寶鋼1780熱軋除鱗智能節能控制技術
2017-06-05 14:18:19沈昊
上海電機學院學報 2017年2期
沈 昊
(寶鋼不銹鋼有限公司,上海 200431)
寶鋼1780熱軋除鱗智能節能控制技術
沈 昊
(寶鋼不銹鋼有限公司,上海 200431)
為滿足除鱗泵平穩地加、減速控制,實現除鱗系統安全、節能運行,研究了熱軋除鱗智能節能控制技術。運用流體力學原理、工業智能化理論,結合生產軋制計劃、道次計算、位置跟蹤等相關數據,對除鱗系統供水量進行提前預測,并根據專家經驗確定最佳變頻轉速;綜合考慮了除鱗水需求量、提供量、管路壓力、設定壓力在控制過程中的導向作用,實現了對除鱗系統流量、壓力的精確控制。
變頻系統; 節能控制; 智能控制
高效節能用電越來越受工廠、企業的青睞[1-3]。作為用電能耗頗高的大電機,對其進行升級改造,在保證生產工藝需要的情況下,降低電耗,既可實現經濟效益,又可實現社會和環境效益。
熱軋除鱗系統[4]是軋鋼過程中的重要耗電設備。長期以來由于壓力變化范圍大、瞬間變化頻次快、出口壓力高等諸多不確定因素,一直無法實現對熱軋除鱗系統[5]的安全節能控制。
本文研究的寶鋼不銹鋼1780熱軋除鱗智能節電控制技術是將熱軋生產控制系統與現場PLC、變頻器、高壓電動機、傳感器、電動執行機構等設備進行整合控制[6-9],運用流體力學原理、工業智能化理論,根據生產計劃、軋制工藝、板坯跟蹤、多鋼種除鱗工藝、設備健康判斷等相關技術數據[10-12],綜合考慮了除鱗水需求量和供水量、系統管路壓力、設定壓力在控制過程中的導向作用,模擬專家經驗確定除鱗電動機最佳變頻轉速,進行實時動態頻率控制,實現對水量的優化利用。同時,系統通過反復比較、計算歷史存儲數據和運行動態偏差,進行自適應修正補償,通過不斷自學習,實現最優的模擬專家系統,從而實現熱軋除鱗系統的智能節能控制。
1 系統方案
1.1 系統工藝
寶鋼不銹鋼1780熱軋除鱗系統主要由高壓電動機、泵體、平衡汽水罐、熱保護閥及現場噴射閥等設備組成。其作用是通過高壓水的強大沖擊力,清除熱軋鋼坯在加熱爐加熱過程中產生的爐生氧化鐵皮和軋制過程中再生的二次氧化鐵皮, 保證鋼材成品表面質量。圖1給出了1780熱軋除鱗系統示意圖。
整個系統為多點除鱗系統。粗軋線上有8個高壓除鱗點,分別為除鱗箱入口(HSBa)、除鱗箱出口(HSBb)、粗軋入口(R1a)、粗軋出口(R1b)、精軋入口(FSBa)、精軋出口(FSBb)、精軋出口(F1)、精軋出口(F3)。各除鱗點用水的流量需求如下:除鱗箱入口、出口除鱗噴嘴分別為3 630 L/min;粗軋機入口噴嘴3 250 L/min、粗軋機出口噴嘴為3 250 L/min; 精軋機入口、出口除鱗噴嘴分別為4 200 L/min。正常情況下,3爐運行軋鋼時,從爐后除鱗箱HSB至精軋FSB范圍內有3塊鋼坯在除鱗或等待除鱗(其平均軋制時間約為125 s),即當軋制節奏不同時,會出現多點除鱗、單點除鱗和不除鱗的現象。
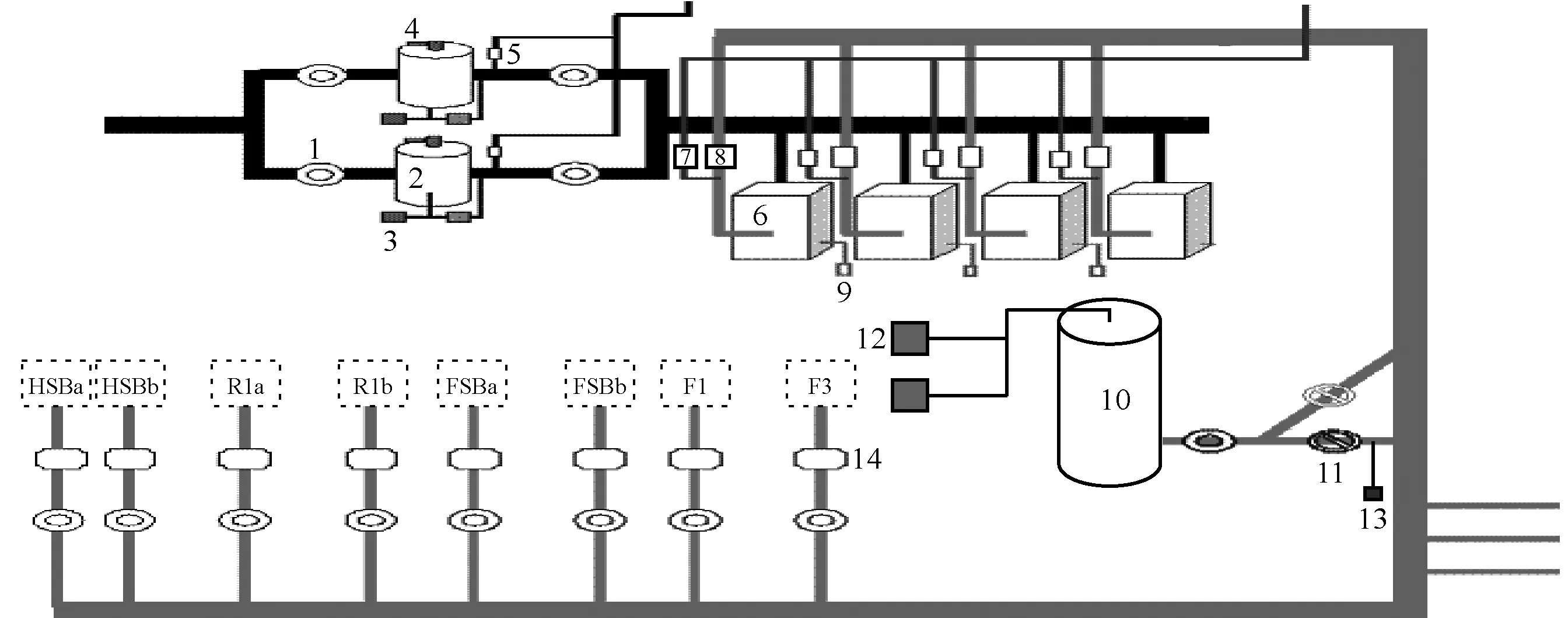
1-閘閥;2、4-自潔式過濾器;3-排污閥;5-加藥閥;6、除鱗泵組(含馬達);7-最小流量閥;8-出口電動閥;9-壓力傳感器;10-蓄能器;11-最低液面閥;12-空壓機;13-壓力傳感器;14-除鱗點噴射閥
1.2 系統組成
圖2給出了系統結構圖。由圖可見,整個系統由3級控制系統構成(見圖中虛框),分別為L2生產控制系統、除鱗智能模型控制器(系統)、除鱗L1控制器(PLC),系統通過工業以太網進行通信。
L2控制系統負責下發生產線各類報文,智能模型控制系統按照L2下發的實際生產計劃和鋼種schedule、生產節奏MPC、粗軋道次計劃RSU、精軋道次計劃計算FSU安排以及實際的除鱗配置的情況,來優化計算除鱗系統各電動機的開停以及相應的速度設定。除鱗L1控制器負責除鱗系統各現場設備的數據采集和控制,包含根據實際現場信號進行除鱗泵控制、各種保護等。L1控制器通過Profibus-DP網和硬接線與現場設備進行連接。

圖2 系統結構圖
2 系統控制功能
2.1 系統控制功能
在除鱗泵智能系統運行過程中,先從L2服務器獲得板坯跟蹤信息及該板坯的除鱗計劃,在板坯到達除鱗點之前計算將來的除鱗水需求量;同時考慮系統的壓力設定,最終生成變頻器的運行頻率下發給除鱗L1控制器;L1控制器根據實際現場信號及保護連鎖進行除鱗泵電動機的變頻控制。即智能模型控制系統接收到批次除鱗工藝計劃和板坯出爐信號后,根據輥道線速度測算出板坯到達各除鱗點所用的時間,依據除鱗工藝計劃要求計算出該板坯在各除鱗點的除鱗水需求量,結合下級變頻器實際設定的響應速度,計算出滿足板坯到達除鱗點時所需除鱗水量相對應的除鱗電動機運行頻率,并下發給L1控制器;L1控制器將收到的運行頻率依據現場信號及保護連鎖進行處理后,下發給除鱗變頻器,以實現除鱗電動機的升、降速控制。整個控制過程中,智能模型控制器(系統)依據生產工藝及板坯位置,不斷地計算、修正運行頻率從而實現整個除鱗系統的智能節能運行。圖3給出了除鱗系統控制功能框圖。
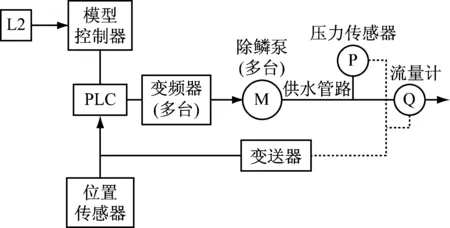
圖3 系統控制框圖
頻率給定值信號以及變頻泵運行狀態信號通過I/O硬接線方式與PLC進行交互,閉環反饋壓力信號送入節能PLC進行PID運算[13-16]。通過對水壓設定值與壓力傳感器反饋信號的比較、運算,最后計算結果作為給定值送至變頻器。
2.2 系統控制過程
除鱗智能模型控制器(系統)結合軋制計劃、道次計算、位置跟蹤等數據,對除鱗系統供水量進行提前預測,根據專家經驗確定最佳變頻轉速,并以除鱗管網最遠端的壓力及鋼坯跟蹤信號控制、流量控制為主要手段,建立流量、壓力、速度控制模型,實現整個除鱗系統流量、壓力的精確控制和對除麟水的優化利用,從而達到軋線除鱗節能的目的。圖4給出了除鱗模型程序的結構。
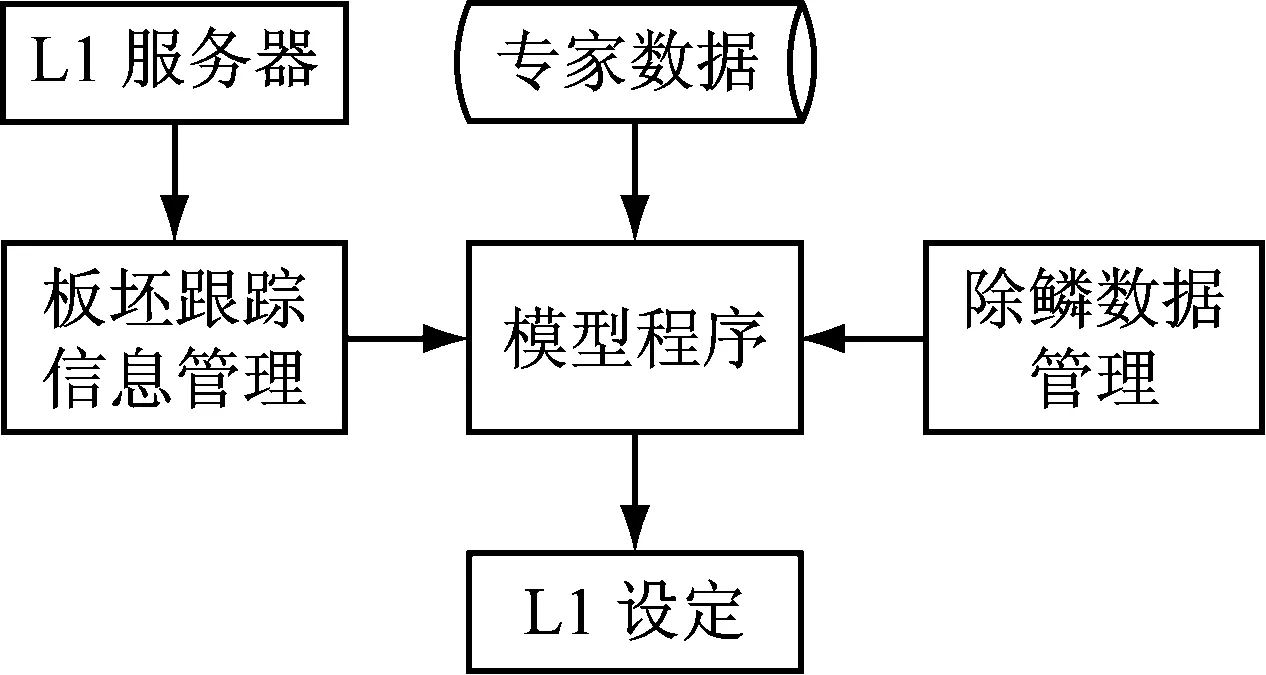
圖4 模型程序結構示意圖
在控制過程中,系統綜合考慮了除鱗水需求量、工頻泵除鱗水提供量、系統管路壓力、系統設定壓力在控制過程中的導向作用,同時通過確定實際壓力與設定壓力的偏差在設定允許壓力偏差與設定極限壓力偏差間的相對位置,來選取合適的變頻泵加速度,以便實現平穩的加、減速控制。變頻除鱗系統的控制策略由以下3個部分組成:① 根據L2對生產線各除鱗點的預設定,結合板坯在生產線上的實際位置,計算出此時除鱗系統對除鱗水的需求量;根據現場實際投入工頻泵的數量計算出工頻泵可提供的除鱗水量。② 測量并計算除鱗系統的實際壓力與設定壓力的偏差,根據設定的壓力偏差值選擇合適的除鱗泵加速度。③ 將除鱗水的需求量與工頻泵的提供量進行比較,結合現場的操作情況及設備的保護狀況選擇合適的輸出下限值。
根據系統實際壓力的變化,以選擇的加速度計算變頻泵的加、減速設定,經限幅后輸出給變頻器。
3 系統實現
整個系統存儲了當前熱軋系統各類鋼種的生產工藝信息和除鱗工藝數據,通過對實際軋制板坯工藝數據的比對和篩選,結合開發除鱗控制模型,輸出最優的除鱗控制運行參數來控制除鱗電動機的運行頻率;同時,系統不斷累加新鋼種軋制、除鱗工藝模型參數,通過加權平均達到最優的輸出控制參數,并反復計算和比較歷史存儲數據和運行動態偏差,進行自適應修正補償,通過不斷自學習,實現最優的模擬專家系統,即在板坯還未入爐加熱前,通過核對板坯鋼種、規格等信息,完成板坯軋制過程中除鱗控制參數的計算,從而實現除鱗系統電動機運行的智能控制。圖5給出了除鱗控制流程。
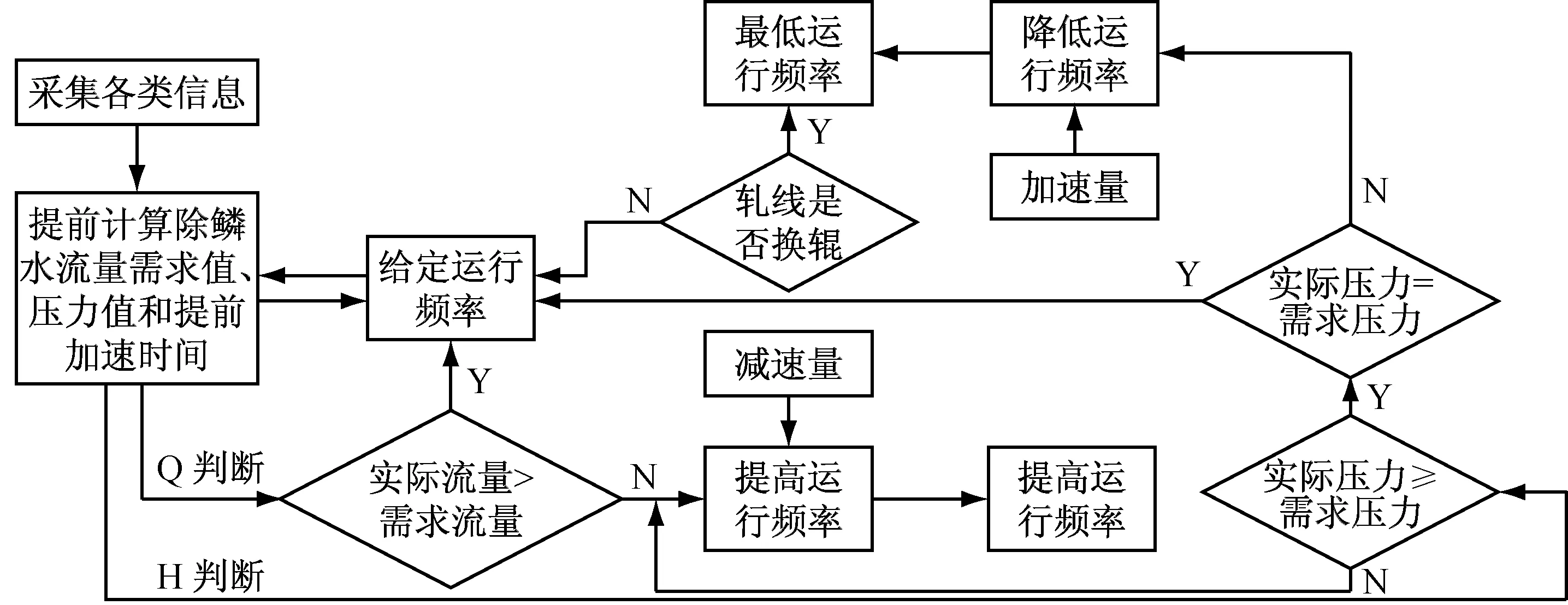
圖5 除鱗模型控制流程圖
3.1 除鱗泵調節加速度計算
除鱗泵調節的加速度是根據現場反饋的實際壓力與設定壓力之差,結合設定壓差和設定極限壓差做出的線性計算而得。設加、減速時的加速度分別為ACC、ACC1;實際壓力與設定壓力之差的絕對值為ΔP;系統允許壓力偏差為ΔP1,本文取ΔP1=40 kPa;系統設定加速壓力偏差為ΔP2,本文取ΔP2=0.5 MPa;加速時最快和最慢的加速時間為t1和t2,本文取t1=15 s,取t2=60 s;減速時最快和最慢減速時間為t3和t4,本文取t3=25 s,t4=60 s。
(1) 加速時:當ΔP<ΔP1時,ACC=0;當ΔP1≤ΔP<ΔP2時,
ACC=

(2) 減速時:當ΔP<ΔP1時,ACC1=0;當ΔP1≤ΔP<ΔP2時,
ACC1=

3.2 除鱗智能模型優化控制
除鱗水節能模型實現主要有兩方面:① 繪制除鱗水量預測圖;② 優化除鱗水量預測圖,減少變頻器變換頻率的次數。
(1) 繪制除鱗水量預測圖。利用熱軋除鱗節能模型對板坯在軋線上的運動進行精確預測,可得到板坯到達和離開各除鱗點的時刻,從而生成對應時刻點的水量使用分布圖。即當板坯出爐時,先準確計算出軋制過程中板坯到達HSB、RM、FSB、FM等各除鱗點的時刻T0和離開時刻T1,如圖6所示。圖6中虛線框就是該時刻點所需的水量,為板坯A、B、C在除鱗點RM11、F12、FSB所需水量之和。這樣可以得到各時刻軋線上除鱗點所需的總水量,即除鱗水量預測圖,如圖7所示。
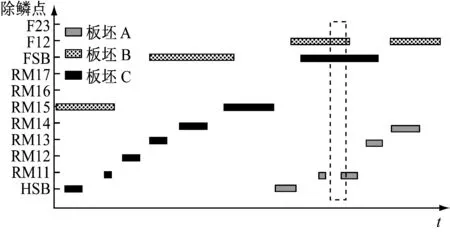
圖6 板坯除鱗點時序圖

圖7 除鱗水量預測圖
(2) 優化水量預測圖。由圖7可見,除鱗水的水量波動比較頻繁,尤其是a、b、c 3點是水量波動較大的3個時刻。若直接用于水量設定,將導致變頻器頻繁地變更設定頻率,這不僅增加了變頻器的負荷,增大了變頻器發生故障的概率,也會由于預測存在的誤差而導致除鱗效果變差。因此,需要對預測水量進行優化,將諸如a、b、c點的水量歸并到就近的最高點。可通過相鄰柱狀圖的面積差ΔS和持續時間Δt來判斷相鄰柱狀圖是否可以歸并,ΔS和Δt可以通過配置文件來設定。若某單位水量持續時間小于Δt,則再判斷與其相鄰的水量差是否小于ΔS,若是,則將小于ΔS的水量歸并入ΔS。其中,Δt為范圍值,步長為1 s,如設定Δt為3~10 s,則水量歸并時需循環計算7次。歸并優化處理后除鱗水水量如圖8所示。

圖8 優化后的除鱗水量預測圖
由圖可見,歸并優化后的水量變化穩定了不少,這在保證除鱗效果和節水的前提下,盡量延長了單位水量的持續時間,優化了變頻器頻率設置最大限度地保證了變頻器的安全使用。
4 結 語
本文研究了熱軋除鱗智能節能控制技術,運用流體力學原理、工業智能化理論,結合生產軋制計劃、位置跟蹤等相關數據,對除鱗系統供水量進行提前預測,確定最佳變頻轉速,實現對水量的優化利用。該技術于2014年6月運用于寶鋼不銹鋼有限公司熱軋廠,實現了熱軋生產過程中除鱗系統壓力、流量的精確控制,大大節約了除鱗系統的電能消耗,降低了負荷急劇變化對電動機的沖擊,實現了熱軋除鱗系統安全節能運行。
[1] 中國鋼鐵工業協會科技環保部. 中國鋼鐵工業能耗現狀與節能前景 [J], 冶金管理,2004(9):15-19.
[2] 馬時來.計算機網絡實用技術教程 [M].北京:清華大學出版社,2003.
[3] 北京節能環保中心,中國標準化研究院,清華大學,等. GB/T 21056-2007 風機、泵類負載變頻調速節電傳動系統及應用技術條件 [S]. 北京:中國標準化出版社,2007.
[4] 金磊. 除鱗設備對鋼板除鱗效果的影響分析 [J].冶金設備,2013(S2):192-195.
[5] 上海梅山鋼鐵股份有限公司. 熱軋除鱗機集管和噴嘴校驗裝置:中國,ZL200920236323.5[P].2010-07-21.
[6] 北京利德華福技術有限公司.利德華福HARSVERT-A系列高壓變頻調速系列技術手冊[R/OL].[2016-05-25].http://www.doc88.com/p-9455406027828.html.
[7] 張振國,方承遠. 工廠電氣與PLC控制技術 [M].4版. 北京:機械工業出版社,2011.
[8] 薛念福,李里,陳繼林,等. 熱軋帶鋼除鱗技術研究 [J]. 鋼鐵釩鈦,2003,24(3):52-59.
[9] 李景洋,歐湘貴. 高壓變頻器在寶鋼熱軋除鱗系統的應用 [J]. 中國冶金,2012,22(7):38-39.
[10] 潘家明.熱軋線除鱗系統的改造升級 [J].金屬世界,2013(2):70-73.
[11] 徐啟楊,姜海軍,趙磊. 除鱗噴射閥的結構原理與改進措施 [J]. 流體傳動與控制,2012(2):46-48.
[12] 陳海龍. 淺論除鱗噴射閥的改型 [J]. 鄂鋼科技,2012(04):15-17.
[13] 李恩剛. 多功能高負荷復合型粗軋除鱗機介紹 [J]. 科技創新與應用,2013(23):141-142.
[14] 張立成,董嘉慶,夏銳,等. 軋鋼高壓水除鱗噴射閥啟閉特性分析 [J]. 冶金設備,2000(2):19-21,14.
[15] 張森發,盧瑞暉,謝文祥. 提高珠鋼軋機高壓除鱗系統穩定性的研究與實踐 [J]. 冶金叢刊,2011(4):7-9.
[16] 韓永成,李玉萍. 唐鋼熱軋1810除鱗系統改造自動控制的實現 [J]. 數字化用戶,2013,19(4):20-21.
Intelligent Energy-Saving Control of Baosteel 1780 Hot Rolling Descaling System
SHENHao
(Baosteel Stainless Steel Co., Ltd., Shanghai 200431, China)
Descaling intelligent energy-saving is a technique that uses PLC, inverter, high voltage motors, sensors and actuators in the process control. The system can achieve descaling pump smooth acceleration and safe descaling. By using fluid mechanics, production rolling plan, and through calculations and location tracking, water supply can be predicted in advance to achieve an optimal use of water. The expert experiences show that the system can acquire the best frequency conversion speed. The system takes into account the leading role of descaling water supply, demand pressure, and setting pressure to realize accurate control of the descaling system and pressure.
frequency conversion system; energy control; intelligent control
2016 -11 -22
沈 昊(1979-),男,工程師,主要研究方向為自動控制,E-mail:499011707@qq.com
2095 - 0020(2017)02 -0120 - 05
TP 273
A
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
文苑(2018年23期)2018-12-14 01:06:06
測控技術(2018年5期)2018-12-09 09:04:50
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
家庭影院技術(2017年9期)2017-09-26 03:41:45