精密高速沖床送料系統優化
2017-06-05 08:46:26劉磊楊里明林清利張長亮齊齊哈爾二機床集團有限公司設計院
鍛造與沖壓 2017年10期
文/劉磊,楊里明,林清利,張長亮·齊齊哈爾二機床集團有限公司設計院
精密高速沖床送料系統優化
文/劉磊,楊里明,林清利,張長亮·齊齊哈爾二機床集團有限公司設計院

劉磊,工程師,主要從事高速精密壓力機、自動鍛壓機與機械壓力機設計工作,主持完成的J75G-800高速精密壓力機項目獲得齊齊哈爾市科技成果三等獎,擁有專利7項,發表論文1篇。
技術背景
精密高速數控沖壓機床作為工業基礎裝備的重要組成部分之一,進入二十一世紀以來,中國沖壓機床行業經過技術引進、合作生產及合資等多種方式的運作,快速提升了我國沖壓設備整體水平。但是國內產品與國外名牌產品的差距并無明顯縮短。因此,我國沖壓設備行業和企業需以戰略思路分析技術差距并制定有效措施應對當前的機遇和挑戰。
精密高速數控沖床的生產效率很高,但是國內還沒有廣泛采用,這其中主要有兩個原因。其一,由于各種因素國內還沒有完全掌握精密高速數控沖床設計與制造技術,仍依賴進口,價格昂貴;其二,隨著我國微電機、家電、五金等行業的快速發展,國產沖壓設備存在的不足日益凸顯。表現在兩個方面,一是需要增加新的高性能設備以提高沖壓能力;二是上世紀八十年代的老舊設備需更新換代。高端的沖壓設備技術與生產被國外所壟斷,價格極其昂貴。我國電機、摩托車、家電、五金等制造業的發展需要高檔次、價格適中的國產沖壓設備。首先需要具有高速、穩定的送料系統來滿足精密高速沖床高速穩定的生產特性,進而實現高速穩定的沖壓生產。
近年來,隨著我國汽車、微型電機、家電、五金、儀表、電子信息等制造業的迅猛發展,相應沖壓件的產量逐年大幅攀升。對沖壓件不僅在數量上而且在品質上都提出了更高要求,因此也對沖壓設備技術提出了更高的要求,特別是在生產速度方面,這為沖壓裝備的發展提供了廣闊的市場空間。現如今,國內企業生產的高速沖床最高速度只能達到500~600次/分,并且在送料機構上要達到此速度只能采用弗格森間歇機構和齒輪組配合的結構,也有采用伺服系統實現送料的機構,但由于伺服電機響應時間長的局限性,限制了沖床的生產速度每分鐘只能為幾百次,無法采用伺服系統來實現更高速的送料,這樣的機構限制了我國高速精密沖床的發展。
優化設計
為了闡述優化后送料機構的結構優勢,首先介紹一下弗格森間歇機構及伺服電機直連送料輪的老式機構的主要特點與不足:弗格森機械結構是通過沖床的曲軸端輸出動力驅動桿系從而帶動弗格森機構實現間歇送料的,在改變送料規格時需要更換相應的高精度齒輪組,從而改變齒輪組傳動比,送料輪轉動的弧長也隨之改變(所需送料長度即為送料輪轉動的弧長),進而滿足不同送料長度的送進需求,同時弗格森機構及高精度的齒輪組均依靠進口,價格非常昂貴,除結構極其復雜并且使用壽命短外,操作極其繁瑣。伺服送料機構是將伺服電機和送料輪直接相連,靠伺服電機快速的啟動和停止來實現送料輪的轉動和停止,依靠伺服電機主軸轉動的角度來控制送料輪轉動的弧長,實現間歇送料并滿足送料長度變化的要求,但伺服電機的響應時間不可能無限縮短,具有局限性,無法滿足沖床高速沖次的要求。
為了突破精密高速沖床間歇送料的技術瓶頸,解決現有沖壓機床送料裝置結構復雜、操作繁瑣和使用壽命短等問題,經過刻苦鉆研,研制出一種伺服電機和機械桿系傳動相結合的機構,來滿足沖床的高速度要求,并且此伺服送料裝置具有結構簡單、價格低和使用壽命長的優點。
這種伺服送料裝置包括擺桿、彈簧、上送料輪、凸輪、送料伺服電機、上料伺服電機以及萬向節等零部件。簡單地說,就是將送料伺服電機的電機軸連接于凸輪,上料伺服電機通過萬向節與上送料輪相連,上送料輪連接有擺桿,擺桿上置有彈簧,送料伺服電機和上料伺服電機與控制柜內控制系統電路相連,從而組成伺服送料系統,利用上料伺服電機實現控制送料動作持續的時間,實現間歇送料,進而簡化結構,降低成本,延長使用壽命。
具體實施方式
首先,將原有的弗格森間歇送料機構繁瑣的桿系傳動機構、齒輪組、弗格森間歇機構等大量零部件取消掉,從而簡化了送料機構,使之獨立于沖床外,可以靈活拆卸與安裝,用一套簡單的擺桿及凸輪等機構配以兩個伺服電動機既可以滿足間歇、快速送料以及不同規格長度材料的送進要求。下面就介紹優化機構的動作特點。
精密高速數控沖床優化后的高速伺服送料系統如圖1所示,該送料裝置包括擺桿1、彈簧2、上送料輪3、凸輪4、送料伺服電機5、上料伺服電機6以及萬向節7。送料伺服電機5的軸連接有凸輪4,上料伺服電機6通過萬向節7與上送料輪3相連,上送料輪3上連接有擺桿1,擺桿1上置有彈簧2,送料伺服電機5和上料伺服電機6與控制柜內控制電路相連。該沖床高速伺服送料裝置在現有沖床送料裝置基礎上進行改進,主要是由送料伺服電機5和上料伺服電機6取代復雜機械結構。
當機床主滑塊作周期運動時,通過電器系統控制送料伺服電機5的轉數與主機相同,連接在電機軸上的凸輪4的轉動,可曲線控制擺叉在每周期擺動一次,使得上送料輪3與下送料輪及板材料每周期產生一次分離,這樣就控制了送料持續的時間,而上送料輪3由萬向節7與上料伺服電機6相連,上料伺服電機6一直以定數轉動,這樣就解決了機床高速下伺服電機直連送料輪機構時響應時間太長而無法滿足高速送料的瓶頸問題,并由彈簧2產生送料所需的正壓力,從而實現間歇送料并且上料伺服電機6由控制系統控制轉數,這樣可實現每一周期里送料長度的隨意調節。由于此機構伺服電機是一直以穩定的速度轉動,避開了伺服電機頻繁快速啟、停的響應時間問題,從而完全可以匹配沖床的高速度要求,可以說即使沖床沖次要求達到1000次/分,此種送料機構都可以輕松與之匹配。
這種送料機構在價格方面也具有非常大的優勢,所有零部件均可采用國產零件,且零件的數量和重量都大大減少,加工難度也大幅降低,從而極大地降低了制造成本,提高了間歇送料速度,滿足了精密高速沖床的高速度要求。
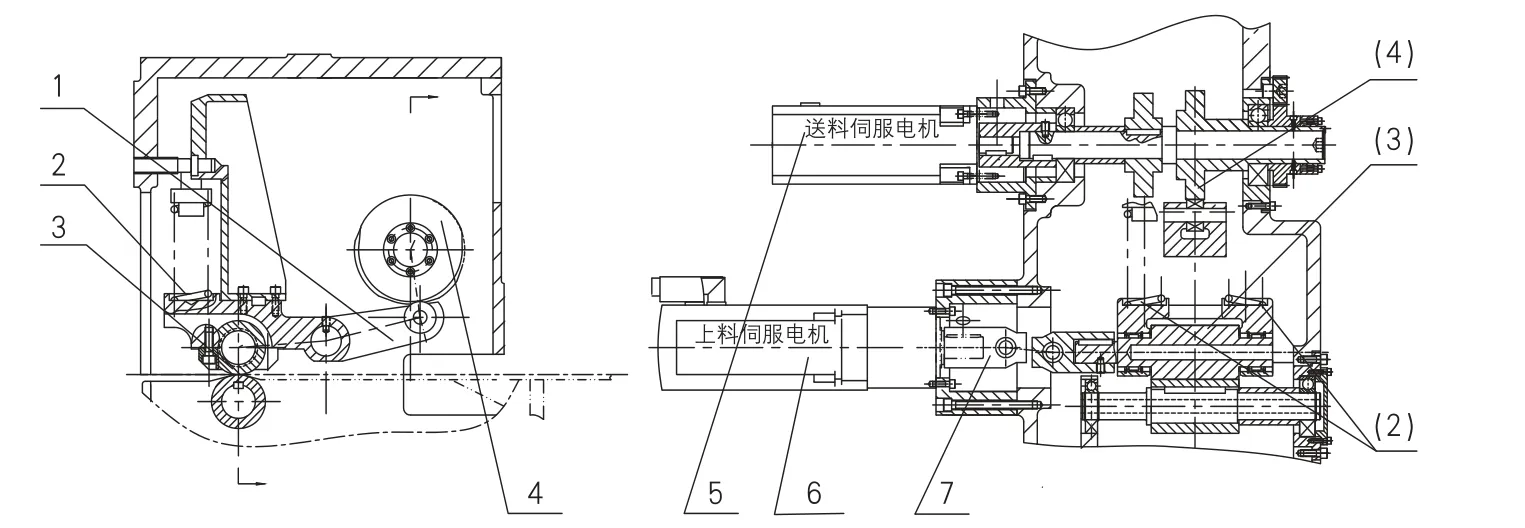
圖1 精密高速數控沖床送料優化系統
結束語
綜上所述,目前我國沖壓機床的市場極具潛力,應用前景看好,通過此機構的成功研制為縮短與工業發達國家沖壓機床技術生產水平的差距做好鋪墊。