銅板帶可逆熱軋過程有限元模型的建立和分析
2017-07-01 18:10:48蘇哲
重型機械 2017年1期
蘇哲
銅板帶可逆熱軋過程有限元模型的建立和分析
蘇哲
(廣東冠邦科技有限公司,廣東順德528312)
對銅板帶可逆熱軋過程有限元模型的建立和分析,利用仿真分析的方法對實際生產過程中的軋制過程進行了模擬仿真。模擬分析了不同壓下率、軋制溫度、軋制速度、摩擦系數等因素對力能參數的影響。為高精高效可逆銅板帶熱軋機的設計提供了理論支持。可供銅板帶可逆熱軋機的設計進行參考。
銅板帶;熱軋;有限元;幾何模型
geometric model
0 前言
國內現有的銅板帶熱軋機,卷重普遍較小,大多在5 t以下;軋機控制手段較差,產品精度低;設備性能穩定性較差,生產率低;能耗大,生產成本高;甚至多數軋機還是老式條材軋制。目前我國銅加工行業坯料供應環節的現狀與世界先進水平相比已經顯得非常落后,已不適應后道工序現代化高速冷軋機的生產要求。椐市場分析在未來的幾年內,國內對高精度銅板帶可逆熱軋機的需求量至少達到20臺以上,因此研制和開發高精度銅板帶可逆熱軋機組迫在眉睫。
利用仿真分析的方法對實際生產過程中的軋制過程進行模擬仿真,建立合理的計算模型,同時對單體設備的運動機構進行動力學仿真分析,優化運動結構。在仿真計算的基礎上,制定合理的工藝參數及工藝模型,為高精高效可逆銅板帶熱軋機組的設計提供理論支持。在理論研究和仿真分析的基礎上,完成計算機設計并進行樣機制造,提高設備應用的可靠性。
1 仿真模型的簡化和建立
銅板帶可逆熱軋制過程模擬的幾何模型可分為以下三個部分,模型的幾何參數見表1。具體的建立過程如下:
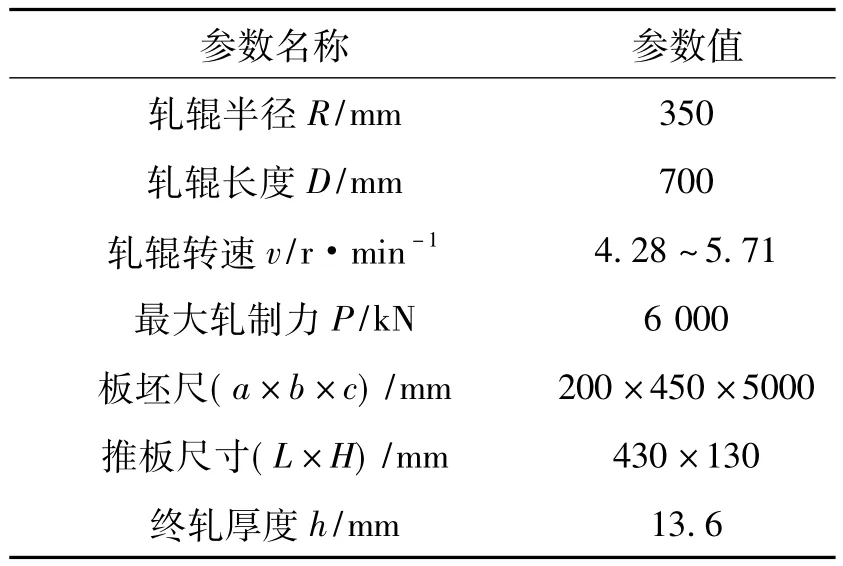
表1 模型基本幾何參數Tab.1Basic geometric parameter of model
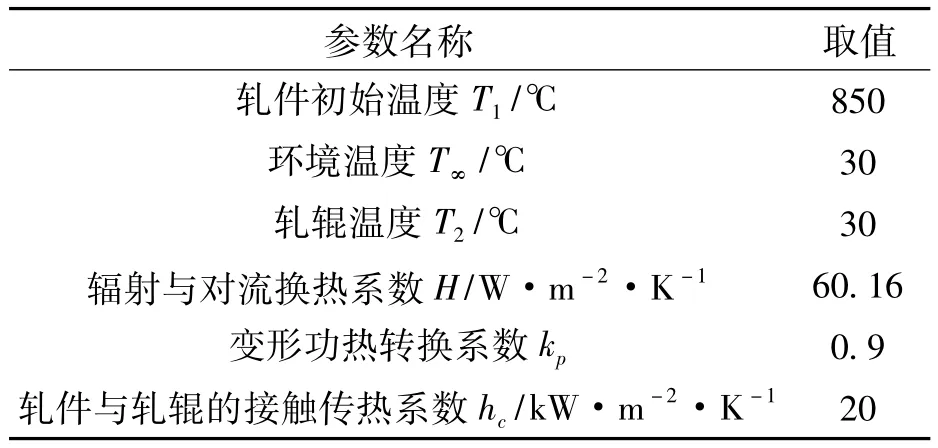
表2 計算溫度場的初始溫度條件及參數Tab.2Initial temperature and parameters of calculated temperature field
模型熱邊界條件的設定,經計算如表2所示。
根據實際生產情況,選取TP2銅板帶為研究對象。TP2的熱物理參數:密度ρ=8 900 kg/ m3,泊松比為0.3。
2 工況的定義
銅板帶多道次可逆軋制過程采用三維大變形熱力耦合方法進行仿真計算。根據軋制制度表可知,經過十一道次可逆軋制最終成型。可逆軋制的軋制制度表見表3。

表3 軋制過程壓下制度參數表Tab.3Parameter sheet of press down system in rolling process
3 銅板帶可逆熱軋過程的軋制力及其影響因素分析
3.1 軋制模擬仿真過程軋制力分析
軋制壓力是生產中合理制定工藝和校核設備負苘的基本參數。為確保軋機安全、可靠地工作,充分發揮設備潛力,設計輕便而可靠的軋機,以及現代軋機的自動控制,都有必要準確地知道軋制壓力的大小。通常采用工程法計算軋制總壓力。根據各道次軋制力仿真結果,取穩態軋制力的平均值作為各道次的軋制力見表4。

表4 BD可逆軋制十一道次軋制力的仿真結果Tab.4Rolling force simulate result of 11 reversible pass rolling
3.2 軋制力影響因素分析
影響軋制力和軋制力矩的因素很多,本文選取180×430×5000,熱軋機第一道次的軋制參數作為分析模型,模擬分析了不同壓下率、軋制溫度、軋制速度、摩擦系數等因素對力能參數的影響。選取摩擦系數為0.5和0.3進行了模擬計算,其模擬結果如圖1所示;軋制速度分別取為50 m/min、90 m/min,計算結果如圖2所示。
為了分析不同壓下率對軋制力的影響,取軋件初始厚度為100 mm,初始溫度為850℃,選取壓下量分別為20 mm和15 mm,壓下率為20%和15%。軋制力的模擬結果如圖3所示,取軋輥直徑為800 mm和700 mm進行了模擬分析,計算結果如圖4所示。該軋制過程中第一、七道次的水平軋制和立輥軋制應力分布曲線分別如圖5、6所示。
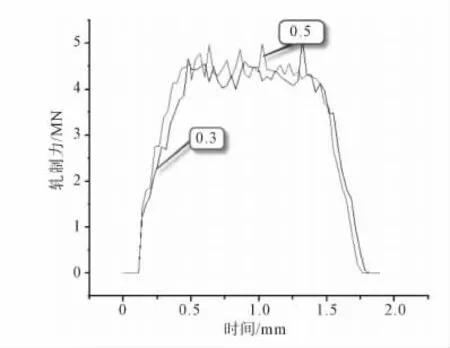
圖1 不同摩擦系數對軋制力的影響Fig.1Influence to rolling force with different friction coefficient
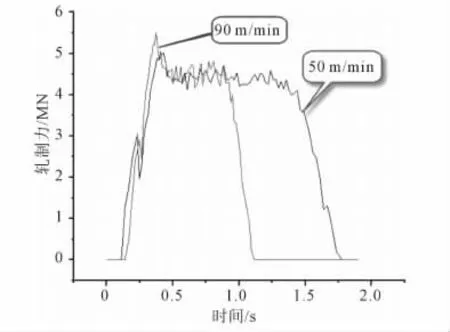
圖2 不同軋制速度對軋制力的影響Fig.2Influence to rolling force with different rolling speed

圖3 不同壓下率對軋制力的影響Fig.3Influence to rolling force with different reduction rate

圖4 不同軋輥直徑對軋制力的影響Fig.4Influence to rolling force with different roll diameter
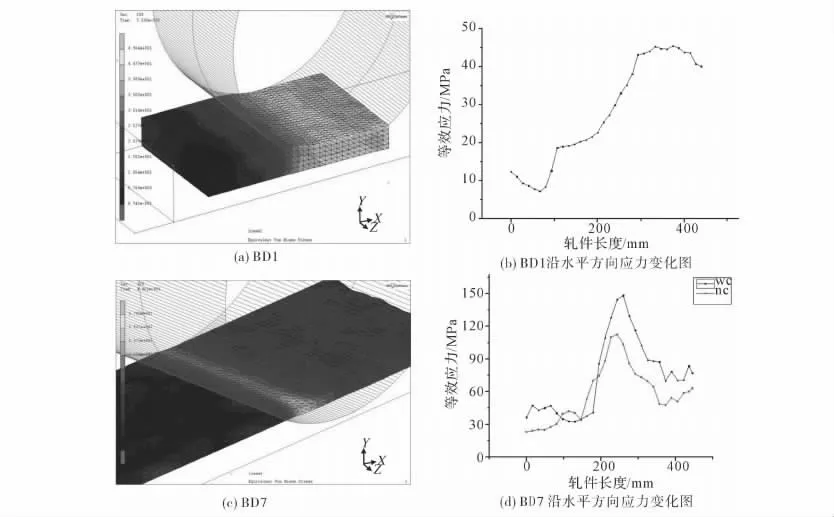
圖5 第一、七道次水平軋制等效應力分布圖Fig.5Equivalent stress distribution diagram of first and seventh pass horizontal rolling
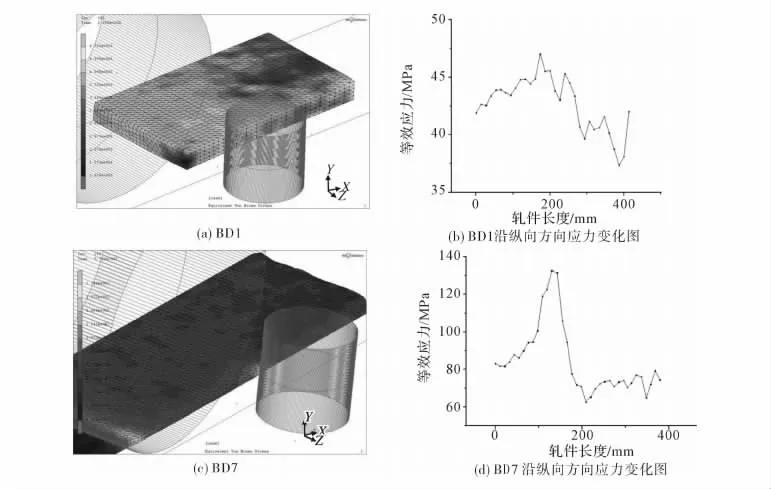
圖6 第一、七道次立輥軋制等效應力分布圖Fig.6Equivalent stress distribution diagram of first and seventh pass vertical roll rolling
軋制力是生產中合理定制工藝和校核設備負荷的基本參數。為確保軋機安全、可靠的工作,充分發揮設備潛力,設計輕便而可靠的軋機,以及現代軋機的自動控制,都建立在精確計算軋輥作用在金屬軋件上的總壓力即軋制力上。故而,在實際軋制過程中,有必要準確地知道軋制壓力的大小。
分析了十一道次可逆萬能熱軋過程的應力應變場以及軋制力等力能參數,并總結出軋制過程中的變化規律,在分析了不同摩擦系數、壓下量和軋制溫度等因素對軋制力的影響之上,分析不同寬度的板帶對軋制力的影響,立輥軋制力的大小及其影響因素,此外還分析不同軋輥溫度對軋制力的影響。由于本文中軋制道次較多,并且各道次之間的變化規律大致一致,故只提取典型道次的應力應變場進行了分析。
4 機架的有限元模擬
機架剛度將直接影響軋制的精度,而軋制精度是一臺軋機裝機水平的標志,機架的強度則是軋機能否長期安全有效工作的前提條件,因而對軋機機架進行結構優化有重要的實際意義。
4.1 機架模型的建立
考慮機架的實際結構特點為對稱可分式,僅取一側機架的半片牌坊分析。三維模型如圖7所示。施加完所有約束的邊界條件模型如圖8所示。
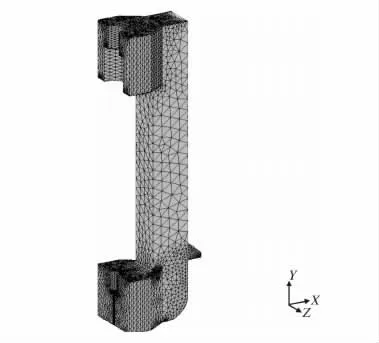
圖7 機架的三維網格模型Fig.73D network model of frame
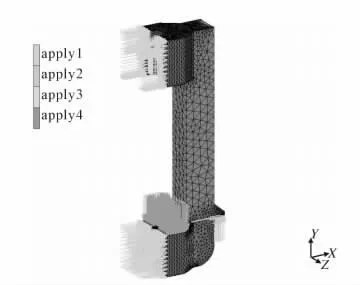
圖8 邊界條件模型Fig.8Boundary condition model
邊界條件:在對稱面上約束X向位移;在機架與地基連接處約束X、Y、Z向位移;并根據初步確定的所研制軋機的性能參數,在上、下橫梁的對應受力處施加面載荷,即軋制過程中的軋制力,大小為6 MN。由于上下機架的受力面積不同故作為兩個不同的邊界條件施加面載荷。牌坊材料的彈性模量取210 GPa,泊松比取0.3。4.2模擬結果分析
(1)機架的應力分析。機架仿真分析后的整體應力分布云圖如圖9所示。由圖可知,機架軋制過程中的應力集中主要發生在橫梁與立柱的過渡區域、軋機壓下機構的螺母與橫梁的接觸處、機架與地基的連接處等區域,其他區域的值分布較均勻。上橫梁與立柱接觸過渡處應力集中,其值約為115 MPa;下橫梁與立柱過渡圓角出的應力值為120 MPa;壓下螺母與橫梁的接觸作用處的應力值為70 MPa;機架與地基連接處的應力值為32 MPa。

圖9 機架整體應力分布云圖Fig.9Overall stress distribution of the frame
可以看出,機架的總體應力變化趨勢由機架內側到機架外側逐漸減小,最大應力值都比較小。在整體范圍內,應力變化程度小且應力水平都較低,因此,可相應提高軋制時的最大軋制力。
(2)機架的變形分析。機架在Y和X方向上的變形云圖如圖10所示。
由機架的Y和X方向變形云圖可以看出,機架的窗口在高度方向上變大,在寬度方向上內收。
由圖10a可以看出:由于地腳螺栓的作用,機架與地基連接處附近的Y向位移最小,約為0.004 5 mm。向兩端的Y向位移逐漸增大,使得機架窗口在高度方向上變大。由于下端距離施加約束處的距離較小,所以下端位移較之上端部要小,下端部Y向位移約為-0.17 mm,上端部Y向位移約為0.4 mm。
由圖10b可知:由于地腳螺栓的作用,機架與地基連接處附近的X向位移最小,約為-0.003 2 mm。由于施加的面載荷為Y向的壓應力,使得機架在寬度方向上內收,端部X向最大位移約為0.053 mm,立柱中間X向位移最大約為-0.064 mm。
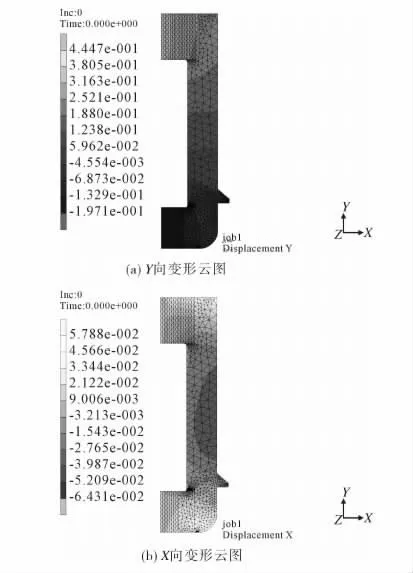
圖10 機架Y和X方向的變形云圖Fig.10Deformation cloud chart of frame Y and X
5 軋輥的有限元模擬
軋輥的剛度和強度對軋件精度的影響非常重要,實際軋制過程中影響軋輥變形除了軋輥撓度以及彈性變形之外,還有軋輥與軸承之間的間隙引起軋輥的變形以及軋件傳給軋輥的溫度引起軋輥的熱變形。由于軋輥在軋制過程中處于一個不斷接觸傳熱和散熱的過程。
5.1 軋輥模型的簡化與建立
軋輥工作直徑為700 mm,軸頸直徑為420 mm,輥身長度為700 mm,軋制速度以及摩擦系數等參考剛性輥模擬過程中參數,彈性模量取206 GPa,泊松比取0.3,軋輥熱導率取81 Wm-1·k-1,,比熱容取600 J·kg-1·k-1。
軋輥的三維模型及網格細化方式如圖11和12所示。
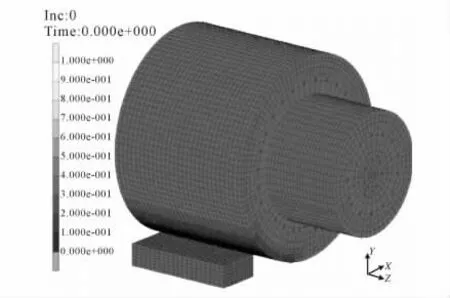
圖11 彈性輥軋制三維模型Fig.113D Model of elastic roll
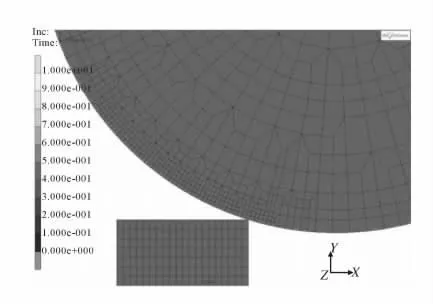
圖12 彈性輥模型局部放大圖Fig.12Local magnification of elastic roll
考慮到模型的對稱性,取四分之一模型作為研究對象。加上約束后的模型如圖13所示。
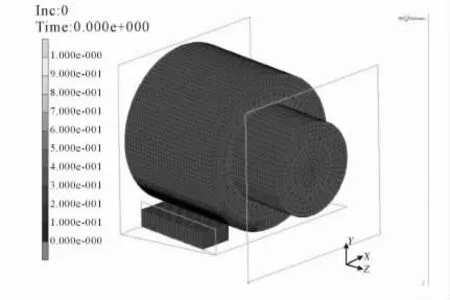
圖13 軋制的力學模型Fig.13Mechanical model of rolling
5.2 模擬結果分析
(1)軋輥的溫度模擬分析。選取的模擬情況是軋制的第一道次,初始軋輥溫度取30℃,軋件的初始溫度為850℃。圖14是軋制過程中的第55步時軋輥的溫度分布云圖,此時軋輥正處于穩定軋制階段。用穩定軋制時的溫度來代替整個軋制過程中的溫度。從圖中可以看出,由于軋制速度較快,溫度還來不及傳遞到輥的內部,主要分布在軋輥與軋件接觸區域。在軋輥接觸區外表面溫度較高,而在非接觸區溫度都保持不變。
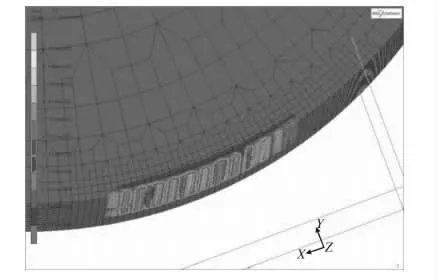
圖14 軋制第55步溫度分布云圖Fig.14Temperature cloud diagram of the 55 step rolling
(2)軋輥的變形模擬分析。為更好的觀察模型,取穩定軋制時的模型為研究對象。圖15是第60步的軋制模型,此時軋件已經完全咬入,進入穩定軋制區。
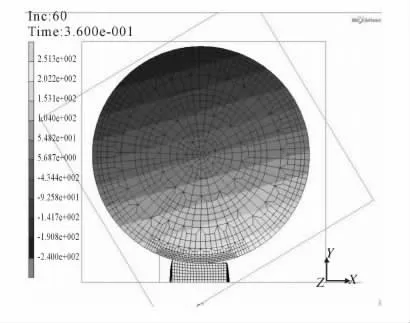
圖15 軋制過程第60步的模擬圖Fig.15Simulation diagram of 60 step rolling
以圖中軋輥最下邊緣的軸向路徑為研究對象,來研究軋輥的變形狀況。經過數據整理后如圖16所示,圖中分別列出第10步至第90步的所取路徑的變形曲線。從分析結果結合模型數據得出,在第10步的時候,選取的節點路徑并沒有與軋件接觸,但是軋件已經開始進入軋制區,此時的變形是軋輥剛度撓曲線的變形,不存在彈性變形。隨著軋制的進行,所選取曲線從開始與軋件接觸直到與軋件分離,此時軋輥的變形既有撓度變形又有材料的彈性變形,變形量最大,達0.086mm。隨后選取曲線開始與軋件分離,彈性變形逐漸恢復,變形量逐漸較小,直至軋制結束。軋件離開軋制區,彈性變形完全恢復,軋輥無變形。

圖16 軋輥的變形曲線圖Fig.16Deformation curve of roll
6 結論
通過對銅板帶可逆熱軋過程有限元模型的建立和分析,在理論研究和仿真分析的基礎上,完成了樣機制造,提高了設備應用的可靠性。目前樣機已在用戶現場正式投入生產,并贏得了用戶的好評。此設計過程對今后設計同類型產品具有一定的參考價值。
[1]鄒家祥.軋鋼機械[M].北京:冶金工業出版社,1988.
[2]王廷溥.軋鋼工藝學[M].北京:冶金工業出版社,1981.
[3]鐘衛佳.銅加工技術實用手冊[M].北京:北京冶金工業出版社,2007.
[4]冶金工業部有色金屬加工設計研究院.板帶車間機械設備設計[M].北京:冶金工業出版社,1981.
[5]黃慶學.軋鋼機械設計[M].北京;冶金工業出版社,2007.
[6]劉培興.銅與銅合金加工手冊[M].北京:化學工業出版社,2008.
[7]成大先.機械設計手冊(4版)[M].北京:化學工業出版社,1990.
[8]徐芝綸.彈性力學[M].北京:人民教育出版社,2004.
[9]郭任生.機械工程設計分析和MATLAB應用[M].北京:機械工業出版社,2011.
[10]李兵,何正嘉,陳雪峰.ANSYS WORKBENCH設計、仿真與優化[M].北京:清華大學出版社,2008.
[11]單巖,周文學,羅曉曄,等.UG NX6.0立體詞典:產品建模[M].杭州:浙江大學出版社,2011.
[12]蘇榮華.工程結構分析-ANSYS應用[M].沈陽:東北大學出版社,2012.
Establishment and analysis of the reversible hot rolling process FEM of copper plate
SU Zhe
(Guangdong G.B Technology Co.,Ltd.,Shunde 528312,China)
This paper introduces the establishment and analysis of finite element model in the reversible hot rolling process of copper plate,the actual production process is simulated by the method of simulation analysis.It simulates and analyzes the influence to the rolling force with different press down quantity,rolling temperature,rolling speed,friction coefficient and other different factor,which supplies a theoretical support to the design of high precision and efficient copper plate hot rolling mill.It offers a reference to the design of copper plate reversible hot rolling mill.
copper plate;hot rolling;finite element;
TG333
A
1001-196X(2017)01-0051-07
2016-11-06;
2016-12-11
蘇哲(1982-),男,廣東冠邦科技有限公司機械工程師。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22