對流換熱系數對熨平板焊接變形和應力的影響
2017-06-05 14:14:16張華清房元斌王偉偉
電焊機 2017年5期
張華清,房元斌,王偉偉
(1.徐工集團道路機械分公司,江蘇徐州221004;2.江蘇徐州工程機械研究院,江蘇徐州221004;3.徐州徐工液壓件有限公司,江蘇徐州221004)
對流換熱系數對熨平板焊接變形和應力的影響
張華清1,房元斌2,王偉偉3
(1.徐工集團道路機械分公司,江蘇徐州221004;2.江蘇徐州工程機械研究院,江蘇徐州221004;3.徐州徐工液壓件有限公司,江蘇徐州221004)
采用有限元模擬不同對流換熱系數下熨平板的焊后變形和應力分布,并采用塞尺和X射線法進行試驗驗證。結果表明:整體變形趨勢為U形板呈“鼓泡”狀,左連接板伸出端向x正向收縮變形,兩側板自由邊向內收縮變形。最大變形位置出現在連接板伸出端最上端,對流換熱系數為采用曲線加載時,變形誤差為34.3%,系數為0.02時,誤差為17.1%;不同對流散熱系數對殘余應力峰值影響很小,應力分布與對流換熱系數為0.02時趨勢一致,誤差為32.6%,采用曲線加載,不考慮低應力區結果,誤差為21.1%,均滿足工程應用要求,證明了模擬結果的準確性。兩種加載方式均滿足焊接變形預測要求,在焊縫較多、應力分布復雜的情況下,應力預測建議采用曲線加載方式,反之則采用系數為0.02加載。
散熱系數;有限元;焊接變形;應力
0 前言
熨平板是攤鋪機熨平瀝青的核心結構件,其焊接質量直接影響后續機加工、裝配精度,甚至影響攤鋪平整度。焊接變形和殘余應力都會在生產和工作中影響平面度。對熨平板的結構設計和工藝研究主要依靠設計人員和工藝技術人員長時間的經驗積累,但是人員流動、產品更新換代、技術不斷完善等因素,要求在生產中不靠經驗依然能夠預測設計改進和工藝優化后熨平板的變形趨勢和應力分布情況。焊接數值模擬技術能夠有效解決這一問題。國內外專家學者已經對熱源模型、功率參數、拘束條件等影響焊接變形和應力的因素進行了大量的研究[1-4],但是對于對流換熱系數研究較少。
在此以熨平板為研究對象,采用熱彈塑性法,借助有限元分析手段,獲得并對比分析不同對流換熱系數下熨平板的焊后變形和殘余應力分布,并采用塞尺測量焊后變形,輔以X射線衍射法對殘余應力進行試驗驗證。
1 建立有限元模型
1.1 焊接工藝參數
熨平板材料為Q345B鋼板,箱型結構尺寸為1 500 mm×35 mm×250 mm,一側連接板高410 mm,現場焊接用樣件如圖1所示。采用松下YD-350KR2型焊機焊接,選用ER50-6實心焊絲,保護氣為CO2,鋼板不開坡口。焊接工藝參數見表1。
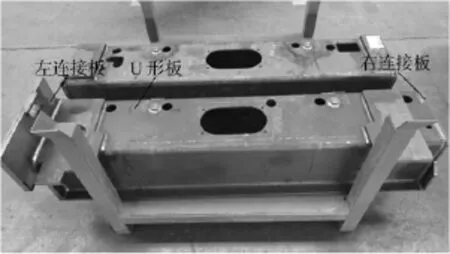
圖1 熨平板模型Fig.1 Screed model

表1 焊接工藝參數Table 1 Process parameters welding
1.2 材料參數的建立
利用JMATPRO軟件分析獲得模擬用材料Q345B材料參數,隨溫度變化的部分物性參數和力學參數如圖2所示。
1.3 網格模型的建立
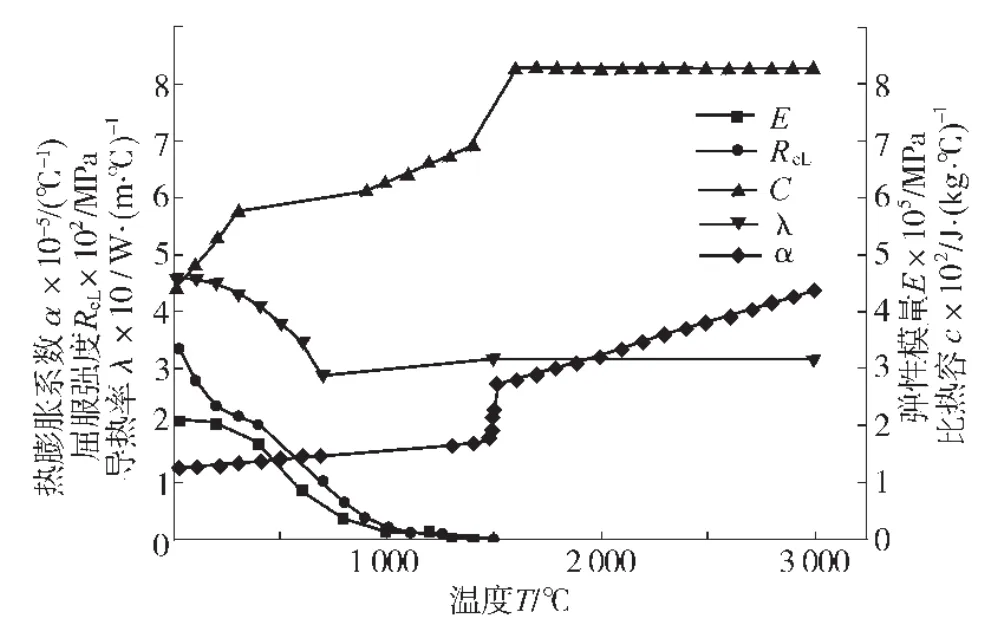
圖2 Q345B鋼的相關熱力學參數與溫度的關系Fig.2 Relationship between thermo-mechanical parameters and temperature of Q345B
為了更好平衡計算效率和計算精度,采用過渡網格劃分技術,有效控制模型的網格總數,同時兼顧溫度梯度和應力場計算結果可靠性,對焊縫和熱影響區一定范圍內的網格進行加密處理,而對自由端和遠離焊縫位置采用稀疏網格[5]。獲得熨平板網格模型如圖3所示,其中,焊縫位置單元尺寸為2 mm,單元總數106 631個,節點數152 153個。
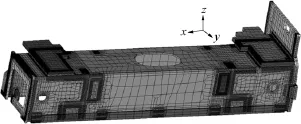
圖3 有限元模型Fig.3 FE model
1.4 熱源模型的建立
忽略焊接過程中熔池流動,采用單元生死技術,焊縫單元采用預先填充方式。為保證應力場求解精度,建立適用CO2氣保焊的雙橢球熱源模型[6]。按照焊接工藝設計要求,對熨平板中長直且接頭設計形式較多的典型接頭進行試驗,分別獲得焊腳高度為6 mm、7 mm和雙側不同焊腳高度的熱源宏觀形貌,如圖4所示。通過試驗測量獲得焊高、熔寬、熔深以及熱影響區等參數。
1.5 力學邊界條件
力學邊界條件是指設置4組接觸對來模擬熨平板焊接過程中不同面與焊接平臺之間的接觸關系。沿熨平板U形板x軸方向在中截面表面選擇若干節點限制x向的位移;在連接板上沿連接板與U形板平行焊縫的兩側自由端中截面選擇若干節點來限制xz向的位移。
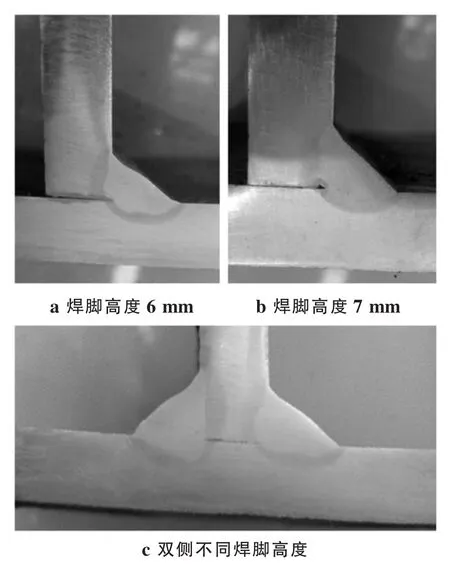
圖4 熱源宏觀形貌Fig.4 Heat resource
1.6 對流換熱系數定義
焊接是一個非線性瞬態傳熱問題,根據傅立葉定律和能量守恒定理可得三維條件下控制方程[7-8]

式中 T為溫度;ρ為材料密度;c為材料比熱容;λ為材料導熱系數,材料各向同性,其中ρ、c、λ隨溫度變化而變化;Q為內熱源強度。
溫度邊界條件包括熨平板表面與周圍介質熱交換[9]。散熱表面條件:
在對流換熱邊界條件上
在輻射換熱邊界條件上
式中 n為熨平板外法線方向;λn為法線方向導熱系數;h為對流換熱系數;ε為發射率;σ為斯忒藩-玻爾茲曼常量;To為環境溫度;Ts為邊界溫度。
對流換熱系數分別設定為以下兩種情況:
(1)考慮對流換熱系數隨溫度變化曲線
(2)利用牛頓法則和波爾茨曼定律分別考慮工件與外部環境的對流和輻射,對流換熱系數設為0.02,環境溫度為20℃。
2 焊接結果分析和驗證
2.1 模擬溫度場和應力場結果分析
計算獲得不同對流換熱系數下熨平板結構件焊后變形云圖,如圖5所示。
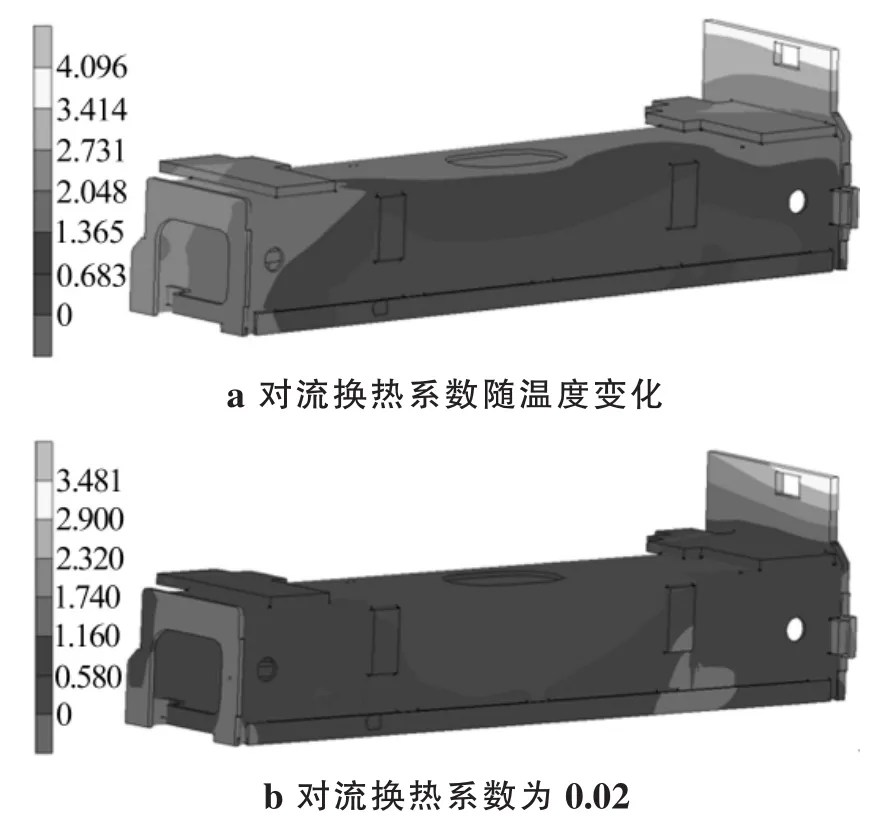
圖5 焊接變形云圖Fig.5 Contour of welding deformation
由圖5可知,兩種對流換熱系數下計算得到的熨平板焊后變形趨勢和最大峰值相近。按照左連接板伸出端向上,xy平面與平臺接觸方式放置,熨平板的整體變形趨勢為:U形板呈現“鼓泡”狀變形,左連接板伸出端向x正向收縮變形,在兩側板位置的自由邊均向內收縮變形。
“鼓泡”狀變形主要是受兩側板焊后收縮變形引起,而U形板中間上表面由于沒有焊道,受到周圍拘束作用而向上凸起變形。左連接板伸出端向x正向收縮變形,是由于左連接板內側焊縫冷卻后的收縮力使其發生角變形所致。在兩側板位置的自由邊采用雙面焊接,使其發生角變形,自由端而朝向焊縫位置側發生角變形。最大變形位置均出現在左側連接板伸出端最上側,系數以曲線加載時,峰值為4.096 mm;系數為0.02時,變形峰值為3.481 mm。從理論上分析,系數0.02為等效值,加之有限元模型的建立在一種理想狀態下,獲得接頭的結果應與隨溫度曲線加載相近,但是會有一些“強冷”的效果。但由分析結果可知,焊后變形在曲線加載時會更大。說明變形可能與結構形式、邊界條件有關,但需要做單因素變量分析,在此不再深入研究。
焊后變形的結果是底平面變形較大的位置出現在靠近兩端連接板處,呈現對角變形大的趨勢。對應對流換熱系數為曲線加載時的情況,焊后變形峰值為2.821 mm;系數為0.02時,焊后變形峰值為2.459 mm。考慮這部分的變形主要是其平面變形影響后續工序。
應力云圖由圖6所示,應力分布趨勢相同且峰值相近,在焊縫位置附近應力較大。系數為曲線加載時,應力峰值為448.1 MPa;系數為0.02時,峰值為452.1 MPa。不同對流散熱系數對殘余應力峰值影響很小。
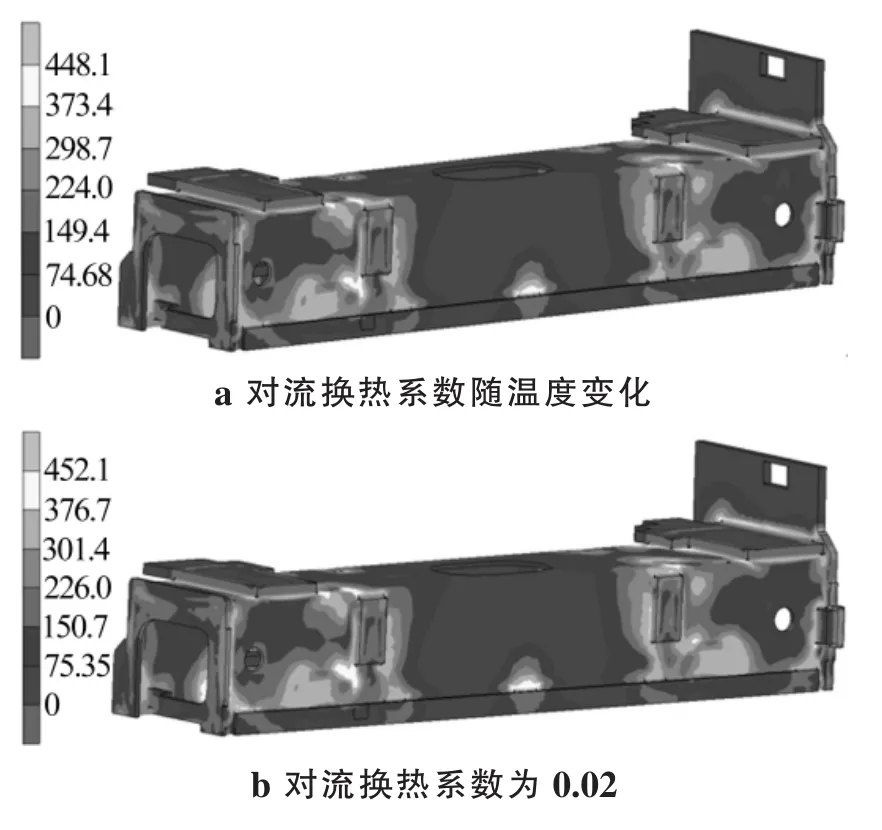
圖6 應力云圖Fig.6 Stress distribution
2.2 試驗結果驗證與對比分析
采用塞尺測量U形板底平面變形,如圖7所示。設計3組試驗樣件,分別測量3組試驗焊后變形,通過測量整個底平面最大位置,發現最大變形均出現在靠近兩端連接板處,與仿真趨勢保持一致。測量值如表2所示。

圖7 變形測量Fig.7 Measuring deformation
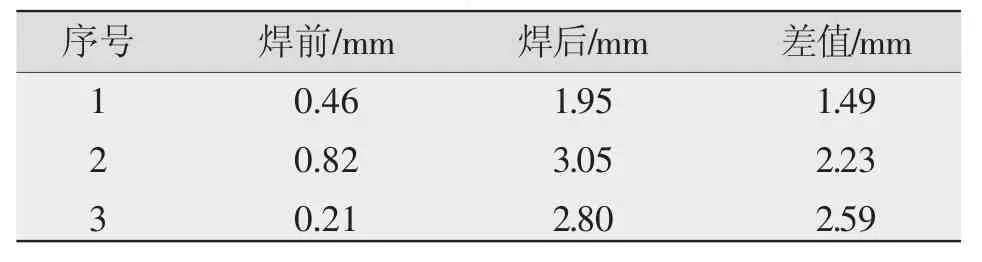
表2 變形測量值Table 2 Measuring value of deformation
由表2可知,焊接變形平均值為2.10 mm。系數為曲線加載時,誤差為34.3%;系數為0.02時,誤差為17.1%,滿足工程應用要求,證明了模擬結果的準確性。對流換熱系數為0.02時,更接近實際變形的測量結果。為避免結構件破壞,殘余應力分布的試驗驗證采用無損殘余應力測量,距離A點的距離分別為53 mm、127 mm、149 mm、488 mm、510 mm、828 mm、849 mm、1 316 mm,見圖8a。由圖8b可知,應力分布與對流換熱系數為0.02時趨勢一致,誤差為32.6%,滿足工程應用要求;而采用曲線加載時,低應力區出現較大偏差,不考慮低應力區結果,誤差為21.1%。在高應力區測量時,X射線衍射法塑性應變導致晶格尺寸的畸形變化,使得測得的應力值增加較多,從而導致結果偏大。
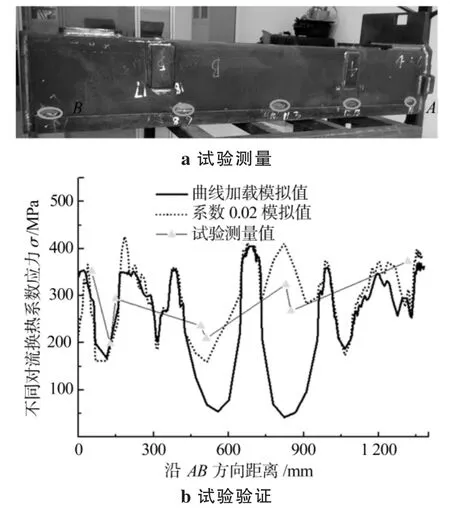
圖8 試驗測量和驗證Fig.8 Measuring and verifying experiment
3 結論
(1)最大變形位置均出現在左側連接板伸出端最上側,對應對流換熱系數為采用曲線加載時,變形峰值為4.096 mm;采用系數為0.02時,變形峰值為3.481mm。
(2)U形板呈“鼓泡”狀,左連接板伸出端向x正向收縮變形,兩側板自由邊均向內收縮變形。
(3)系數為曲線加載時,應力峰值為448.1 MPa;系數為0.02時,峰值為452.1 MPa。不同對流散熱系數對殘余應力峰值影響很小。
(4)系數為曲線加載時,變形誤差為34.3%;系數為0.02時,誤差為17.1%;應力分布與對流換熱系數為0.02時趨勢一致,誤差為32.6%;采用曲線加載,不考慮低應力區結果,誤差為21.1%。滿足工程應用要求,證明了模擬結果的準確性。
(5)兩種加載方式預測焊接變形均滿足要求。應力預測時,在焊縫較多、應力分布復雜的情況下,建議采用曲線加載方式;反之,采用系數為0.02加載。
[1]Ueda Y,Murakawa H,Ma N.Welding deformation and residual stress prevention[M].New York:Elsevier,2012.
[2] Deng D.Influenceofdeposition sequence onwelding residual stress and deformation in an austenitic stainless steel J-groove welded joint[J].Materials and Design,2013,(49):1022-1033.
[3]周世杰,李云濤,宋繼順,等.激光焊接熱源和焊速對溫度場影響的數值模擬[J].電焊機,2014,44(10):85-88.
[4]王學東,何恩光,陳俐.拘束條件對薄板T形接頭雙光束激光焊接變形的影響[J].焊接學報,2016,37(3):101-105.
[5]房元斌,王勇,王燦,等.高強鋼Q890中厚板殘余應力測量技術研究[J].電焊機,2016,46(10):85-89.
[6]Goldak J.Modeling thermalstressesanddistortionsinwelds [M].ASM International,1990:71-82.
[7]張文鉞.焊接傳熱學[M].北京:機械工業出版社,1989.
[8]侯志剛.薄板結構焊接變形的預測與控制[D].湖北:華中科技大學,2005.
[9]張超.基于強化散熱的焊接變形預測與控制[D].山東:中國海洋大學,2012.
Page 26設計時要重點考慮變幅機構,使其激勵頻率遠離塔機的固有頻率。總結各階振型可知,基于桁架模型的塔機起重臂結構為一低頻振動系統,各階固有頻率均較低且相差不大,在使用過程中要注意避免塔機吊繩的擺動和載荷的施加與釋放等低頻源激擾,防止發生共振。
在保證塔式起重機的靜強度和穩定性的基礎上,綜合各種不同工況下的最大應力變化趨勢及其振動特性分析,重點監測應力幅較大處,同時設計塔機時增加型材截面尺寸,而在應力幅較小的地方則可適當減小型材截面尺寸。本研究可以方便地獲得塔機受到的最大、最小應力和結構變形情況,從而找出其危險點,為塔機安全監測提供理論支持,同時為塔機進一步優化設計提供理論依據。
參考文獻:
[1]曾攀.有限元分析及其應用[M].北京:清華大學出版社,2004.
[2]趙騰龍,姚新軍.ABAQUS6.6在機械工程中的應用[M].北京:中國水利水電出版社,2007.
[3]姚克恒,殷晨波.以ANSYS為平臺的塔式起重機臂架有限元分析與關鍵技術研究[J].現代制造工程,2009(12):47-51.
[4]李然,陳棟梁,姜冰.塔式起重機靜態及模態安全性分析[J].起重運輸機械,2012(9):68-70.
[5]王綱居,穆銘豪,孫遠韜.塔式起重機金屬結構模態分析及其實驗測試修正[J].中國工程機械學報,2013(8):354-358.
[6]GB/T 13752-1992,塔式起重機設計規范[S].北京:中國標準出版社,1993.
[7] Ju Feng,Choo Yoo Sang.Dynamic analysis of tower cranes [J].American Society of Civil Engineers,2005,131(1):88-96.
[8]師漢民.機械振動系統—分析·測試·建模·對策(上冊)(第二版)[M].武漢:華中科技大學出版社,2004.
Influence of convective heat transfer coefficient on welding deformation and stress of screed
ZHANG Huaqing1,FANG Yuanbin2,WANG Weiwei3
(1.XCMG Road Machinery Corporation,Xuzhou 221004,China;2.Jiangsu Xuzhou Engineering Machinery Research Institute,Xuzhou 221004,China;3.XCMG Xuzhou Hydraulics Co.,Ltd.,Xuzhou 221004,China)
The finite element is used to simulate postwelding deformation and stress distribution of screed with different convection heat transfer coefficients.And the results are verified by using feeler gauges and x ray method.The results show that overall deformation trend is bubble shape of U-shaped plate,and the extended end of the left connecting plate shrinks and deforms along the forward direction of x axis. And the free edges of two side panels are concave.The maximum deformation position appears on the tip of the connecting plate extended end.When the convective heat transfer coefficient loads temperature change curve,the deformation error is 34.3%.When the coefficient is 0.02,the error is 17.1%.Different coefficients have little effect on the peak values of the residual stress.The trend of stress distribution is consistent with that when the convective heat transfer coefficient of 0.02 and the error is 32.6%.Using curve loading and without considering low stress zones,error is 21.1%.All of them meet the requirements of engineering application,which proves that accuracy of the simulation results.Two loading modes can predict welding deformation.Under the circumstance of many welds and complicated stress distribution,the curve loading method is recommend,otherwise the loading method with coefficient of 0.02 are recommend.
convective heat transfer coefficient;finite element;welding deformation;stress
TG404
A
1001-2303(2017)05-0027-05
10.7512/j.issn.1001-2303.2017.05.06
2016-11-18
張華清(1977—),男,工程師,碩士,主要從事焊接工藝技術研究工作。E-mail:xcmgzhang@139.com。
本文參考文獻引用格式:張華清,房元斌,王偉偉.對流換熱系數對熨平板焊接變形和應力的影響[J].電焊機,2017,47(05):27-31.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
