黃銅集成塊的焊補(bǔ)工藝分析
2017-06-19 17:15:55潘蛟亮
科技創(chuàng)新導(dǎo)報(bào) 2017年6期
關(guān)鍵詞:裂紋
潘蛟亮

摘 要:黃銅集成塊的焊接性較差,焊補(bǔ)修復(fù)有一定的難度,但是具有良好的經(jīng)濟(jì)性。該文制定了黃銅集成塊的修復(fù)方案,對焊補(bǔ)工藝做了詳細(xì)分析和闡述,再現(xiàn)了黃銅集成塊的整個(gè)焊補(bǔ)過程,文章同時(shí)也講述了焊補(bǔ)時(shí)操作要點(diǎn)。該文對黃銅件焊補(bǔ)有一定的指導(dǎo)作用,為今后類似的焊補(bǔ)作業(yè)提供參考依據(jù)。
關(guān)鍵詞:集成塊 鎢極氬弧焊 裂紋 焊補(bǔ)
中圖分類號(hào):TQ051 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1674-098X(2017)02(c)-0107-02
黃銅板集成塊是很多設(shè)備中的核心部件,某企業(yè)加工生產(chǎn)一批氣路集成塊后,發(fā)現(xiàn)在軸孔處出現(xiàn)多處裂紋,無法使用。油路集成塊的特點(diǎn)是重量大、結(jié)構(gòu)復(fù)雜、加工工藝難度大。一塊集成塊的成本極高,如果報(bào)廢處理,損失很大。為了減少損失,我們決定采取鎢極氬弧焊方法對裂紋進(jìn)行焊補(bǔ)。
1 修復(fù)方案
此集成塊的材料為鑄造黃銅,除了銅、鋅元素外,還有少量的錳、硅元素。集成塊通過鑄造成型后,機(jī)加工完成。但是,通過肉眼發(fā)現(xiàn)在軸孔表面處出現(xiàn)了細(xì)微的裂紋。采用滲透檢測的方式,發(fā)現(xiàn)氣路集成塊的表面缺陷主要是裂紋和少量的氣孔。
由于集成塊的材料和加工成本原因,產(chǎn)品價(jià)格比較昂貴,為了減少損失,決定先將表面缺陷清除,再采用焊補(bǔ)方式,修補(bǔ)黃銅集成塊,最后再通過機(jī)加工平整表面。
2 缺陷清除
首先,采用滲透檢測中的著色探傷方法,找出所有的各種表面缺陷。著色探傷方法操作簡單,所受限制少,可以方便地檢查出表面缺陷所在的位置,然后在缺陷處用記號(hào)標(biāo)出。
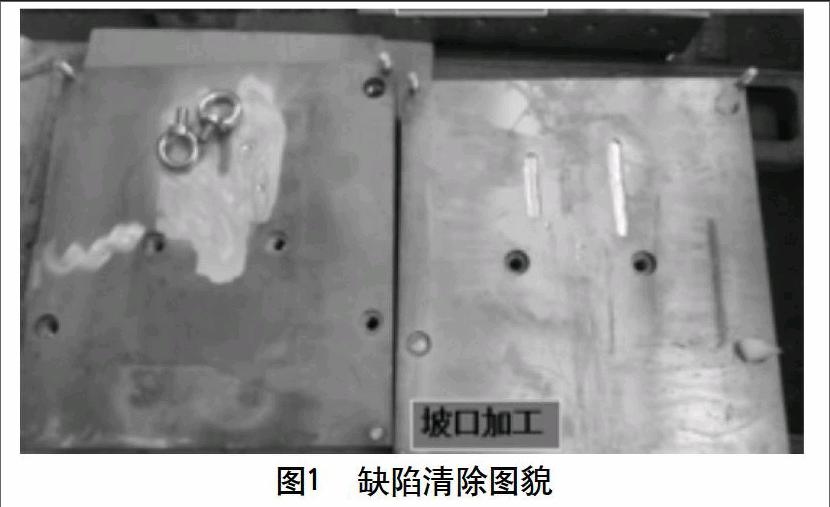
采用角向磨光機(jī)打磨缺陷標(biāo)記處,將缺陷去除掉,然后再用滲透探傷檢驗(yàn)缺陷(特別是裂紋)是否完全清除。通過反復(fù)檢驗(yàn)和打磨,直至徹底清除缺陷。如果缺陷清理不徹底,焊補(bǔ)時(shí)或焊補(bǔ)后殘留的裂紋就會(huì)擴(kuò)大,甚至產(chǎn)生貫穿性裂紋。圖1為缺陷清除后的集成塊圖貌。缺陷清理后,我們發(fā)現(xiàn)凹坑深度在5~6 mm,需要焊補(bǔ)的區(qū)域面積較大。
3 焊補(bǔ)工藝分析
黃銅的焊接性比較差,焊接時(shí)本身容易出現(xiàn)裂紋、氣孔、鋅蒸發(fā)等問題或缺陷。黃銅的導(dǎo)熱性和導(dǎo)熱系數(shù)比鋼鐵要高很多,且此集成塊尺寸大(100 cm×60 cm×25 cm),焊接時(shí)熱量散發(fā)非常快,集成塊焊補(bǔ)區(qū)域不易形成熔池,焊材也不容易與母材熔合,不但給焊接造成困難,而且會(huì)產(chǎn)生未熔合等問題。所以在采用熱輸入量大、熱量集中的熱源的基礎(chǔ)上,還要采取預(yù)熱措施。
在黃銅的焊補(bǔ)區(qū)域容易出現(xiàn)熱裂紋。黃銅本身的晶粒比較粗,焊縫熔池結(jié)晶后,晶粒度不但沒有改善反而更加粗大,導(dǎo)致力學(xué)性能變差;熔池凝結(jié)過程中,容易產(chǎn)生低熔點(diǎn)的Cu2O+Cu共晶物和雜質(zhì)偏析。另外,銅及銅合金的線膨脹系數(shù)大,散熱又快,加熱冷卻后收縮劇烈,導(dǎo)致應(yīng)力大。這些因素會(huì)導(dǎo)致焊補(bǔ)后極易產(chǎn)生熱裂紋。所以,焊補(bǔ)后必須保溫或緩冷。
黃銅焊補(bǔ)時(shí),氫、氧等空氣元素容易在黃銅熔池中存儲(chǔ),高溫下,熔池劇烈化學(xué)反應(yīng)也會(huì)產(chǎn)生二氧化碳等氣體。熱源移走后,銅導(dǎo)熱快,熱量快速散發(fā),熔池瞬時(shí)凝固,導(dǎo)致這些氣體從熔池中來不及析出而存留在焊縫中,從而造成氣孔。
4 焊補(bǔ)工藝
能夠焊接黃銅的焊接方法中,鎢極氬弧焊熱源集中、焊接質(zhì)量好,是焊補(bǔ)的首選方法。黃銅焊接電源種類可以選擇交流或直流正接的方式,2種方法各有利弊:交流可以減少鋅的蒸發(fā),直流正接使得熔池?zé)崃枯斎攵啵菀仔纬珊附咏宇^。我們在同種黃銅的母材上,運(yùn)用2種不同的電源方式進(jìn)行焊補(bǔ)試驗(yàn)。直流正接的方式焊接時(shí),黃銅飛濺較大、焊絲熔滴偏離焊補(bǔ)區(qū)域較遠(yuǎn),很難讓焊絲形成的熔滴過渡到正確位置。而且,焊補(bǔ)后表面質(zhì)量差、凹凸不平。分析原因,可能是直流正接法的極性不變所造成的。選用交流焊接,焊接時(shí)比較平穩(wěn),焊工操作難度小,質(zhì)量容易得到保證,并且還可以減少鋅的蒸發(fā),減輕對人體的危害。
焊絲材料選擇上,采用與集成塊母材成分相近的鋁青銅焊絲HSCuAl。其中,Al元素的加入,可以有脫氧的作用,還可以細(xì)化晶粒,提高塑性,從而避免應(yīng)力作用產(chǎn)生裂紋。焊前,需要對焊絲表面打磨。焊接時(shí),可以加氣焊粉CJ301,作用是保護(hù)熔池,去除氧化膜。
焊前,將集成塊需要焊補(bǔ)處及其周邊都進(jìn)行清理,去掉油污、水分。利用電熱板對集成塊整體進(jìn)行預(yù)熱,溫度一般為200 ℃,預(yù)熱溫度過高,不利于焊工操作。預(yù)熱時(shí),用石棉布將整個(gè)黃銅集成塊包裹住,防止熱量散失。焊后也需用石棉布保溫處理,一直冷卻至室溫。
焊接時(shí)具體的手工鎢極氬弧焊焊接工藝參數(shù)見表1。
清理強(qiáng)度和氬氣流量要適當(dāng),如果清理強(qiáng)度或者氬氣流量較低,保護(hù)效果不好,太高則焊絲熔滴容易被吹開。具體的鎢極氬弧焊焊補(bǔ)工藝參數(shù),都是通過資料、經(jīng)驗(yàn)的基礎(chǔ)上,經(jīng)過反復(fù)試驗(yàn)得到的。
5 焊補(bǔ)操作要點(diǎn)
黃銅集成塊焊接難度大,焊補(bǔ)過程中要注意幾個(gè)要點(diǎn)。在清除缺陷時(shí),需要焊補(bǔ)的凹坑周邊必須打磨出一定的斜坡,角度越大越好,特別是不能出現(xiàn)小于90°的凹角。這樣便于焊接,也不容易出現(xiàn)未熔合;鎢棒不需要打磨,可以直接使用,因?yàn)榧词勾蚰ズ螅矔?huì)產(chǎn)生一定的燒損,鎢棒頭“變圓”。焊接時(shí),鎢棒不要伸出太長,3 mm左右即可;焊補(bǔ)時(shí),要沿著原先裂紋的方向進(jìn)行焊補(bǔ),讓焊縫沿著晶粒方向,這樣減少應(yīng)力集中,避免熱裂紋產(chǎn)生;焊補(bǔ)時(shí),由于氣流吹力達(dá)到20~25 L/min,清理強(qiáng)度有30,黃銅焊絲熔化后的熔滴會(huì)受到氣流的影響不能過渡到目標(biāo)位置,所以要讓焊絲和鎢極位于需要焊補(bǔ)處的略微前置的方位;每焊接一小部分后,要及時(shí)錘擊焊補(bǔ)處和其周圍區(qū)域,以便釋放應(yīng)力,防止焊后裂紋,錘擊時(shí)間長些,應(yīng)力釋放也充分;焊補(bǔ)后在表面產(chǎn)生的氣孔,立即用錘擊敲打,可將氣孔消除。
焊完后,采用機(jī)加工方式將集成塊焊補(bǔ)處的表面切削平整,然后滲透檢測檢驗(yàn)是否還有焊接裂紋,如果還有則要重新修復(fù)焊補(bǔ),沒有則焊補(bǔ)成功。
6 結(jié)語
我們經(jīng)過著色探傷檢查后發(fā)現(xiàn),通過鎢極氬弧焊焊補(bǔ)方法,采用合適的焊接工藝,是可以獲得質(zhì)量合格的焊縫(焊補(bǔ)區(qū)域),黃銅集成塊是可以被修補(bǔ)使用的。此次焊補(bǔ)操作,也為類似的黃銅結(jié)構(gòu)件的焊補(bǔ)提供了借鑒和幫助。
參考文獻(xiàn)
[1] 李榮雪.金屬材料焊接工藝[M].機(jī)械工業(yè)出版社,2011.
[2] 張士相.焊工[M].中國勞動(dòng)社會(huì)保障出版社,2002.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
