某空調企業生產線產線平衡改善與優化
2017-06-15 12:12:34馮磊汪星星
科技經濟市場 2017年3期
馮磊+汪星星
摘要:以某空調企業w3生產線為研究對象,通過秒表測時法確定流水線各工位的時間,找出流水線上的瓶頸工位。利用作業測定和工作研究中的“5W1H”和“ECRS”原則,以及產線平整,結合現場管理等相關知識,突破生產線中的瓶頸,提高整條生產線的平衡性,通過持續改善,使生產線平衡率提高22.03%。
關鍵詞:生產線平衡;瓶頸工位;持續改善
隨著全球制造業的迅猛發展,市場競爭日益激烈,制造企業面臨的壓力越來越大,各企業開始將目光轉向精益生產。精益生產有利于降低生產成本,縮短生產周期,提供效率,進而達到所謂的柔性化生產。而生產線平衡是達到精益生產的關鍵所在,因此,提高設備和人工利用率,消除各種“不經濟、不均衡、不合理”,提高生產線平衡率已經成為各企業亟待解決的問題。
1生產線平衡率的計算方法
流水線是制造企業中廣泛用到的生產方式,而流水線中的生產線平衡率決定著產能的提高。生產線平衡率的提高在一定程度上可以縮短產品生產周期,降低生產成本,提高產品在市場中的競爭力。
在流水線的中瓶頸即節拍(cycle time,簡稱CT)決定了生產線的生產能力,瓶頸工位時間過長,會使生產線嚴重失衡,造成生產率急劇下降。根據實際情況,通過生產改善結合“5W1H”和“ECRS”原則,對一些不合理工位進行取消、合并、重排、簡化,對生產工序不斷優化一實踐一分析一優化,不斷消除瓶頸,來達到更高的產線平衡率。
2生產線平衡研究
本文以某空調企業為研究對象,從其中的W3生產線出發,對其生產工序、生產節拍、產能等各方面進行分析,利用工業工程的知識提高它的生產線平衡率。
2.1生產線現狀
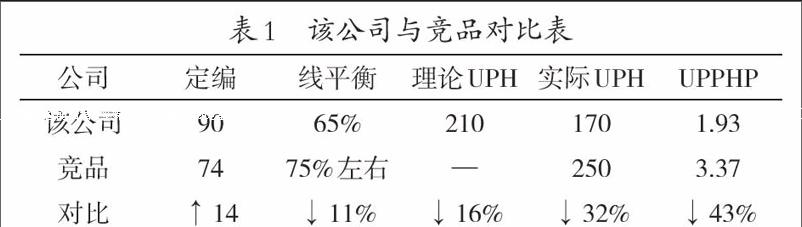
該企業從車間流水線出發,在分析自己生產線的基礎上,還與競品進行比較,找到差距和問題所在。見表1
通過對比表,可以得知該企業的單位人時產能效率比竟品低43%,其中節拍差異影響32%,線平衡差異影響11%,由此可見生產線中的節拍和線平衡問題對企業產能的提高起著關鍵作用。該企業生產線各工序之間存在不均衡現象,在自動化的應用方面也存在欠缺,這些都導致了生產線平衡率不高。
2.2生產線平衡率的計算
生產線平衡率的計算公式:
E=W/SC(式1)
該式中E為生產線平衡率,w為總工作時間,C為生產節拍,S為實際工作地數。
3某空調生產企業生產率平衡計算
3.1案例背景
2016年移動空調產量預計20萬,產量壓力較大;通過試流分析,發現W5移動空調專線因線體設計結構、工序設置、人員分配等因素限制了產能;同時W5線體整體較短工序工位較擁擠,瓶頸崗位較多非人力可控,使生產線出現失衡現象。因此需要通過消除瓶頸,提高生產線平衡率,來達到提高產能的目的。通過測量得知W5線生產一臺空調的時間為1291.58s,共有118個實際工作地數,當前生產節拍CT=16.77s,由此可計算該產線的當前生產線的生產線平衡率為:
E=[1291.58/(118"16.77)*100%]=65.27%
生產線平衡率為60%-70%的時候,生產線存在人為因素造成的失衡現象,一些深層次問題沒有予以解決,因此該企業要想提高產能,提高市場競爭力,必須提高生產線平衡率。
3.2生產線平衡改善
3.2.1改善階段一
利用秒表測時測出每個工序的時間,用“5W1H”找出瓶頸工位,通過現場管理結合“ECRS”原則對瓶頸改善:
(1)工序z5電氣蓋板海棉的時間為16.77s,是整條生產線中工序最長的時間,即瓶頸工序,通過分析可以取消其中貼電氣蓋板海棉這一工位,增加擋水筋,增加卡扣結構與右側板貼緊,避免電器蓋板變形,同時在底部開散熱孔。改善后蓋工序時間由原來的16.77s降為8.95s,時間將近節約了一半。
(2)工序Z36插溫控線2的時間為16.54s,與其他工序時間相差較大,容易和其他工序不協調,造成失衡現象。該道工序原來需要扎兩根扎帶,現在改為扎一根扎帶,整個工序時間降為10.29s。
(3)工序Z48中固定面板的時間為16.29s,它的作業內容為用7顆小螺釘固定面板,需要重復7次同樣的動作,容易引起操作人員的疲勞,導致速率下降。現在通過取消3顆螺釘,用4顆螺釘來固定面板,使得作業員可以雙手取螺釘,平衡了雙手作業。
(4)工序M4中的打包機打包,所需時間為16.74s,通過觀察發現打包機在工作的時候進出工作場所出現時間的停滯現象,存在等待浪費,從而造成機器利用率的降低。對設備進行優化改造,提高它的自動化,并采用雙打包機作業,同進同出,消除了改善前的機器進出不平衡,時間降為10s。
經過改善后,整個作業時間減少了29.79s,減少了一個工作地點,生產節拍CT變為15.43s,產能由原來的170臺/H變為了210臺,H。計算改善后的生產線平衡率,E=[(1291.58-29.79)/(117"15.43)]*100%=69.89%,平衡率由原來的65.27%提高到69.89%,雖有所提高,與最佳水平85%相比差距甚大,因此其產線中仍有不均衡的現象,需要進一步改善,繼續提高生產線平衡率。
3.2.2改善階段二
由于瓶頸會產生“漂移”,不是瓶頸的環節在之前的瓶頸消除后就會成為新的瓶頸,結合工業工程的方法,通過對現場的研究分析,對新的瓶頸和生產線中一些不合理、不經濟的工位進行改善。
(1)取消一些動作或部件。
(2)合并一些工位或材料。
(3)對一些安排不合理的工位重排。
(4)對工具、動作、零件等進行簡化。
此次改善產能提高到250臺/H,生產總時間減少40s,CT降為12.96s。生產線平衡率E=[(1291.58-29.79-40)/(116"12.96)]*100%=81.27%,不平衡率=1-81.27%=18.73%,說明生產線中還有18.73%的空間有待改善提高。
4改善效果評價
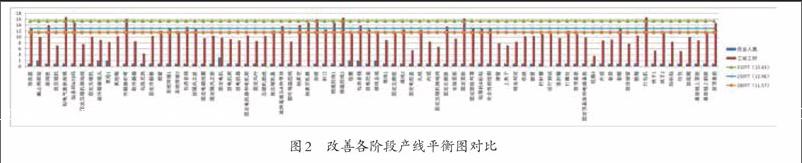
通過多次對生產線找瓶頸,消除瓶頸,持續改善,不斷實現“PDCA”循環,最終總時間降為由開始的1291.58s降為1171.7%,節拍時間CT由開始的16.77s變為11.57s,產能變為280臺/H,生產線上的人員大幅度減少。計算改善后的生產線平衡率,E=[1171.79/(116*11.57)]=87.3%,生產線平衡率達到了行業內的最好水平85%,可見改善后該企業逐步走向“一個流”生產。改善后產線的總標準時間得到優化,拉平衡圖得到調整,如圖2位改善前后對比圖。作業員得到精簡,流水線布置更加合理,各工序之間更加協調,基本消除浪費現象,產線改善目標基本達到。
5結論
對于競爭制造型企業,面對競爭日益激烈和需求多樣化的市場,生產線的設計水平直接影響著企業盛衰問題。生產線中的一些瓶頸工位很容易導致生產線的不平衡,使各工序出現不經濟、不合理、不均衡的現象,繼而影響整體的生產水平。所以消除瓶頸,使生產線均衡生產是企業追求的目標。本文運用工業工程的知識,對空調生產線車間進行分析,通過作業測定以及“5W1H”找出瓶頸,用現場改善結合“ERCS”原則消除瓶頸,通過持續改善,最終提高了生產線的平衡率,提高了整體的產能,達到了提高質量和生產率的目標。
