移動式交流閃光焊接不良斷面分析
2017-06-28 12:23:01上海鐵路局科研所
上海鐵道增刊 2017年1期
賀 頌 上海鐵路局科研所
移動式交流閃光焊接不良斷面分析
賀 頌 上海鐵路局科研所
針對地鐵公司移動式焊軌車存在閃光焊接質量問題,組織探討研究,對存在的問題進行分析處理,提出解決意見。
灰斑;工藝參數;閃光焊接
1 概況
國內某地鐵焊軌車間在做日常生產檢驗時,10個復檢接頭有3個出現異常,屬于不合格接頭。該地鐵公司采用的是LR1200移動式交流閃光焊機,目前焊軌設備為2010年4月份交付使用,至今焊接大約3000個接頭。焊接型式檢驗參數通過時間為2011年。2016年5月進行生產檢驗,發現有部分焊接曲線在階段4出現5 s以上的斷路,大電流。同時焊接10根實驗鋼軌,進行落錘實驗,3.2 m的高度,其中有1根出現一錘斷裂,2根第二錘斷裂的情況,還有灰斑超標的情況。落錘情況如表1所示。2011年通過的檢驗參數如圖1所示。
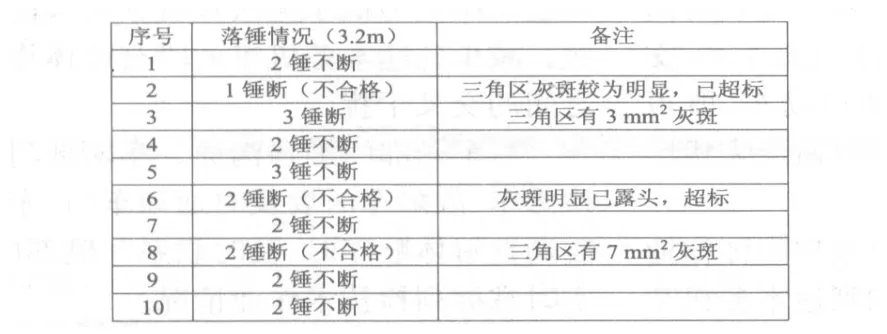
表1 落錘實驗情況
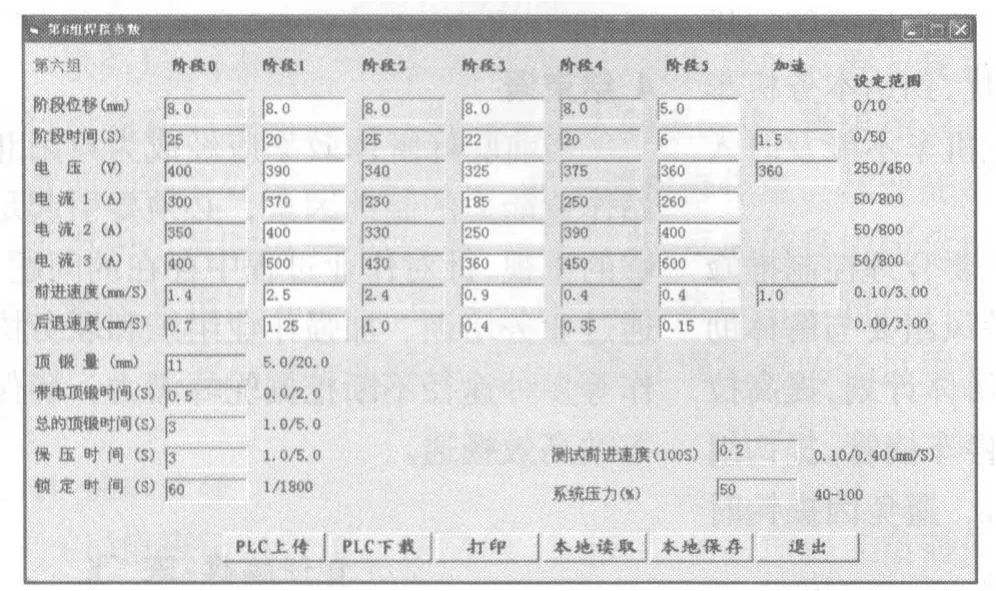
圖1 型式檢驗通過參數
2 不合格接頭分析
2.1 2號接頭
2號接頭1錘斷裂,斷面面貌如圖2所示。相對應的焊接曲線如圖3所示。根據焊接曲線判斷,并未發現明顯的異常現象,焊接過程順利完成,焊接曲線趨勢正確。三角區灰斑較為明顯,屬于暗灰板,一般認為此處熱量較多,熱量充足或爆破劇烈形成凹坑,再后續的閃光中無法使堆積的硅酸鹽類物質排出,融化后的金屬層中形成的夾雜物。右側軌底端口較平齊。
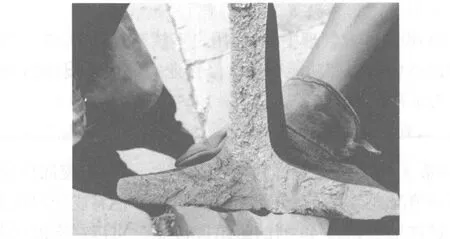
圖2 2號接頭斷面圖照
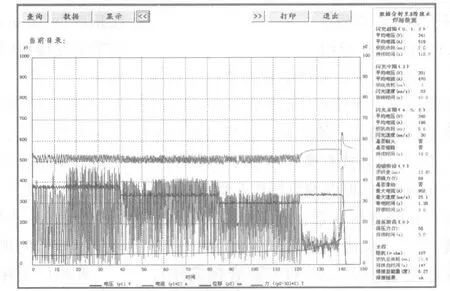
圖3 2號接頭焊接曲線
2.2 6號接頭
6號接頭2錘斷裂,斷面面貌如圖4所示,相對應的焊接曲線如圖5所示。根據焊接曲線判斷,階段3、4過渡不順利存在著3 s左右的短路,其中還有大電流存在,階段6有點存在提前短路的情況。整個焊接過程較為順利,焊接曲線趨勢正確。軌角區域灰斑較為明顯,上露頭,面積較大超標,屬于光亮型灰斑。一般認為此處熱量不足,爆破程度不夠不足以將夾雜物飛濺出去,在表層區形成堆積,被不斷爆破飛濺的液態金屬流動區一層層覆蓋,成為更深層的夾雜物。可以從斷面圖片上看出來,真個端面的撕裂源就是從左側的軌底角開始的,這個位置灰斑的存在,嚴重影響了鋼軌的力學性能。

圖4 6號接頭斷面照
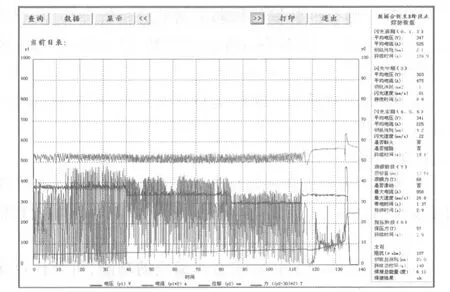
圖5 6號接頭焊接曲線
2.3 8號接頭
8號接頭2錘斷裂,斷面面貌如圖6所示,焊接曲線如圖7所示。根據焊接曲線判斷,階段3、4同樣存在過渡不順利的情況,5s左右的斷路,焊接過程較順利完成,焊接曲線趨勢正確。2區灰斑較為明顯,單個面積并未超標,屬于暗灰斑,一般認為此處熱量較多,熱量充足或爆破劇烈形成凹坑,再后續的閃光中無法填充,融化后的金屬層中形成的夾雜物,屬于結合力薄弱地帶。這個時候適當的可以減小階段4的焊接電壓,以后期降低爆破程度,或者增加頂鍛量,把為數不多的灰斑排擠出端面。
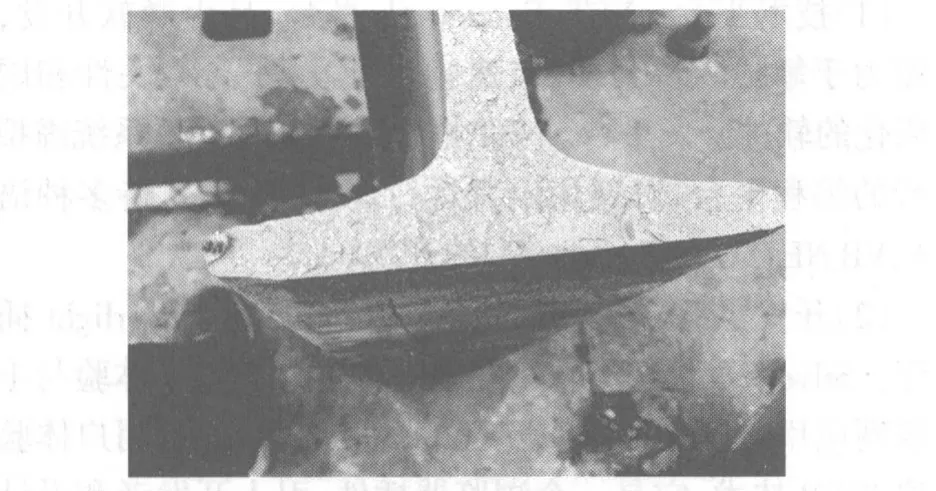
圖6 8號接頭斷面照
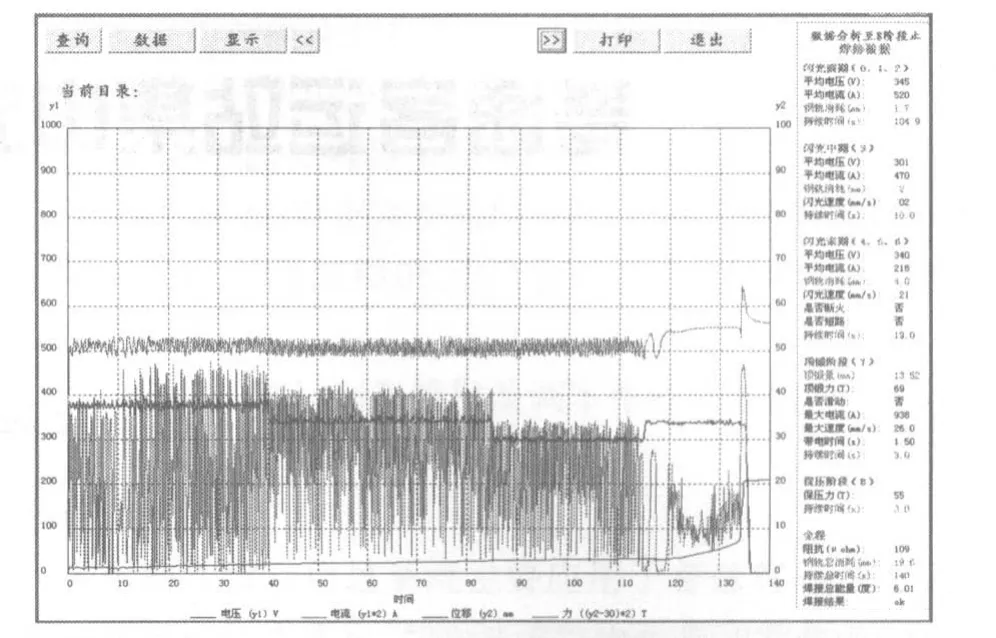
圖7 8號接頭焊接曲線
3 結束語
通過觀看不合格接頭焊接曲線可以知道:焊接3階段往4階段過渡時出現不連續;焊接后期4階段往后出現較大電流;焊接6階段出現提前短路。
簡單初步分析:
(1)焊接工藝參數的時效性,一組參數使用時間過長,可能會出現這樣的狀況,機器的狀態在下降。
(2)焊接前期加熱時間較短,焊接后期6階段電壓值較小,閃光爆破能力不足,都可能導致6階段沒有爆破,直接進入7階段頂鍛階段,電流超過焊接管理程序設定的短路閥值,判斷短路。焊接結果顯示為NO。
(3)閃光焊設備使用時間有五年,可能需要檢修,建議對整個機頭進行保養維護。
(4)鑒于實驗的結果和接頭斷面情況,工藝參數微調已經不能滿足焊接質量的要求,為了確保鋼軌焊接質量和鐵路運營安全,建議重新進行焊接參數型式檢驗。
責任編輯:宋 飛
來稿時間:2017-01-19