers, the paper towel with high strength and good absorption was produced, water absorption was good.The consumptions of water, electricity and steam were relatively low.The green and environment friendly paper towel could meet the demand of market.
cotton stalk; bio-oxidation mechanical pulping; effluent discharge; paper towel
滕鐵生先生;主要從事生物氧化法制漿的工藝、設備、設計及原料等全面管理工作。
2017- 03- 16(修改稿)
TS721+,4;TS743+.3
A
10.11980/j.issn.0254- 508X.2017.05.014
*通信作者:段愛琴,高級工程師;主要從事生物氧化法化驗及各項工藝管理制度的制定工作。
猜你喜歡
天天愛科學(2022年9期)2022-09-15 01:12:54
天天愛科學(2022年4期)2022-05-23 12:41:48
當代水產(2022年3期)2022-04-26 14:26:56
科學大眾(2021年9期)2021-07-16 07:02:54
軍事文摘(2020年20期)2020-11-28 11:42:50
航空世界(2020年10期)2020-01-19 14:36:20
小學科學(學生版)(2018年3期)2018-04-18 12:34:19
知識經濟·中國直銷(2017年10期)2017-11-07 02:39:52
知識經濟·中國直銷(2017年3期)2017-04-16 03:08:01
文學少年(有聲彩繪)(2017年2期)2017-03-06 08:10:54
