測量條件對激光三角測距器測量精度的影響
2017-07-01 18:11:18謝文龍王可戴佳卉
重型機械 2017年1期
謝文龍,王可,戴佳卉
測量條件對激光三角測距器測量精度的影響
謝文龍,王可,戴佳卉
(沈陽工業大學機械工程學院,遼寧沈陽110870)
激光三角測距器作為一種非接觸、高精度的檢測儀器,其工作環境、安裝方式、測量條件等因素對測量精度的影響限制了其在石油管螺紋測量領域的應用。針對這一問題,本文結合實際螺紋測量情況,通過大量實驗探究濾波方式、測距器移動速度、方向、反射鏡面積等因素對測量數據廓型的影響,分析產生誤差的機理,并確定出合理的測量方案,為螺紋在機測量系統的設計提供了理論和實驗依據。
螺紋檢測;激光三角測距器;測量條件
0 前言
石油管螺紋的在機檢測是繼脫機檢測后的又一次測量技術突破,它大大提高了檢測效率,降低了生產成本[1]。目前,采用激光三角測距儀作為測量儀器是螺紋在機檢測技術的發展趨勢[2-4],它具有精度高、響應快、無測量力等特點。然而,目前國內的學者將激光三角測距器應用于內外螺紋的檢測尚處于測試研究階段,可以應用到生產實際中的成功案例少之又少,究其原因是由于測量精度受測量條件的綜合影響所導致[5,6]。本文結合實際測量情況重點分析濾波條件、檢測速度、檢測方向、反射鏡面積等四個測量條件對測量數據的影響,比較激光三角測距儀測量數據的具體差異,確定出最優的測量方案。
1 激光三角法測量原理
三角激光測量法的測量原理如圖1所示,激光測頭1發射激光經過會聚透鏡2照射到被測物體表面3上,形成光斑即為圖中的O點,光線再由被測物體表面發生反射經過接收透鏡4,匯聚到光敏元件探測器5(如CMOS)上,此時光敏元件接收到測量數據,得到的光斑即為圖1中的O'所示。當物體表面廓形發生改變時,導致入射光沿入射光軸移動,便會出現如圖所示的X方向位移變化,其所成的像在探測器上也發生相應的位移,即為圖中的x',通過相移和位移之間的關系可以計算出物體廓形改變的真實值[7]。
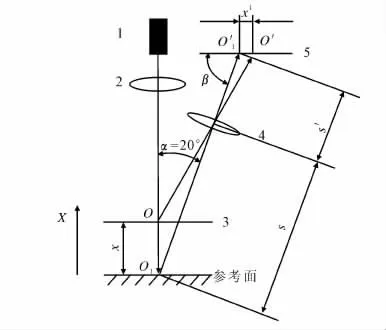
圖1 激光三角法測量原理Fig.1Laser triangulation principle
如圖所示,α是成像光軸與被測面法線之間的夾角,β是探測器成像表面與成像光軸之間的夾角,參考面是測量系統讀數為零的基面,s和s'分別是物距和像距。以上提到的數據均為激光測頭的固有參數,確定測頭型號即可確定以上參數。為了滿足完美聚焦,設計光路必須滿足斯凱普弗拉格條件(Scheimpflug Condition):成像面、物面、透鏡主面必須相交于同一直線[8],系統由此可以計算出輸入輸出的函數關系式:

由式(1)即可通過已知的x'計算得到x的值,實現了廓形測量與數據讀取過程。
2 測量條件對測量結果的影響
2.1 濾波方式對測量結果的影響
本實驗所利用的測頭控制器本身具有低通濾波與高通濾波功能。所謂濾波是指對被測物體輪廓掃描中出現的特定波段頻率去除的一種信號處理方式,它的作用是抑制或者消除特定波段頻率對期望信號的影響,從而提高測量儀的測量精度、降低測量誤差[9]。本實驗中分別加入了高通濾波與低通濾波功能,判斷這兩種方式是否對測量信息的采集有利,同時找出最優的斷路頻率,實驗結果如圖2所示。
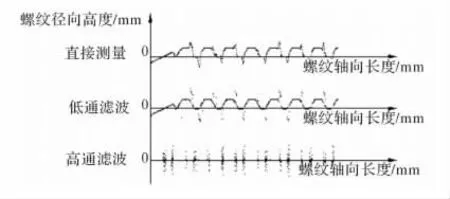
圖2 低通濾波與高通濾波數據Fig.2Low pass filtering and high pass filtering data
由圖2可以看出,高通濾波無法有效地讀取螺紋數據,低通濾波可以得出螺紋牙廓形,相對于直接測量來說可以濾掉一部分雜點。經不同的斷路頻率下的實驗數據表明:低通濾波斷路頻率在較低的斷路頻率(10 HZ量級)時會使螺紋牙廓形發生改變,曲線接近于正弦曲線,不是所測量的梯形螺紋的實際牙廓形,低通濾波斷路頻率較高(100 HZ量級)時,可以有效地濾除部分雜點。2.2測距器移動速度對測量結果的影響
測距器的移動方式是沿著螺紋錐面平行移動的,其目的是為了保證激光測頭在一次對刀找到最優起測點之后可以始終保持與被測物體表面的距離基本不變(只有螺紋牙頂與牙底之間的距離變換),避免出現由于超出量程或是在量程極限處測量而導致的測量誤差等問題。
實驗數據結果表明:測量過程中,測距器的移動速度從200 mm/min至600 mm/min各種速度情況下的測量結果并無本質區別,均可以得到良好的測量結果,對于生產加工中所需的檢測效率來說,完全可以滿足使用要求,真正做到了高效檢測。
2.3 測距器移動方向對測量結果的影響
如圖3所示,利用機械結構可以檢測內外石油管螺紋,該機構由一面45°的反射鏡改變光路走向,可以實現探入螺紋內孔中的檢測過程。測距器沿著螺紋表面可能的移動方向如圖3中箭頭所示。
人為規定測頭沿圖3所示箭頭方向中的由2向1方向移動為正向測量,由1向2方向移動為反向測量,實驗數據如圖4所示。由圖4所示的實驗結果表明:反向測量產生的數據丟點與雜點情況較多,不能夠獲得良好的螺紋廓形;正向測量方向為合理移動方向,可以清晰的獲得螺紋牙廓,因此選取正向測量方式為工作方式。
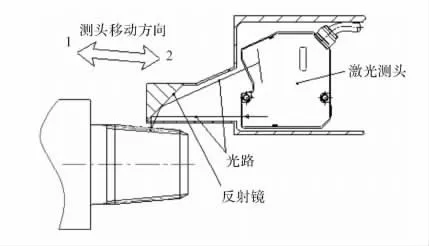
圖3 測頭移動方向示意圖Fig.3A schematic diagram of the head moving direction
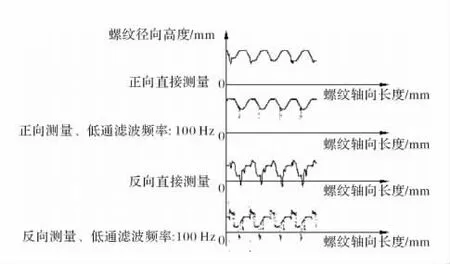
圖4 不同方向測量的對比實驗數據Fig.4Comparative experimental data in different directions
2.4 更改反射鏡面積對測量結果的影響
為了驗證反射鏡的面積大小及鏡片的橫縱方向是否會對檢測結果帶來影響,本文用遮光材料沿著各個可能影響螺紋檢測結果的方向遮擋鏡片,對比試驗裝置如圖5所示。

圖5反射鏡單側遮擋Fig.5Unilateral occlusion of mirror
圖5 所示的是利用遮光材料沿反射鏡縱向單側遮擋,對比其實驗數據與未遮擋時的實驗數據,判斷該遮擋方向對實驗數據造成的影響。經對比后發現:該種遮光方式對數據并無明顯影響,從理論分析出應存在由于反射鏡面積的減小而造成的反射光路光強減弱等問題,并未在實際實驗中有明顯影響。圖6所示的是利用遮光材料沿反射鏡縱向雙側遮擋的實驗情況。

圖6 鏡片雙側遮擋Fig.6Bilateral occlusion of mirror
對比圖6所示裝置的實驗數據可以得出結論:減小反射鏡片不影響光路發射與接收的鏡片面積,對激光檢測螺紋精度的數值影響可以忽略不計。對于影響光路的發射與接收的鏡片面積的減少是否對實驗結果有較大影響,由圖7所示的實驗裝置進行驗證。

圖7 鏡片橫向遮擋Fig.7Lateral occlusion of mirror
如圖7所示,將遮光材料遮擋在激光返回光路部分,此時的激光光束在遮光材料表面形成了一束光線,對比其實驗結果可以發現:減小影響激光發射與接收的反射鏡片面積會對實驗結果造成嚴重的影響。綜上所述:反射鏡面積應保證激光光路的發射與接收部分充分,除該方向以外的反射鏡面積可以適當縮小。
3 結論
本文從濾波方式、測距器移動速度、方向、反射鏡面積四個方面分析測量條件對測量精度的影響,得出結論:(1)高通濾波無法獲取螺紋牙型,低通濾波在斷路頻率為100 HZ時獲得最優測量效果。(2)測頭移動速度在600 mm/min范圍以內都可以獲得較好的測量數據。(3)測頭的移動方向應選為正向測量。(4)反射鏡面積應保證激光光路的發射與接收部分充分,除該方向以外的鏡片的面積可以適當縮小。根據以上結論制定的螺紋測量方案已成功應用于石油管螺紋的在機檢測系統,測量效果良好[10]。
[1]LEECHNIAK Z,WERNER A,SKALSKI K,et al.Methodology of off-line software compensation for errors in the machining process on the CNC machine tool[J].Journal of Materials Processing Technology,1998,76(1-3):42-48.
[2]佟巖,李琳,唐江濤,等.螺紋多參數檢測的發展方向[J].紅外與激光工程,2008,37:227-229.
[3]王世峰,趙馨,佟首峰,等.基于激光位移檢測技術的螺紋檢測儀研制[J].儀器儀表學報,2007,28(4):755-758.
[4]王可,董祉序,孫興偉,等.石油鉆桿螺紋廓形參數在機測量系統研究[J].儀器儀表學報,2016,37(7):1618-1624.
[5]Shiou Fangjung,Liu Minxin.Development of a novel scattered triangulation laser probe with six linear charge-coupled devices(CCDs)[J].Optics and Lasers in Engineering,2009,47(1):7-18.
[6]Chih-Ching Lo,Chao-Yin Hsiao.A method of tool path compensation for repeated machining process[J].International Journal of Machine Tools and Manufacture,1998,38(3):205-213.
[7]馮俊艷,馮其波,匡萃方.高精度激光三角位移傳感器的技術現狀[J].光學技術,2004,25(3):33-36.
[8]王曉嘉,高雋,王磊.激光三角法綜述[J].儀器儀表學報.2004,25(4):601-604.
[9]彭先洪,姚云茂,何共建,等.數字濾波技術在精密測量儀表中的應用研究[J].國外電子測量技術,2009,28(11):60-62.
[10]王可,戴佳卉,孫興偉,等.基于激光三角法的石油螺紋在機檢測分析[J].機床與液壓,2016,44 (19):70-73.
Influence of measurement conditions on the measurement accuracy of laser triangulation range finder
XIE Wen-long,WANG Ke,DAI Jia-hui
(School of Mechanical Engineering,Shenyang University of Technology,Shenyang 110870,China)
The laser triangulation range finder,as a non-contact and high precision detecting instrument,its working environment,installation methods,measurement conditions and other factors influence its measurement accuracy,which limits its application in the field of petroleum pipe thread measurement.In order to solve the problem,this paper,combined with the actual measurement of the thread,explore the influence of the filter mode,the moving speed,the direction,the area of the mirror and the other factors on the profile of measurement data through a large number of experiments.The mechanism of the error is analyzed,and the reasonable measurement scheme is determined,which provides a theoretical and experimental basis for the design of thread measurement system.
thread measurement;laser triangulation range finder;measuring condition
TH16;TN247
A
1001-196X(2017)01-0061-04
2016-04-06;
2016-05-23
謝文龍(1990-),男,遼寧沈陽人,沈陽工業大學機械工程學院碩士研究生,研究方向為現代制造技術。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55