PLC在氣動測量控制系統的應用
2017-06-15 18:31:40張萬軍張景軒張景怡張景妍
制造業自動化 2017年5期
張萬軍,張 峰,張景軒,張景怡,張景妍
(1.泉州信息工程學院,泉州 362000;2.西安交通大學 機械工程學院,西安 7410049;3.蘭州工業化設備有限公司,蘭州 730050)
PLC在氣動測量控制系統的應用
張萬軍1,2,3,張 峰3,張景軒3,張景怡2,張景妍3
(1.泉州信息工程學院,泉州 362000;2.西安交通大學 機械工程學院,西安 7410049;3.蘭州工業化設備有限公司,蘭州 730050)
針對傳統氣動測量控制系統結構復雜、適用性不強等問題,為此,給出氣動測量PLC和變頻器控制的一種方法。首先在簡要介紹氣動測量控制的基礎上,建立PLC和變頻器控制系統,其次通過PLC控制實現對氣動測量的控制,最后采用變頻調速的方法動態檢測脈沖編碼器計數和采集數據的信息。應用PLC技術建立了自動控制系統,在實際應用中切實可行并取得顯著成效。實驗表明,該測量系統建立的數學表達式和圖像模擬的結果相一致;該控制器運行良好,符合氣動測量控制的要求。
PLC;氣動控制系統;建立系統軟件設計
0 引言
傳統旳氣動控制技術大多數采用繼電器接觸器控制,存在體積大、機械觸點多、接線復雜、故障多等缺點。如果控制系統采用傳統的控制方式,電機拖動損耗能量將是原來的30%左右,嚴重浪費電能,使空壓機容易發生故障,使用壽命降低等問題發生[1]。
由于PLC控制系統可靠,方便等特點,其已在數控機床上廣泛使用,目前已取代了早期的繼電器控制回路系統。PLC采用各類開關、傳感器,通過分配I/O點實現控制。
氣動測量[2,3]是一種非接觸測量,精度高、測量力小、對被測工件有自潔作用,不受工件表面材質的影響。PLC控制以壓縮空氣作為介質,利用空氣在管道中的流量或壓力隨噴嘴與被測工件之間的間隙不同而改變的特性,將尺寸量或位移量轉化流量變化或氣壓變化信號,從而實現測量。
但近年來,國內外許多專家和學者把主要的研究方向放在PLC編程及硬軟件的研究和氣動測量的概述上[4~6],文獻[7~15]給出工件氣動測量的結構及控制方式,但在差壓式氣動測量中適用性較差。文獻[16,17]研究PLC控制結構復雜、適用性不強。本文給出PLC和變頻器在氣動測量技術的應用一種控制系統,該控制系統運行穩定、安全可靠、操作方便,在測量方面具有很強的借鑒意義。最后實驗表明,該測量系統建立的數學表達式和圖像模擬的結果相一致;該控制器運行良好,符合氣動測量控制的要求。
1 氣動測量系統的工作原理及控制方法
1.1 氣動測量系統的工作原理
差壓式氣動測量氣路原理圖[2]如圖1所示。由氣源1來的壓縮空氣經過濾器2、進氣閥3和穩壓器4后,具有恒定的壓力Pc,經可調節流閥5和測量噴嘴6。測量時背壓氣路處于相同的環境壓力和溫度下,使外界環境(壓力、溫度和濕度等)對測量的影響降到最小,測量精度高、穩定性好。根據流體力學中通過某截面的亞臨界狀態的流量公式,兩腔壓力之差為:

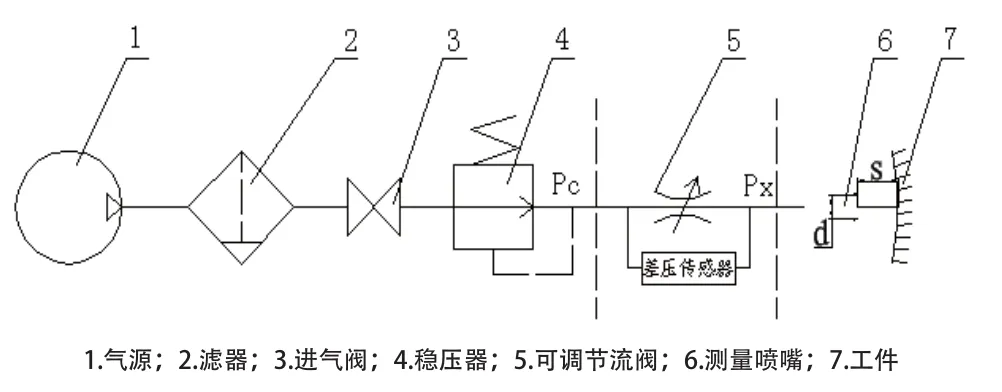
圖1 差壓式氣動測量氣路原理圖
式中:Pc為調零腔壓力;Px為測量腔壓力。
一般可調節流閥在測量前調節好背壓Pc之后在測量過程中是不變的,即Pc是個常數。而測量腔壓力Pc則隨測量間隙s的改變而變化。用硅壓阻差壓傳感器10檢出ΔP,作為被測信號,經放大后輸出就可測得被測參數S的大小。
1.2 氣動測量系統的控制方法
該氣動控制系統由以下部分組成:PLC、變頻器(1#和2#)、電動機、空壓機、繼電器、開關、按鈕、互感器、擴展器(EM235和EM232)、空氣壓力傳感器、定子溫度傳感器、軸承傳感器和數據采集裝置等,系統結構如圖2所示。
該控制系統將減壓氣體Δp作為控制對象,利用遠傳空氣開關檢測氣壓px,變頻器送入以標準氣壓pc轉化成電信號,送入A/D轉化模塊進行模數轉換,然后PLC將檢測到的氣壓值與壓力設定值比較,根據氣壓差值Δp進行運算,產生的控制信號f和測的測量噴嘴擋板之間隙s等值,送入變頻器控制電動機的轉速,從而使壓力接近設定值,才使變頻器控制氣動測量裝置。

圖2 氣動測量PLC系統圖
2 氣動測量裝置控制系統硬件及軟件的設計
2.1 氣動測量裝置控制系統硬件
氣動測量裝置PLC控制系統由上位機和下位機2個部分組成,上位機由觸摸屏構成,下位機(PLC控制系統)包括CPU和數字/模擬量輸入,數字/模擬量輸出及其他模塊構成,用來控制氣壓、氣溫和轉速實現氣動測量的控制,系統的構成如圖3所示。

圖3 PLC控制系統圖
2.2 氣動測量裝置的PLC I/O點的分配
根據氣動控制測量的要求,選用西門子PLCS7-300CPU224作為控制核心,擴展一個EM235作為模擬量輸入模塊,實現模擬量和數字量的轉換,輸入信號由多路開關采集,使用數字化的濾波器測得氣壓速度,氣壓傳感器的輸出信號由壓力變速器經EM235控制轉換為0~5V的標準信號完成EM235I/O點的分配,控制變頻器使脈沖編碼器計數。EM232作為I/O的輸入/輸出擴展模塊,具有四個I/O點的輸入,可以滿足氣動測量的擴展使用。最后根據各個單元的容量,選擇合適的電源模塊CQM1-PA203,為PLC提供24VDC穩壓電源。PLC I/ O點的分配是PLC編程之前的必要準備,PLC I/O點的分配要與設計好的系統硬件相對應。氣動測量裝置的PLC I/O點的分配表,如表1所示,列出氣動測量的PLC梯形圖,編程后可由專用通訊電纜下載到PLC[9~15],運行PLC程序實現氣動測量裝置的PLC I/O點的分配。

表1 氣動測量裝置的PLC I/O點的分配表
2.3 系統軟件設計
2.3.1 PLC控制系統軟件的設計
該控制系統的軟件設計主要是PLC氣動測量原理控制實現的設計。壓力變送器測得到壓力值px經擴展模塊EM235模數轉換,送入PLC與調零腔壓力pt和測量腔壓力px比較,得到氣壓差值Δp經EM235模數轉換,產生的控制信號f和測的測量噴嘴擋板之間隙s等值,輸入給變頻器,變頻器計數比較氣壓值完成氣動測量。
針對氣動測量PLC系統控制的特點,PLC控制軟件主要包括參數輸入(輸入調零腔壓力Pt、測量腔壓力Px、測的測量噴嘴擋板之間隙s等值)、啟動變頻器分頻計數、編碼器計數、氣動測量的比較等幾個步驟組成。PLC系統控制軟件設計如圖4所示。

圖4 PLC軟件控制流程圖
2.3.2 觸摸屏的界面設計
根據觸摸屏PLC設置的要點,設計的PLC觸摸屏軟件圖,如圖5所示。按功能鍵“F0”,顯示窗口出現PLC運行監視畫面;按功能鍵“F1”,顯示窗口出現PLC運行參數設置畫面。

圖5 觸摸屏軟件設置框圖
3 實驗
本研究在實驗室PLC控制的環境下,實現氣動測量的控制,氣動測量存在如下關系式:


圖6 PLC控制實驗圖

表2 實驗數據表
選用了10000Pa型氣動測量裝置作為實驗設備。主噴嘴直徑0.3cm,額定氣壓為1000Pa,由實驗數據得到s-pc和s-px擋板間隙-氣壓綜合比較圖、s-f擋板間隙-氣壓差圖,如圖7、圖8所示。

圖7 擋板間隙-氣壓綜合比較圖

圖8 擋板間隙-氣壓差圖
氣動測量裝置電機在0.24m/s時啟動。在增加速度
【】【】后壓力隨之提高。當速度提高到一定的程度,壓力差曲線接近直線,表明壓力已達到額定壓強,滿足氣動測量裝置控制曲線的建立的需要。實現效果表明該控制器運行良好,符合氣動測量控制的要求。
4 結論
1)在氣動測量的基礎上,建立了PLC和變頻器的控制系統,該控制系統將減壓氣體Δp作為控制對象,利用遠傳空氣開關檢測氣壓px,變頻器送入以標準氣壓pc轉化成電信號,送入A/D轉化模塊進行模數轉換,然后PLC將檢測到的氣壓值與壓力設定值比較,根據氣壓差值Δp進行運算,產生的控制信號f和測的測量噴嘴擋板之間隙s等值,送入變頻器控制電動機的轉速,從而使壓力接近設定值,才使變頻器控制氣動測量裝置,在氣動測量方面具有很強的借鑒意義。
2)系統軟件設計主要包括上位機和下位機兩個部分組成。上位機監控觸摸屏,觸摸屏軟件設計實現人機交互的可視化操作。下位機控制PLC系統,接收現場各狀態檢測信號,實現對氣動測量裝置的控制,動態檢測脈沖編碼器計數和采集數據的信息。該軟件具有適應性和通用性,在一些PLC控制系統中可移植使用。
3)實驗表明,該測量系統建立的數學表達式和圖像模擬的結果相一致;該控制器運行良好,符合氣動測量控制的要求。
[1] 彭桂力,劉知貴.集中供熱鍋爐控制系統的PLC控制[J].電力自動化設備,2006(9):75-77.
[2] 劉玉初.氣動量儀[M].北京:機械工業出版社,1991.
[3] 王鳳偉,張輝,鄧善熙,等.微納米級差壓式氣針傳感器的研制[J].儀器儀表學報,2009,30(2):416-420.
[4] 文麗松.PLC和變頻器在礦山空氣壓縮機改造中的應用[J].采礦技術,2006(9):75-77.
[5] 劉法治,楊天明.PLC和變頻器在裝配線氣動控制系統的應用[J].機床與液壓,2010,8,16(38):81-83.
[6] Nikola Tanasi,Goran Jankes and H?kon Skistad. Cfd analysis and airflow measurements to approach large industrial halls energy efficiency: A case study of a cardboard mill hall[J].Energy and Buildings,Vol.43, No.6 ,2011,1200-1206.
[7] 張萬軍.一種工件氣動測量的控制裝置:中國,201420094751.X [P].2014-02-26.
[8] 張萬軍.一種工件氣動測量的控制系統,201420094752.4 [P]. 2014-02-26.
[9] 張萬軍.一種工件氣動測量的裝置,201420094730.8[P].2014-02-26.
[10] 張萬軍.一種基于PLC的氣動測量量儀控制系統,201420173572.5 [P].2014-02-26.
[11] 張萬軍.一種工件PLC控制的綜合檢測系統,201520309360X [P].2014-05-14.
[12] 張萬軍.一種工件的視覺化檢測控制系統,2015202972830[P].2015-05-10.
[13] 張萬軍.一種工件的X射線檢測控制系統,2015203378996[P].2015-05-04.
[14] 張萬軍.一種工件的視覺化機械性能檢測控制系統,2015203376280 [P].2015-05-23.
[15] 張萬軍.一種工件的超聲波檢測控制系統,2015203396068[P].2015-05-24.
[16] 徐敬如.PLC和變頻器在中央空調系統中的節能應用[J].電氣技術,2009 (1):34-37.
[17] 朱曙.基于PLC的風力發電控制系統研究[J].電子測量技術,2009,3(34):165-169.
Application of PLC in the air driven control system
ZHANG Wan-jun1,2,3, ZHANG Feng3, ZHANG Jing-xuan3, ZHANG Jing-yi2, ZHANG Jing-yan3
TP273
:A
:1009-0134(2017)05-0049-04
2016-12-17
高檔數控機床與基礎制造裝備”科技重大專項(2014 ZX040001-181)
張萬軍(1986 -),男,甘肅人,博士研究生,教授級高級工程師,主要從事數控技術的裝備、新能源的研究及風能的開發等工作。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
防爆電機(2020年3期)2020-11-06 09:07:42
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
測控技術(2018年5期)2018-12-09 09:04:50
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
電子制作(2017年7期)2017-06-05 09:36:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
