探究三軸數控銑床加工圓錐螺旋槽技術
2017-06-19 19:44:12黃小科
科技創新導報 2017年10期
黃小科

摘 要:三軸數控銑床是一種在X、Y、Z或左右、前后、上下同時聯動的自動加工設備,其目前在機械零部件加工中的應用非常廣泛。該文介紹的是一種三軸聯動數控銑床加工圓錐螺旋槽技術,即:通過用萬能分度頭與X軸掛輪,以使工件圍繞X軸旋轉,從而加工完成高精度的圓錐螺旋槽,是一項應用效果好、經濟效益好及可行性高的技術。
關鍵詞:三軸數控銑床 圓錐螺旋槽 萬能分度頭 掛輪比
中圖分類號:TG54 文獻標識碼:A 文章編號:1674-098X(2017)04(a)-0098-02
Abstract:Three axis nc milling machine is a X, Y, Z, or left and right, front and back, up and down at the same time of automatic processing equipment, its wide application in the mechanical parts processing. Is introduced in this paper a three-axis linkage CNC conical spiral flute milling machine machining, namely: by using the universal index head hang round with the X axis, so that the workpiece revolves around the X axis, thus finish high precision conical spiral groove processing, is a good application effect, good economic benefit and feasibility of high technology.
Key Words:Three axis nc milling machine;Taper spiral groove;Universal dividing head;Hanging round than
通常而言,圓錐螺旋槽類工件至少要選用四軸數控銑床進行加工。但從機械加工企業的技術現狀來看,三軸數控機床的使用仍最普遍,即其常用來加工X、Y軸在0°~180°范圍內任一角度的曲面,可見其加工范圍有限。為了在不另購多軸加工機床的情況下順利加工圓錐螺旋槽類工件,該文在現有機床的基礎上,采用輔助工藝來加工工件。
1 加工工具的選用
圖1所示是一種圓錐螺旋槽類工件。
針對圖1所示圓錐螺旋槽類工件,在三軸數控銑床加工中,主要的加工工具包括數控銑床、萬能分度頭和刀具等,具體應按圓錐螺旋槽的加工要求來選型。
1.1 數控機床的選型
在圓錐螺旋槽加工中,數控銑床的選型最為關鍵,通常要求選用工作臺一側方便安裝掛輪的機床,如XK6325B型數控搖臂銑床,注意所選機型不得設有防護擋板。
1.2 萬能分度頭的選用
萬能分度頭是一種安裝在銑床上并用來等分(2~210等分)工件的精密附件,其工作原理如下:選用分度刻度環、游標、分度盤、定位銷及交換齒輪,將卡在卡盤上或頂尖間的工件按任意角度劃分;利用形狀不一的刀具,輔助機床加工螺旋正齒輪、正齒輪、溝槽及阿基米德螺線凸輪等;萬能分度頭設有圓形工作臺,通常可直接將工件固定在工作臺上或用夾具緊固,從而實現多方位加工工件。據此,在選擇萬能分度頭時,應注意如下要點:一是萬能分度頭與尾座頂尖中心的高度應保持一致,同時底部分設2塊定位塊,其與工作臺的槽口應保持一致,從而保證工件在X軸上的平行度;二是尾座頂尖盡量帶有軸承,并用三爪卡盤來替代分度頭的頂尖。
1.3 刀具的選用
根據銑床上圓錐螺旋槽的加工軌跡,工件轉一周的導程與銑刀在軸線上的移動距離相等,因此在同一螺旋槽上,任意一處螺旋線的導程相等。通常而言,可用下列方程式來描述螺旋角β:
其中,PZ為導程;D為直徑。據此,在導程PZ一定的情況下,螺旋角β與直徑D呈正相關。因此,在同一螺旋槽上,不同直徑D對應的螺旋角不等,同時在同一截面上,不同螺旋角β對應的切線方向不同,則易在加工時出現“干涉”現象,即在切削時,切除本應保留的部分,使螺旋槽截面形狀出現偏差。螺旋線屬于曲線,則在銑刀旋轉切削時,一旦齒刃的旋轉表面偏離螺旋線,便會出現“干涉”現象,且若選用三面刃銑刀,不僅銑大槽口,還會加劇“干涉”現象。綜上,在三軸數控銑床加工圓錐螺旋槽中,建議選用寬度比螺旋槽槽寬窄的立銑刀。
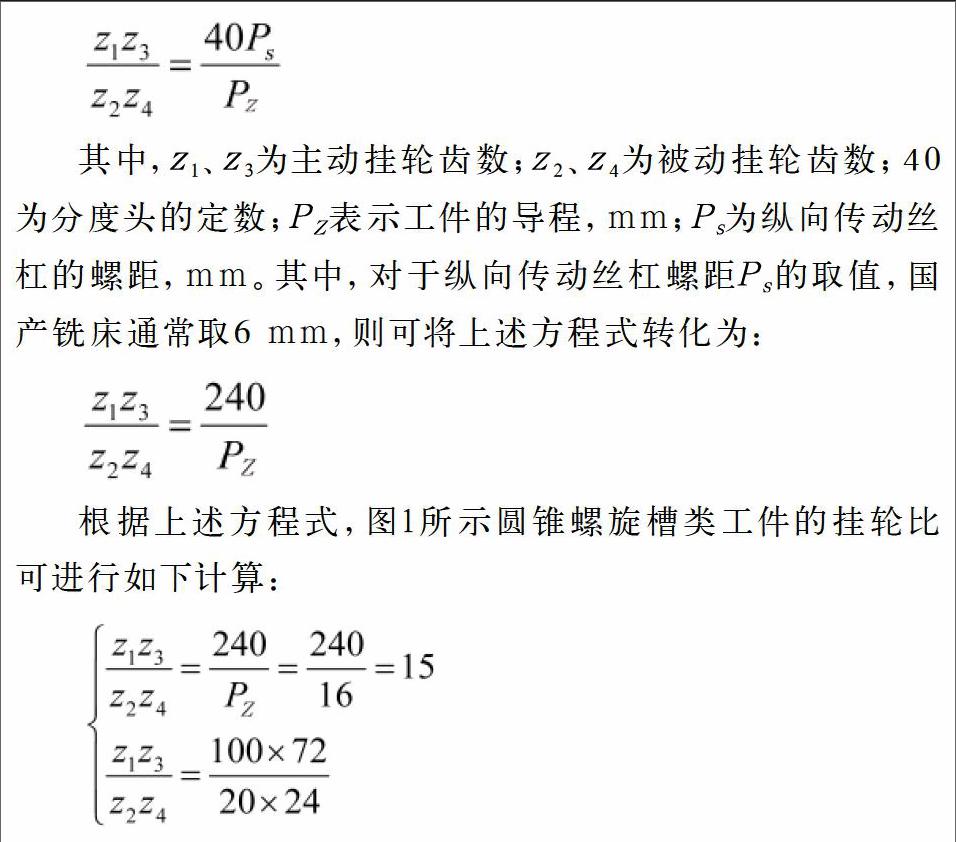
2 掛輪比計算
在銑床上,螺旋槽的銑削要求銑刀旋轉運動及工件在工作臺的帶動下縱向進給,同時保持工件轉動的勻速狀態。從工作臺與工件的運動關系上可知,當工作臺每次勻速移動的距離與工件導程PZ相等時,工件同時也應勻速旋轉一周。為了滿足這一要求,通常需在分度頭上裝夾工件,并用交換齒輪來將分度頭的軸線旋轉及工作臺的水平運行聯系在一起。在上述過程中,應嚴控交換齒輪的速比,具體計算方程式如下:
3 三軸數控銑床加工圓錐螺旋槽
綜上分析,三軸數控銑床加工圓錐螺旋槽的工藝步驟可簡單做如下歸納。
3.1 工件緊固
工件緊固是三軸數控銑床加工圓錐螺旋槽的首要步驟,即:先將圖1所示圓錐螺旋槽類工件的大頭用萬能分度頭的卡盤卡緊,再用尾座頂尖將另一頭頂緊,其中工件的大頭是Φ50 mm圓,而另一頭是Φ6 mm圓錐孔。
3.2 數值校正
為了保證工件的加工精度,應選用專業的儀器來依次校正工件的軸線平直度、圓跳動度及軸跳動度,該文選用的校正儀器是百分表。
3.3 掛輪作業
掛輪是三軸數控銑床加工圓錘螺旋槽的核心步驟,其操作流程如下:先在X軸絲杠的任一端裝上100齒主動掛輪,再在分度頭的側軸上裝上24齒被動掛輪,最后再在掛輪擋板上裝上中間72齒主動掛輪和20齒被動掛輪,以使72齒主動掛輪嚙入24齒被動掛輪及20齒被動掛輪嚙入100齒主動掛輪。在這一過程中,要求注意如下事項:一是通過手輪帶動X軸移動,并檢查工件的運動軌跡與零件圖的旋向是否吻合,否則通過將一個惰輪加裝在掛輪擋板上,從而調整工件的運動軌跡;二是控制好相鄰齒輪間的嚙合間隙,具體做法是在安裝掛輪時,將一張紙條夾在齒輪的嚙合處。
3.4 設置加工刀路
為了解決反向間隙誤差的問題,圖1所示工件采用單向直線進給刀具的加工路徑,通常避免進行環形加工。針對切屑加工,其主要分為粗、精加工。粗加工的要點包括:一是采用平行銑削,其中刀具選用的是R2.5 mm球刀;二是X、Y軸的進給率設為F350,究其原因為工件在旋轉運動中會產生更大的旋向進給;三是采用單向切削,且進給方向選為從小頭向大頭,因為從刀具的切削力來看,從下向上遠比從上向下大。精加工的要點包括:一是采用平行銑削,其中刀具選用的是R2 mm球刀,目的是控制工件與刀刃面的摩擦及工件在切削時的振動;二是采用單向切削,以解決反向間隙誤差的問題。
3.5 程序加工
程序加工是三軸數控銑床加工圓錐螺旋槽的重要內容,其實施流程如下:首先,展開圓錐螺旋槽,使其形成半圓槽,其中中心線段是工件在展開后的輪廓線;其次,將半圓槽繪制成半圓槽曲面;最后,利用UG、MASTER CAM等數控編程軟件,粗、精加工工件。
4 結語
在三軸數控銑床加工圓錐螺旋槽的整個應用過程中,需要注意下列控制要點:一是選用工作臺一側方便掛輪安裝的數控銑床、萬能分度頭及寬度比螺旋槽槽寬窄的立銑刀;二是準確計算出工件的導程和掛輪比,這是提高工件加工精度的重要條件;三是在銑削加工中,嚴控切削量及優化加工工藝,以保證圓錐螺旋槽的加工質量滿足實際使用要求,其中包括表面質量、尺寸精度等;四是鑒于三軸數控銑床加工圓錐螺旋槽技術的復雜性,應重視對技術人員的培養,其中包括專業技能、輔助技術及職業道德等的培養。總體而言,對于圖1所示圓錐螺旋槽類及相似的工件,前文談及的加工技術完全可在滿足生產成本要求的條件下,保質保量完成工件加工任務。
參考文獻
[1] 劉劍.三軸數控銑床幾何誤差補償技術分析[J].橡塑技術與裝備,2016(8):105-106.
[2] 陳炎標.一種圓柱凸輪槽的三軸聯動數控銑床加工方法[J].福建農機,2014(3):46-48.
[3] 趙戰峰.變螺距變底徑螺桿的四軸數控編程[J].制造業自動化,2014(5):30-33.
