摩擦焊焊縫超聲檢測(cè)技術(shù)分析
2017-06-29 12:00:52
中國(guó)設(shè)備工程 2017年11期
(哈爾濱東安發(fā)動(dòng)機(jī)有限公司,黑龍江 哈爾濱 150066)
摩擦焊焊縫超聲檢測(cè)技術(shù)分析
孫國(guó)榮
(哈爾濱東安發(fā)動(dòng)機(jī)有限公司,黑龍江 哈爾濱 150066)
本文對(duì)比介紹了兩種檢測(cè)摩擦焊焊縫的超聲波檢測(cè)技術(shù)。
摩擦焊;焊縫;超聲波檢測(cè)
摩擦焊屬壓焊的一種,是利用焊接接觸端面的相對(duì)旋轉(zhuǎn)運(yùn)動(dòng)中相互摩擦產(chǎn)生熱量,使端部達(dá)到熱塑性狀態(tài),然后迅速頂鍛而完成焊接的一種方法。此方法熱影響區(qū)小,接頭強(qiáng)度與母材強(qiáng)度一樣高,且易于實(shí)現(xiàn)自動(dòng)化,是工業(yè)中廣泛應(yīng)用的焊接方法。焊接產(chǎn)生的主要缺陷有氣孔、裂紋和未熔合等,其中氣孔為立體型缺陷,用射線檢測(cè)比較理想,而未融合和裂紋為平面型缺陷,利用超聲檢測(cè)較為理想。
1 檢測(cè)方法簡(jiǎn)介
1.1 橫波脈沖反射法
焊縫中的主要內(nèi)部缺陷為氣孔、裂紋和未熔合,從危害程度來(lái)說(shuō),裂紋和未熔合是平面型缺陷,危害性較大。未融合產(chǎn)生的方向主要是沿坡口面,當(dāng)零件為環(huán)形對(duì)接焊縫時(shí),未熔合應(yīng)為垂直于零件軸線方向,此類缺陷可用橫波脈沖反射法在焊縫兩側(cè)或一側(cè)進(jìn)行檢測(cè),當(dāng)由于零件結(jié)構(gòu)原因,無(wú)法從兩側(cè)進(jìn)行檢測(cè)時(shí),可在一側(cè)進(jìn)行。利用斯涅爾定律可以很容易的計(jì)算出指定橫波折射角對(duì)應(yīng)的入射角。
按照耦合方式的不同,橫波脈沖反射法又可分為水浸法和接觸法。
(1)接觸式橫波脈沖反射法。接觸法是將探頭與試件表面直接接觸進(jìn)行檢測(cè)的技術(shù)。通常在探頭與檢測(cè)面之間涂有一層很薄的耦合劑,多為手動(dòng)操作,操作方便,設(shè)備簡(jiǎn)單,由于是直接入射,入射聲能損失小,可提供較大的厚度穿透能力。(2)水浸式橫波脈沖反射法。水浸法是將探頭與試件全部或部分浸于水中,以水作為耦合劑,聲波通過(guò)水進(jìn)入試件進(jìn)行檢測(cè)的技術(shù)。由于探頭與試件不接觸,超聲波的發(fā)射與接收都比較穩(wěn)定,通過(guò)調(diào)節(jié)探頭,可方便地改變探頭發(fā)射的超聲束的方向,從而容易實(shí)現(xiàn)斜射聲束檢測(cè);另外,檢測(cè)盲區(qū)小,可檢測(cè)較薄的試件;便于實(shí)現(xiàn)聚焦聲束檢測(cè),從而實(shí)現(xiàn)高靈敏度、高分辨率檢測(cè)需要;同時(shí)便于實(shí)現(xiàn)自動(dòng)化檢測(cè),減少了人為因素對(duì)檢測(cè)可靠性的影響。
1.2 Delta shuttle法
Delta shuttle檢測(cè)技術(shù)屬于一種特殊的穿透法,常規(guī)穿透法檢測(cè)靈敏度低,操作復(fù)雜,但Delta shuttle檢測(cè)技術(shù)不同于常規(guī)的穿透法檢測(cè),它是專門為焊縫檢驗(yàn)而發(fā)展的一種特殊超聲波無(wú)損檢測(cè)方法,它所應(yīng)用的原理是發(fā)散現(xiàn)象,這項(xiàng)技術(shù)的優(yōu)點(diǎn)有:
(1)能夠檢測(cè)傳統(tǒng)脈沖反射技術(shù)無(wú)法檢測(cè)的微小缺陷;
(2)能夠檢測(cè)零件內(nèi)部靠近外表面的缺陷;
(3)不受缺陷方位的影響。
這項(xiàng)技術(shù)的缺點(diǎn):
(1)相對(duì)傳統(tǒng)技術(shù)來(lái)說(shuō)比較復(fù)雜;
(2)信號(hào)/噪聲比低。
2 檢測(cè)
超聲檢測(cè)時(shí),需根據(jù)零件成型特點(diǎn)和加工工藝,設(shè)計(jì)含有不同直徑、不同埋深的人工缺陷對(duì)比試塊,用以驗(yàn)證設(shè)備性能。
2.1 檢測(cè)
2.1.1 接觸式橫波脈沖反射法
采用適當(dāng)K值的接觸法探頭,利用公式計(jì)算探頭所需的掃描距離1.25P,如果零件結(jié)構(gòu)尺寸滿足此要求,則可以進(jìn)行接觸式脈沖回波法檢測(cè)。
2.1.2 水浸式橫波脈沖反射法
由于聚焦探頭所具有的優(yōu)勢(shì),可實(shí)現(xiàn)高靈敏度檢測(cè),根據(jù)零件厚度可采用高頻點(diǎn)聚焦探頭對(duì)零件進(jìn)行檢測(cè)。我們分別采用了MD-400型半自動(dòng)水浸A掃描設(shè)備和LS-200型自動(dòng)水浸C掃描設(shè)備對(duì)某摩擦焊焊縫進(jìn)行了檢測(cè)。
2.1.2.1 MD-400型半自動(dòng)水浸A掃描設(shè)備
該設(shè)備為A掃描顯示,檢測(cè)可采取手動(dòng)方式,也可采取半自動(dòng)方式。通過(guò)調(diào)節(jié)機(jī)械部分的水距使探頭焦點(diǎn)落在焊道上,將通孔反射波高調(diào)到80%,并記錄其余缺陷反射波高,然后手動(dòng)旋轉(zhuǎn)零件進(jìn)行檢測(cè)。該方法操作簡(jiǎn)便,但檢測(cè)可靠性低。
2.1.2.2 LS-200型自動(dòng)水浸C掃描設(shè)備
LS-200型自動(dòng)水浸C掃描設(shè)備主要用于盤、環(huán)類零件的檢測(cè),也可進(jìn)行平板類零件的檢測(cè),該設(shè)備具有七個(gè)軸,可實(shí)現(xiàn)不同角度的斜入射檢測(cè),因此可用于焊縫類零件的橫波脈沖反射法檢測(cè)。試驗(yàn)過(guò)程中,選取了幾個(gè)典型的橫波折射角,主要如下:
入射角:18.5°,折射角:45°;
入射角:24°,折射角:65°;
入射角:25.5°折射角:73.7°。
在相同增益情況下,使用折射角為45°(入射角為18.5°)時(shí)通孔反射波高于65°折射角。但45°折射角對(duì)其他缺陷不靈敏,65°折射角也只能發(fā)現(xiàn)對(duì)比試塊中的兩個(gè)缺陷。使用25.5°入射角時(shí),可發(fā)現(xiàn)所有缺陷。
2.1.3 Delta shuttle檢測(cè)法
由于零件為回轉(zhuǎn)體,采用了發(fā)射探頭從零件內(nèi)部入射,接收探頭從零件外部接收的探頭布置方式,對(duì)試塊進(jìn)行檢測(cè),可發(fā)現(xiàn)所有缺陷。
3 結(jié)果對(duì)比
我們對(duì)原來(lái)經(jīng)MD-400型半自動(dòng)水浸A掃描設(shè)備檢測(cè)報(bào)廢的零件用LS-200和delta shuttle設(shè)備進(jìn)行檢測(cè)對(duì)比,檢測(cè)數(shù)據(jù)對(duì)比見(jiàn)表1。
4 分析
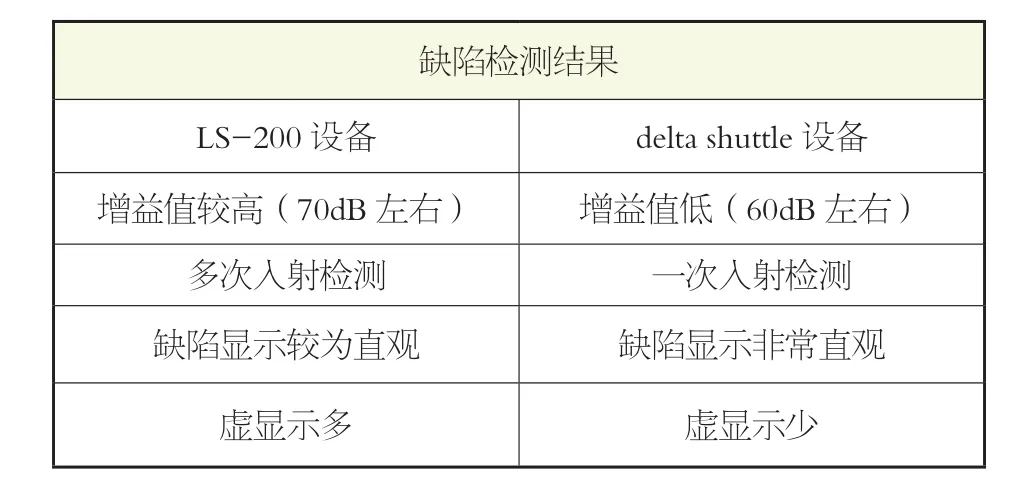
表1
增益(dB)值的不同說(shuō)明Delta shuttle檢測(cè)技術(shù)聲程短、衰減小,剩余靈敏度高;入射次數(shù)不同可以看出檢測(cè)的準(zhǔn)備過(guò)程時(shí)間不同,體現(xiàn)在方法的可操作性上,Delta shuttle檢測(cè)技術(shù)可操作性強(qiáng);缺陷直觀度充分證明了上述兩點(diǎn),靈敏度高,無(wú)幻像顯示,檢測(cè)效率高。
5 結(jié)語(yǔ)
綜上所述,橫波脈沖反射技術(shù)和delta shuttle檢測(cè)技術(shù)均可對(duì)摩擦焊焊縫進(jìn)行有效檢測(cè),在實(shí)際使用時(shí)需結(jié)合零件結(jié)構(gòu)特點(diǎn)適當(dāng)選擇。
[1]無(wú)損檢測(cè)綜合知識(shí)[M].機(jī)械工業(yè)出版社.
[2]航空制造工程手冊(cè)[M].工藝檢測(cè).航空工業(yè)出版社.
TG441.7
:A
:1671-0711(2017)06(上)-0066-02
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00