磨削用砂輪地貌測量方法分析比較
2017-06-15 18:31:15婁一斌
制造業(yè)自動化 2017年5期
王 健,孫 平,婁一斌
(上海寶鋼工業(yè)技術(shù)服務(wù)有限公司,上海 201900)
磨削用砂輪地貌測量方法分析比較
王 健,孫 平,婁一斌
(上海寶鋼工業(yè)技術(shù)服務(wù)有限公司,上海 201900)
磨削是利用砂輪上粘結(jié)的磨粒進行切削的過程。磨粒在砂輪表面的空間分布和形態(tài)構(gòu)成了砂輪地貌。砂輪在使用前或使用一段時間后都需要對砂輪地貌或砂輪宏觀形狀進行修整。為了深入研究砂輪修整后的砂輪質(zhì)量,就需要對砂輪地貌進行測量,不同的測量方法均有自己的優(yōu)勢和局限性,目前,沒有一種方法可以完成對砂輪三維地貌的完整描述,故本文對用同一種工具和同一種修整方法得到的砂輪進行各種方法的測量,對不同方法測得的結(jié)果進行比較,進而分析各自方法的優(yōu)勢和局限性。隨著測量技術(shù)的發(fā)展,將會有更加精確、更廣泛應(yīng)用和測量結(jié)果更直觀的砂輪地貌測量方法來指導(dǎo)和優(yōu)化磨削加工過程。
磨削;砂輪地貌;測量方法;優(yōu)點;局限性
0 引言
磨削是用硬磨料顆粒進行切削工具進行的加工過程的統(tǒng)稱。在各種加工方法中,磨削用的切削工具是獨一無二的——砂輪,通常由兩種材料構(gòu)成,起切削作用的磨料細(xì)顆粒和把無數(shù)磨粒粘結(jié)在一起成為固體的較軟的粘結(jié)劑。根據(jù)砂輪形狀與工件砂輪運動學(xué)的不同,磨削作業(yè)有許多不同的形式,常見的一些平面、外圓和內(nèi)圓磨削方式如圖1所示[1]。
另外,還有立軸轉(zhuǎn)臺平磨、無心縱磨、無心切入磨等磨削方式,在這里不一一贅述。
砂輪屬于“固結(jié)磨具”,其性質(zhì)和性能就取決于磨粒材料的性質(zhì)、磨粒大小、結(jié)合劑材料、磨料和結(jié)合劑的比例以及氣孔率。砂輪可由很寬尺寸范圍的多種磨粒和多種結(jié)合劑材料及成分組成,如普通砂輪由氧化鋁或碳化硅磨料與陶瓷或樹脂結(jié)合劑組成;超硬磨料砂輪由金剛石或立方氮化硼(CBN)磨料與陶瓷化、樹脂或進食結(jié)合劑組成,因此一個全系列的砂輪公司能生產(chǎn)上萬種不同的產(chǎn)品來滿足用戶的需求。
砂輪作為一種磨損性切削工具,在使用一段時間后都要對砂輪地貌或砂輪宏觀形狀進行修整。砂輪地貌質(zhì)量對磨削性能參數(shù)如磨削力、磨削功耗、磨削溫度和工件表面質(zhì)量有著重要的影響,故砂輪地貌測量結(jié)果非常重要。為了深入研究砂輪修整后的砂輪質(zhì)量,就需要對砂輪地貌進行測量,不同的測量方法均有自己的優(yōu)勢和局限性,目前,沒有一種方法可以完成對砂輪三維地貌的完整描述,因此,本文對同一種修整后的砂輪進行不同的測量方法,進而比較分析其優(yōu)缺點。
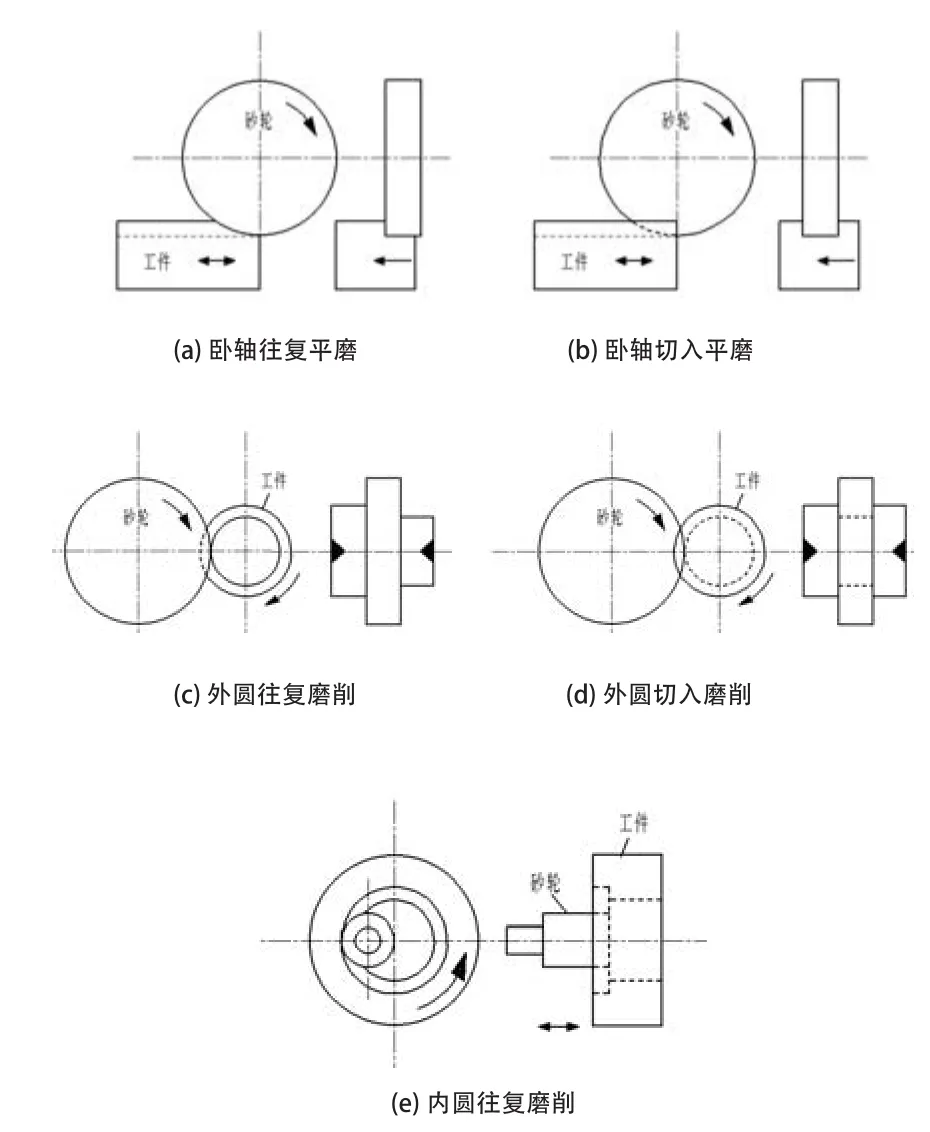
圖1 若干平面、外圓和內(nèi)圓磨削方法示意圖
1 砂輪地貌測量
測量和描述砂輪地貌的方法很多,包括形狀測量儀、復(fù)印法、劃擦法、動態(tài)測量法、熱電偶法和顯微鏡法等。在精度、測量深度、使用宜人性、數(shù)據(jù)分析和解釋方面,各個方法均有自己的優(yōu)勢和局限性,下面,本文將對各個方法進行一一闡述。
1.1 輪廓測量儀法
輪廓測量儀法對砂輪表面的測量在原理上與表面粗糙度儀一樣,利用安裝在一個位移傳感器上的探針在砂輪表面拖動以獲得砂輪形面軌跡[2~6]。圖2位砂輪地貌實例。為方便計算機處理,將圖形數(shù)字化以便于保存。磨粒和切刃的評價是根據(jù)截面圖形設(shè)定閾值來進行。例如,形面上的尖峰只有高處相鄰谷底至少5μ m才能算作一個切刃。若兩切削刃相距小于一個磨粒直徑dg,則作為一個磨粒處理。羅闊特征可分為兩部分:平均磨粒間距和切刃間距[7]。
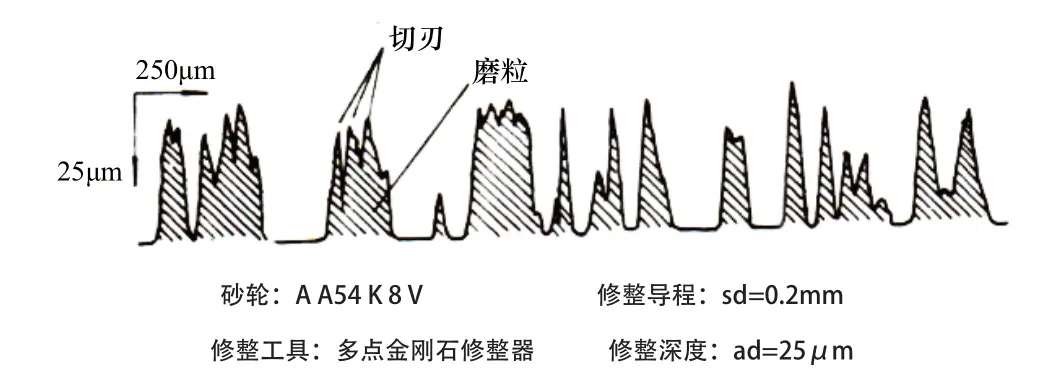
圖2 修正后砂輪的輪廓軌跡
由形狀測量儀測得的結(jié)果作為磨削模擬的輸入,磨粒和切刃的徑向分布如圖3所示,橫坐標(biāo)是進入砂輪的徑向深度,縱坐標(biāo)是沿砂輪周線的單位長度上的切刃累計數(shù)(單位長度切刃數(shù)的倒數(shù)計時切刃間距L)。C’stat和G’stat分別為單位長度切刃和磨粒的靜態(tài)數(shù)目,相關(guān)條件如圖2所示。
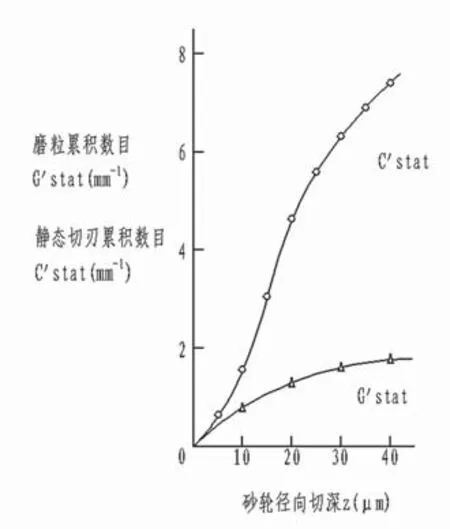
圖3 沿砂輪徑向的單位長度累積切刃數(shù)目(C’stat)和磨粒數(shù)目(G’stat)
1.2 復(fù)印法
復(fù)印法通常是把砂輪表面狀態(tài)復(fù)印到另一個物體上。早期的碳黑痕跡法是利用測得的單位面積上的切刃數(shù)(C)計算未變形切屑厚度[8]。此方法是讓砂輪滾過沾滿碳黑的玻璃板,認(rèn)為每一個切刃去除了一個碳黑點。這樣數(shù)一數(shù)去除了多少個碳黑點就可以估算出單位面積的切刃數(shù)目。同樣的方法在文獻[9]和文獻[10]中也有描述,只是用顏料和復(fù)寫紙代替了碳黑。
另一種測量砂輪徑向分布的方法是將砂輪與一個裝在平行自由軸上的錐形塑料滾輪對滾。由于錐度1°,砂輪表面進入軟的塑料輪的深度沿砂輪寬度由淺至深。兩輪間的復(fù)印紙就將磨粒尖部的接觸痕跡復(fù)印到白紙上,通過數(shù)點就可得到單位面積或單位長度上的磨粒數(shù)目。圖4為不同實驗室對同一種砂輪用不同的觸針和錐體復(fù)印法的結(jié)果進行了比較。
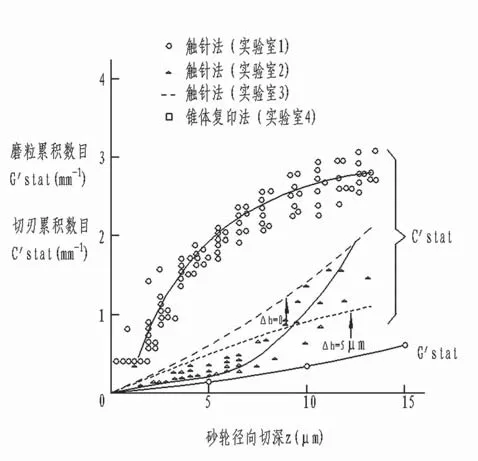
圖4 不同實驗室利用輪廓測量儀和錐體復(fù)印法測得的單位長度累積切刃數(shù)目(C’stat)和磨粒數(shù)目(G’stat)
實驗室3的曲線無試驗點,它包括測得的全部點(Δh=0)和高出相鄰峰谷Δh=5μm的峰值點。
1.3 刻畫法
刻畫方法是用平型砂輪單行程磨削一個平板工件得到的刻畫痕跡。為了得到孤立的刻痕而不是疊加痕跡的磨削面,工件進給很快而砂輪旋轉(zhuǎn)較慢。圖5所示為普通砂輪在不同粒度尺寸下的切刃徑向尺寸分布。同樣的方法也適用于金剛石砂輪的測量[11],其精度高達0.1μm。
相對于其他測量技術(shù),刻痕方法提供了切刃最為細(xì)致的切刃斷面形狀。通過測量沿刻痕長度的不同截面上的刻痕寬度就可計算出刻痕深度,二者是相互對應(yīng)的。圖6所示結(jié)果表明在各種尺寸條件下刻畫斷面形狀為一近似梯形,下底寬1~3μm,底角為55°~70°。
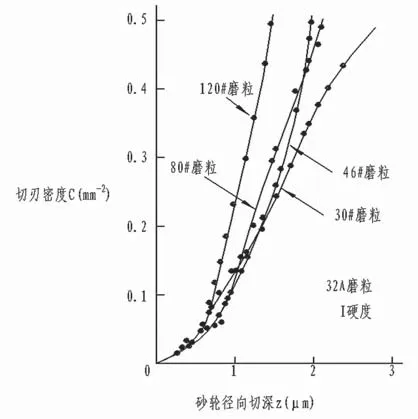
圖5 刻畫法得到的砂輪不同磨粒尺寸下沿砂輪徑向深度的累積切刃密度
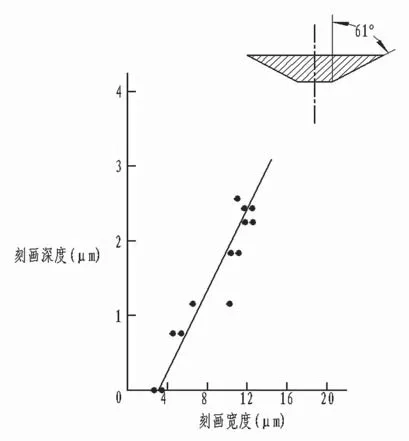
圖6 砂輪32A46I8VBE刻畫得到的刻畫寬度和刻畫深度的關(guān)系
圖片上方是最大刻畫深度下的梯形截面形狀。
1.4 測力計和熱電偶法
測力計和熱電偶法是基于對切刃磨削過程中產(chǎn)生的力和熱脈沖的識別。測力計法是通過把極小的工件裝在高頻壓電測力計上來接受磨削力信號。磨削工件是用一剃須刀片或盡量薄的長方塊來獲得磨粒與工件刻畫接觸的每個切刃產(chǎn)生的力脈沖。熱電偶法的原理與此相同,是通過接收磨粒切刃與埋在工件中的電偶的劃擦產(chǎn)生的熱脈沖信號實現(xiàn)的[12,13]。圖7為用兩種方法測得的動態(tài)切刃密度Cdyn。

圖7 測力計法得到的動態(tài)切刃密度矩形
工件數(shù)據(jù)點對應(yīng)于tan ε,刀片數(shù)據(jù)點對應(yīng)于tan。
1.5 顯微鏡法
顯微鏡法是利用光學(xué)顯微鏡或掃描電鏡(SEM)來觀察和測量砂輪表面地貌特征。最為簡單的是利用帶有垂直光源的金相光學(xué)顯微鏡[12,14]。為方便測量,顯微鏡可直接安裝在機床上,這樣在觀察時不必挪動砂輪。當(dāng)直接觀察砂輪表面時,磨粒尖部在暗的背景環(huán)境映襯下反光非常明顯,只有在磨削后才會出現(xiàn)易識別的反光,這是由于磨粒表面粘結(jié)了可反光的工件材料。圖8是用光學(xué)顯微鏡觀察到的砂輪磨損平面和修整后平面。砂輪表面視區(qū)內(nèi)單位面積的磨損小平面數(shù)目有時也被成為切刃密度,但更為一般的是每個有效磨粒都有多個磨損小平面。為了準(zhǔn)確地獲得含多個磨損小平面的有效磨粒數(shù)目,需改變砂輪視角和利用側(cè)光源來幫助識別鄰近的磨損小平面是屬于同一個磨粒還是來自不同磨粒。
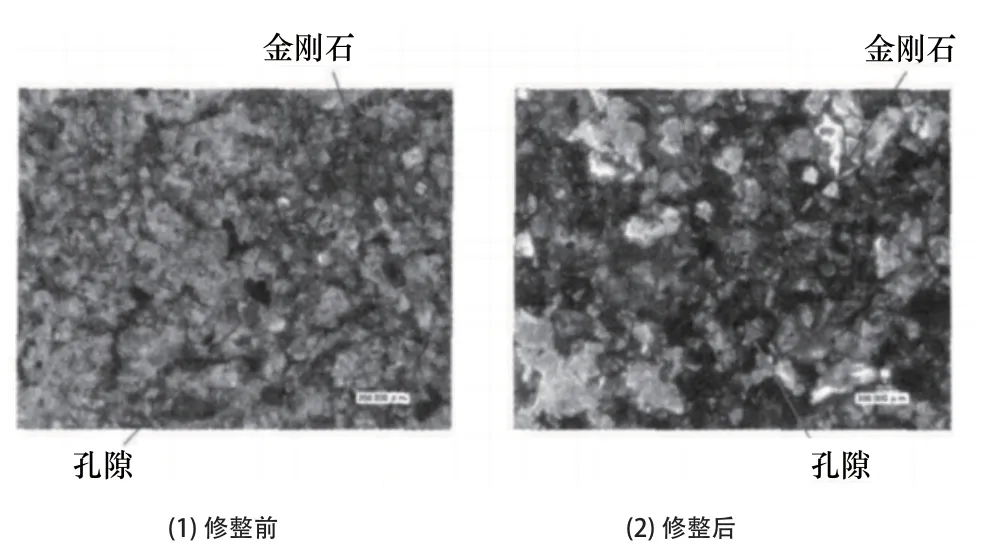
圖8 用光學(xué)顯微鏡觀察到的砂輪磨損平面和修整后平面
1.6 光學(xué)傳感器和激光功率譜特性法
隨著光電技術(shù)的發(fā)展,利用光電傳感器識別磨損平面的光脈沖即光學(xué)傳感器法已逐漸普及。圖9是用光電傳感器測量砂輪磨損平面數(shù)和磨損面積的結(jié)構(gòu)示意圖[15]。
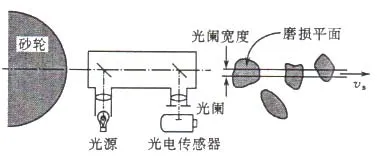
圖9 用光電傳感器測量砂輪磨損平面數(shù)和磨損面積的結(jié)構(gòu)示意圖
根據(jù)激光檢測原理及光學(xué)衍射理論,當(dāng)激光投射到媒體(被檢測物體)的表面時,其反射光在衍射場上呈現(xiàn)激光功率譜圖象(在空間域光場中,光強隨空間位置坐標(biāo)的變化),而功率譜圖象又包含了媒體表面的特征信息。因此檢測激光功率譜圖象,就可測定媒體表面的特性及參數(shù)[16]。圖10是用激光功率譜特性測量砂輪形貌的采樣原理。
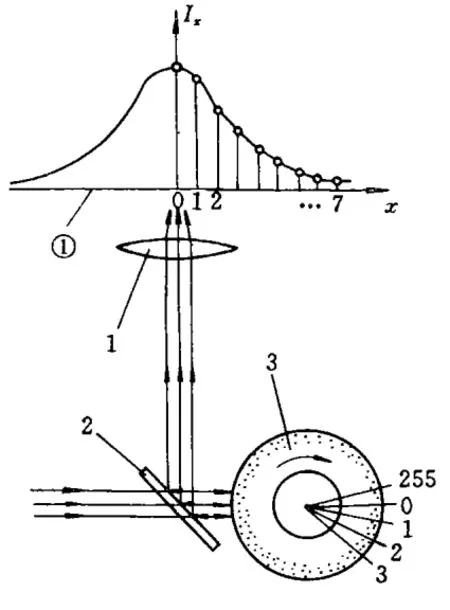
圖10 用激光功率譜特性測量砂輪形貌的采樣原理
為了了解砂輪一周的形貌及磨損,將砂輪一圈劃分為256個等分點,每一點均進行功率譜型的采樣;為檢測方便,將對稱的功率譜圖象一側(cè)等分為0,1,2,…,7等8個點。檢測時,先將光電接收器置于功率譜圖象中心位置(0)處,采得砂輪一圈256個等分點為的光強值,然后將光電接收器逐次移置于位置(1)、位置(2)、...直至位置(7),分別采得8個系列的功率譜光強值,再通過重新組合可得到由8個數(shù)據(jù)組成的256個離散功率譜。
1.7 激光三角法
激光三角法是光電檢測技術(shù)的一種, 在工業(yè)中的長度、距離以及三維形貌等檢測中有著廣泛的應(yīng)用。其基本原理是在激光三角法中由光源發(fā)出的一束激光照射在待測物體平面上,通過反射最后在檢測器如PSD(位敏器)或CCD圖像傳感器上成像。當(dāng)物體表面的高度位置發(fā)生改變時,其所成的像在檢測器上也發(fā)生相應(yīng)的位移[17]。通過像移和實際位移之間的關(guān)系式,真實的物體位移可以由對像移的檢測和計算得到,圖11所示為激光三角法測量原理光路圖。
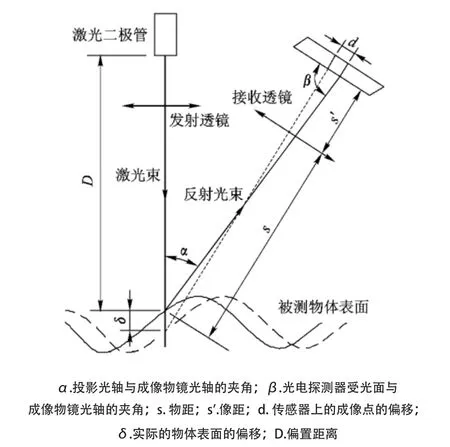
圖11 激光三角法測量原理光路圖
圖1 2是利用計算機軟件所繪制的砂輪表面三維形貌圖,圖13是沿一個方向掃描的數(shù)據(jù)繪制出磨粒的二維輪廓圖。
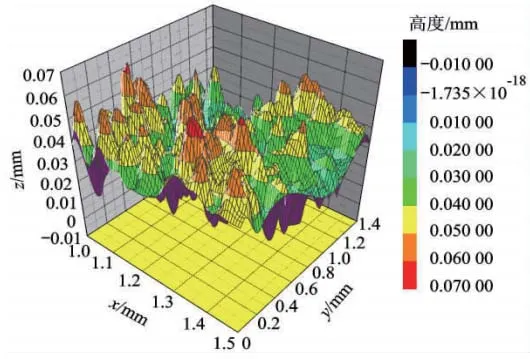
圖12 利用計算機軟件所繪制的砂輪表面三維形貌圖
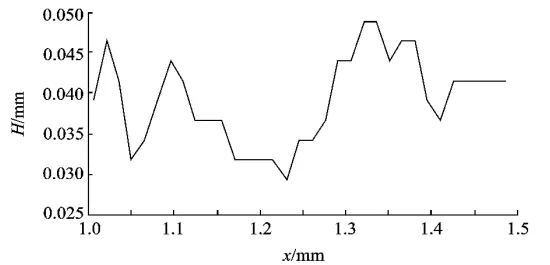
圖13 沿一個方向掃描的數(shù)據(jù)繪制出磨粒的二維輪廓圖
2 各方法優(yōu)勢和局限性分析
輪廓測量儀法測得的截面知識一個形面而不能代替砂輪的三維形貌。需要指出的是,觸針尖部有一定的寬度,造成測量尖峰有一側(cè)向厚度,會丟失一些細(xì)部特征,觸針半徑制約了觸針尖部和鋸齒截形的細(xì)致地貌精度,這樣的實際切刃狀況就不夠準(zhǔn)確。而且,該方法觸針不可避免地對測量儀器的觸頭和被測物表面造成損傷,且測量效率低。
復(fù)印法得到的結(jié)果究竟是磨粒密度還是切刃密度或是二者兼而有之并無法表述清楚。根據(jù)圖4,不同實驗室結(jié)果有相當(dāng)大的分散性,這很大程度上歸因于輪廓分析時的閾值不同,分析不具備權(quán)威統(tǒng)一性。
刻畫法給出的是切刃密度而不是磨粒密度,粗粒度砂輪的單位面積內(nèi)的有效磨粒很少,如圖5所示,只能對砂輪的部分特征進行研究,同樣無法對砂輪形貌進行完整描述,且效率較低。
測力計和熱電偶法主要用來測量砂輪表面磨粒切削刃密度,同樣不能對砂輪形貌進行完整描述,且效率較低。
顯微鏡法可以跟蹤觀測砂輪表面金剛石的磨損變化過程以及砂輪工作表面孔隙結(jié)構(gòu)狀態(tài)的變化過程,但未能得到表征砂輪表面形貌的定量尺寸信息。掃描電鏡法得到了有效磨粒密度和單個磨粒二維輪廓的分形維數(shù)等信息,但數(shù)據(jù)處理需要對掃描電鏡得到的結(jié)果進行較復(fù)雜三維重構(gòu),且未能得到磨粒的高度信息。
激光功率譜特性法用激光功率譜描述砂輪表面的某些狀態(tài)和特征,如磨粒磨損面積以及磨粒分布,但不能得到砂輪表面磨粒切刃的高度信息。
激光三角法檢測方法是近年來激光和光電技術(shù)發(fā)展的成果,具有結(jié)構(gòu)簡單、非接觸測量、可自動控制、高效和準(zhǔn)確等優(yōu)點。測量結(jié)果可以得到砂輪表面三維形貌信息,具有更直接的觀測意義。
3 結(jié)論
隨著現(xiàn)代光學(xué)、電子信息學(xué)和儀器儀表的發(fā)展,我們期待有更加精確、更廣泛應(yīng)用和測量結(jié)果更直觀的砂輪地貌測量方法的出現(xiàn),進而可以為砂輪的修整提供有效的參考數(shù)據(jù)來指導(dǎo)和優(yōu)化磨削加工過程。
[1] Kolpakjian,S..Manufacturing Processes for Engineering Materials[M]. Addison-Wesley. Reading, MA, 1984:573-573.
[2] Bhateja, C.P..The Intrinsic Characteristics of Ground Surface[A]. Proceedings of the Abrasive Engineering Society’s International Technical Conference[C].1975:139-139.
[3] Davis, C.E.. The Dependence of Grinding Wheel Performance on Dressing Procedure[J].Int.J.Mach.Tool Des.Res.,14,1974:33-33.
[4] 郁倩,徐文寬.關(guān)于砂輪表面形貌的研究[J].鹽城工學(xué)院學(xué)報,1999,12(03):57-60.
[5] 霍鳳偉,郭東明,金洙吉,等.細(xì)粒度金剛石砂輪形貌測量與評價[J].機械工程學(xué)報,2007,43(10):108-112.
[6] 霍鳳偉,金洙吉,康仁科,等.細(xì)粒度金剛石砂輪表面磨粒識別研究[J].大連理工大學(xué)學(xué)報,2007,47(3):358-362.
[7] Pandit, S.M.,Sathyanarayan, G.. A Model for Surface Grinding Based on Abrasive Geometry and Elasticity[J].ASME J. Of Eng. for Ind, 1982,104:349-357.
[9] Backer, W.R.,Marshall, E.R., Shaw, M.C.. The Size Effect in Metal Cutting[J].ASDME, 1952,74:61-61.
[9] Red’ko, S.G..The Active Grits on Grinding Wheels[J]. Machines and Tooling,1960,31(12):11-11.
[10] Peklenik, J.. Untersuchen Uber Das Verschleisskriterium Beim Schleifen[J].Industrieanzeiger,1958,80:280-284.
[11] Zelwer, O., Malkin, S.. Grinding of WC-Co Cemented Carbides[J].J. of Eng. for Ind, ASME,1980,102:173-173.
[12] Red’ko, S.G.. The Active Grits on Grinding Wheels[J]. Machines and Tooling,1960,31,(12):12-12.
[13] Peklenik, J.. The Statistical Mechanism of Chip Formation in Grinding Process[A].International Conference on Production Engineering[C],1974,Part 2:51-51.
[14] Malkin, S.and Cook, N.H. The Wear of Grinding Wheels. Part 1, Attritious Wear[J]. J. of Eng. for Ind, ASME,1971,93:1120-1120.
[15] Sata, T., Suto, T.and Waida, T. ,et al. In-process Measurement of the Grinding Process and its Application[A].Proceedings of the Tenth International Machine Tool Design and Research Conference[C],1972:752-752.
[16] 楊勇生,王珉,李漢中.砂輪形貌的激光功率譜特性及其檢測[J].南京航空航天大學(xué)學(xué)報,1997,29(1):79-84.
[17] Characteristics and Measurement of Laser Power Spectrum about Grinding Wheel Topography[J].Journal of Nanjing Uinversity of Aeronautics & Astronautics.
[18] 陳鋒,陳五一,陳志同.基于激光三角法的CBN杯形砂輪表面形貌檢測[J].北京航空航天大學(xué)學(xué)報,2011,10,37(10):1321-1325.
Analytical comparison to di ff erent measuring methods for the grinding wheel topography
WANG Jian, SUN Ping, LOU Yi-bin
TH162
:A
:1009-0134(2017)05-0063-05
2017-02-10
王健(1985 -),男,中級工程師,碩士,研究方向為機械加工技術(shù)與電氣設(shè)備故障診斷。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
