板材下料自動拾取機器人控制系統設計
2017-06-10 08:38:55王從宏王桂森
實驗室研究與探索 2017年4期
關鍵詞:系統
王從宏, 萬 熠, 王桂森
(山東大學 機械工程學院,高效潔凈機械制造教育部重點實驗室, 濟南 250061)
板材下料自動拾取機器人控制系統設計
王從宏, 萬 熠, 王桂森
(山東大學 機械工程學院,高效潔凈機械制造教育部重點實驗室, 濟南 250061)

針對生產備料車間人工拾取火焰切割板材過程中勞動強度大、效率低下等問題,開發了一套板材下料自動拾取機器人系統。該機器人系統采用三坐標龍門式結構,利用伺服電機驅動三坐標直線導軌模組;上位工控機利用C語言和Matlab編程分別實現G代碼向圖形與坐標的轉化與板材重心坐標值的計算,通過OPC Server與下位機PLC S7-300進行通信,將切割后的各板材重心坐標值通信至下位機PLC;PLC根據重心坐標位置控制三坐標伺服電機的運動,可保證拾取過程的平穩,減小晃動,實現對板材的連續精確拾取。該機器人控制系統是一種高度自動化的系統,可提高企業生產效率,適應于現代企業的生產要求。
自動拾取; 機器人; 控制系統; 板材
0 引 言
火焰切割作為一種傳統的熱切割方法,具有成本低、自動化程度高的特點,廣泛用于機械制造業中金屬板材的切割下料。目前,企業的生產備料車間在利用火焰切割對板材進行下料后,多采用人工取料,導致工人勞動強度大,企業生產效率低[1]。同時,由于火焰切割時會產生大量粉塵、熱量和噪聲,易對工人的身體產生危害。因此,板材自動取料設備引起了國內外企業的廣泛關注。
由于機械手具有操作靈活,工作穩定、持續的優點,是企業生產備料車間取料的首選設備,因此,部分企業采用液壓式、氣動式機械手。液壓式驅動具有很強的抓舉能力,其特點是結構緊湊、動作平穩、耐沖擊、耐震動、防爆性好,但液壓元件要求有較高的制造精度和密封性能,否則漏油將污染環境。氣動式驅動的特點是動作迅速、結構簡單、造價較低、維修方便,但難以進行速度控制,氣壓不可過高,故抓舉能力較低[2-4]。
本文開發一種成本低、安全系數和效率高的板材下料拾取機器人。該機器人采用定梁動柱龍門式結構,利用西門子PLC S7-300控制伺服電機的運動以實現對板料的準確拾取,具有結構簡單、工作可靠、負載能強等優點。因系統的作業空間固定,消除了板料拾取過程中與其他設備的干涉。此外,系統運用計算板材重心的位置坐標的方法來對其進行拾取,減小了拾取過程的晃動。
1 系統硬件設計
板材下料自動拾取機器人(見圖1)的硬件包括龍門式結構、機械臂、電磁吸盤、伺服電機等。顯然,自動拾取機器人的作業空間是固定的,可以避免與工廠其他設備的干涉。該系統通過伺服電機驅動X、Y、Z軸導軌模組實現對機器人的位置控制,利用電磁吸盤對板材進行拾取。根據自動拾取機器人運行需求及控制成本的需要,所需硬件類型如表1所示。

1-Y軸伺服電機,2-軸端限位開關(3個),3-Y軸導軌模組,4-Z軸導軌模組,5-軸原點接近開關(3個),6-Z軸伺服電機,7-X軸伺服電機,8-X軸導軌模組,9-工控機,10-伺服驅動器X,11-西門子PLC S7-300,12-伺服驅動器Y,13-伺服驅動器Z,14-機械臂,15-電磁吸盤,16-支架
圖1 硬件結構圖
板料下料自動拾取機器人系統硬件連接圖如圖2所示。其中,下位機西門子PLC S7-300選用3個運動控制模塊FM353控制機器人X、Y、Z3個方向伺服電機的運動使機械手到達需要拾取的板材位置,并接收接近開關信號,以尋找坐標原點;AI模塊用于采集超聲波距離傳感器信號;DI/DO模塊采集X、Y、Z三坐標的導軌端部限位開關信號,并控制末端電磁鐵通斷電。此外,選用必需的CPU模塊與電源模塊[5-8]。

表1 系統硬件

圖2 控制系統硬件連接圖
2 系統軟件設計
數控火焰切割機是利用CNC系統對整個切割過程完成自動控制。為得到切割后不同形狀的板材,需將國際標準的 G 數控代碼轉換為圖形。因此,采用Visual C語言編程,以與現有火焰切割機數控系統實現兼容與匹配,滿足通用性要求。此外,為得到各形狀板材圖形的重心坐標位置,通過Matlab進行算法編程。Client 端通過OPC Server提供的接口,可以取得與OPC Server相連的硬件裝置的信息通信,通過編程組態,建立上位機各坐標數據與PLC之間的通信聯系。
2.1 求板材重心算法
由于經數控火焰切割機切割后的板材具有不同幾何形狀,為保證拾取過程的平穩,減小晃動,需獲得板材的重心。然后通過位置關系求得拾取位置的坐標。獲取重心的方法有懸掛法、支撐法、幾何法和理論算法等。由于板材形狀的不確定性,故本研究選用累加和求重心的幾何算法如下:
設平面上有N個離散數據點(xi,yi) (i= 1, 2,…,n), 其多邊形重心G(x1,y1)為:
(1)
式(1)為求多邊形重心最簡單直觀的方法,直接利用離散數據點的x,y坐標便能求得圖形重心。但是,沒有對離散數據點所圍圖形做任何處理和分析,導致精度不夠。
定理1 已知△A1A2A3的頂點坐標Ai(xi,yi)(i=1,2,3)。其重心坐標為:
(2)
定理2 已知△A1A2A3的頂點坐標Ai(xi,yi) (i=1, 2, 3) 。該三角形的面積為:

△A1A2A3邊界構成逆時針回路時取+;順時針時取-。另外,在求解過程中,不需要考慮點的輸入順序是順時針還是逆時針,相除后即可抵消。
原理 將多邊形劃分成n個小區域, 每個小區域面積為σi,重心為Gi(.xi,.yi),利用求平面薄板重心公式把積分變成累加和:
(3)
由前面所提出的原理和數學定理可以得出求離散數據點所圍多邊形的一般重心公式:以Ai(xi,yi) (i=1, 2,…,n)為頂點的任意N邊形A1A2…An,將其劃分成N-2個三角形(見圖3)。設每個三角形的重心
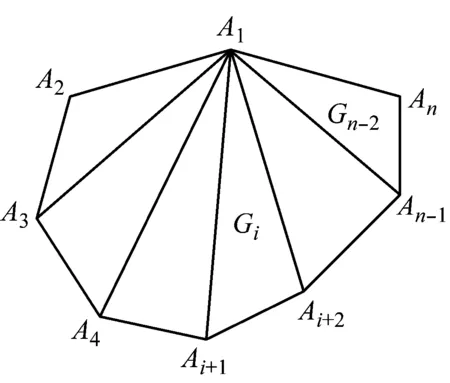

圖3 多邊形分解
G(.x2,.y2)為:
(4)
2.2 控制系統設計
在自動拾取機器人的硬件設備連接和板材重心算法確定后,便需要設計相應的軟件來實現機器人的板材拾取功能。首先,采用C語言編程,將火焰切割控制機床G代碼轉化為圖形。其次,通過Matlab算法編程,得到各不同形狀板材的重心。最后,通過工控機與PLC之間的通信協議,將重心坐標傳輸至PLC,PLC根據坐標位置控制三坐標伺服電機的運動,實現對板材的精確拾取。軟件程序設計框圖如圖4所示。

圖4 控制系統程序框圖
機器人的拾取控制系統主要采用PLC進行編程。該程序主要用于完成手動控制和自動控制兩個功能。手動控制方式:針對系統部分設備發生故障,或者是部分工作參數需要調整時,手動控制將系統中的部分設備轉換為手動操作;自動控制:利用西門子PLC S7-300的FM353模塊尋參程序尋找參考點,利用MDI功能實現連續拾取,拾取過程中X、Y軸伺服電機可實現聯動[11-16]。系統的具體程序控制流程如圖5所示。

圖5 PLC控制程序框圖
3 結 語
為實現對火焰切割板材的自動拾取,本研究開發了一種成本低、效率高、通用性好、負載能力強的板材下料自動拾取機器人系統。該系統采用龍門式結構,利用C語言、Matlab與PLC進行軟件編程,通過控制伺服電機的運動,實現對板材的拾取與移動。由于該機器人作業空間固定,并采用獲取板材重心位置的方法實現板材的拾取,故避免了與其他設備的干涉,減小了板材拾取過程的晃動。本文開發的機器人實現了火焰、激光及等離子切割后的板材取料過程全自動無人操作,提高了生產效率,降低了生產成本,有望應用于實際生產。
[1] 饒運清.板材件數控火焰切割 CAM 系統[J]. 計算機輔助設計與制造, 1998 (4): 34-37.
[2] 楊 鵬, 鐘 飛. 基于 PLC 的三軸機器人取件機控制系統設計[J]. 湖北工業大學學報, 2016, 31(2): 39-41.
[3] Min-Chie C, Tian-Syung L, Ho-Chih C. A three-axis robot using a remote network control system[J]. Engineering, 2010, 11(2): 3166-3169.
[4] 楊金橋. 基于 PLC 的上下料機械手[D]. 杭州:浙江工業大學, 2014.
[5] 郭佳海, 張文輝. 基于 PLC 的搬運機器人邏輯控制系統設計[J]. 麗水學院學報, 2015, 37(2): 36-40.
[6] Song J. Target location based on ultrasonic ranging and vision information for picking robot[J]. International Journal of Digital Content Technology and its Applications, 2012, 6(1):193-199.
[7] 李昌輝.自動上料機器人系統開發[D]. 哈爾濱:哈爾濱工業大學, 2009.
[8] Liu C, Dong S, Lu B,etal. Study on adaptive and fuzzy weighted image fusion based on wavelet transform in trinocular vision of picking robot[J]. J Inf Comput Sci, 2014, 11(6): 1929-1937.
[9] 李玉冰,郝永杰, 劉恩海.多邊形重心的計算方法[J]. 計算機應用, 2005, 25(s): 391-393.
[10] 左 加.任意多邊形勻面重心的計算方法[J]. 數學通報, 2002 (10): 41-42.
[11] 袁順龍,白晶,秦現生,等.四自由度上下料工業機器人控制系統研究[J]. 機械與電子, 2014 (11): 61-64.
[12] 張志強. 大型機器人沖壓線上下料技術研究 [D]. 保定: 燕山大學, 2012.
[13] 陳章平,楊 澤,沈國宇.西門子 S7-300/400PLC 控制系統設計與應用[M]. 北京:清華大學出版社,2009:45-65.
[14] 朱文杰. S7—300/400PLC 編程設計與案例分析[M].北京:機械工業出版社,2010:125-140.
[15] Pan Z, Polden J, Larkin N,etal. Automated offline programming for robotic welding system with high degree of freedoms[M].Advances in Computer, Communication, Control and Automation. Springer Berlin Heidelberg, 2011: 685-692.
[16] Petersen K, Nagpal R, Werfel J. Termes: An autonomous robotic system for three-dimensional collective construction[J]//Proc Robotics: Science & Systems VII, Londern, 2011: 257-258.
·名人名言·
離開革命實踐的理論是空調的理論,而不以革命理論為指南的實踐是盲目的實踐。
——斯大林
Development of Control System for a Picking Robot Used in Plate Flame Cutting
WANGConghong,WANYi,WANGGuisen
(Key Laboratory of High-efficiency and Clean Mechanical Manufacture, College of Mechanical Engineering, Shandong University, Jinan 250061, China)
In the plate blanking workshop, the flame cutting plates were picked by manual operation, it was high labor intensity and had low efficiency. In order to solve this problem, an automatic picking robot system for flame cutting plates was designed and developed. The robot adopted three coordinate gantry structure, servo motors was used to drive three axis linear guide rail module. C language was used to transform the G code to the graphics and coordinate in control system, and Matlab programming was used to get the value of the center of gravity of each plate which was transmitted to the slave computer SIEMENS S7-300PLC. OPC Server was applied to realize the communication of the computer and the slave computer. The movement of servo motors was controlled by the PLC according to the value of gravity center of each plate, which could ensure the stability and accuracy of pickup process and reduce shaking. This highly automatic robot system was suitable to the manufacturing requirements of modern enterprise and improved the production efficiency.
automatic picking; robot; control system; plate
2016-08-05
國家自然科學基金項目(51575320)
王從宏(1991-),男,山東臨沂人,碩士生,主要研究方向為板材下料自動拾取機器人設計與開發。
Tel.:15098717001;E-mail:wchhkm2008@126.com
萬 熠(1977-),男,山東濱州人,副教授,博士生導師,主要研究方向為自動化測試與控制、高效精密微細切削加工技術。
Tel.:0531-88392539;E-mail:wanyi@sdu.edu.cn
TP 242.2
A
1006-7167(2017)04-0041-04
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32