淺談缸體減摩涂層修復(fù)與技術(shù)
2017-07-10 19:01:07劉華
科學(xué)與財(cái)富 2017年20期
劉華
(中國(guó)中車齊齊哈爾交通裝備有限公司鑄鋼分廠設(shè)備組)
摘 要:中國(guó)北車齊軌道裝備公司使用的一臺(tái)80Kg射芯機(jī)型號(hào)為L(zhǎng)-40,長(zhǎng)期使用后,導(dǎo)向缸體減摩涂層磨損嚴(yán)重,本文針對(duì)缸體減摩涂層修復(fù)技術(shù) 進(jìn)行分析。
關(guān)鍵詞:缸體減摩涂層;修復(fù);技術(shù)
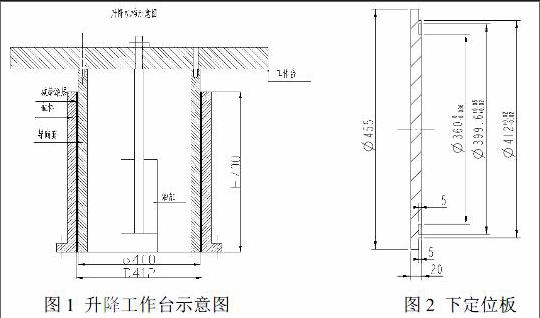
中國(guó)北車齊軌道裝備公司使用的一臺(tái)80kg射芯機(jī)型號(hào)為L(zhǎng)-40,由德國(guó)蘭帕公司生產(chǎn),其升降工作臺(tái)導(dǎo)向缸體直徑為400mm,長(zhǎng)度700mm,內(nèi)壁涂敷減摩層。長(zhǎng)期使用后,導(dǎo)向缸體減摩涂層磨損嚴(yán)重,造成升降工作臺(tái)不平穩(wěn),砂芯質(zhì)量下降,廢品率上升。如不及時(shí)修復(fù),還有可能造成導(dǎo)桿、油缸等損壞。
升降工作臺(tái)的工作原理為:導(dǎo)向缸體與地基固定,減摩層涂敷固化在缸體內(nèi)表面,油缸下腔供油,活塞桿帶動(dòng)導(dǎo)向套和工作臺(tái)一起上升。下降時(shí),油缸上腔供油,工作臺(tái)和導(dǎo)向套下降。由于導(dǎo)向套相對(duì)于減摩層運(yùn)動(dòng),減摩層磨損后就應(yīng)進(jìn)行修復(fù)。由于該設(shè)備是進(jìn)口設(shè)備,以前我們都是找生產(chǎn)減摩涂層專業(yè)廠家來(lái)修復(fù)。廠家來(lái)的專家也僅僅是用通用膠槍手動(dòng)灌注,膠槍手動(dòng)灌注效率低,往往是灌注到一半減摩層就開(kāi)始硬化而無(wú)法再用膠槍灌注了。這時(shí)就只能直接用手涂敷,用手涂敷的減摩層與缸體、導(dǎo)向套同心度差,并且減摩涂層固化后,在減摩涂層表面會(huì)有多處較大面積的氣穴,這些氣穴也無(wú)法再修復(fù),有氣穴會(huì)影響減摩涂層的耐磨性能和使用效果。同時(shí)費(fèi)用也很高。針對(duì)減摩涂層廠家在修復(fù)圖層時(shí)出現(xiàn)的問(wèn)題,我們?cè)O(shè)計(jì)了一個(gè)新的方案,將手工涂注改成機(jī)械涂注這樣既可以保證減摩涂層的質(zhì)量又能降低成本。
首先,將原減摩涂層清除干凈。可用角磨機(jī)在磨損的減摩層上磨出若干個(gè)溝槽,用扁鏟一塊一塊的剔除,這樣既省力又節(jié)約時(shí)間(清理過(guò)程中,最好佩戴防護(hù)眼鏡,防止傷害)。
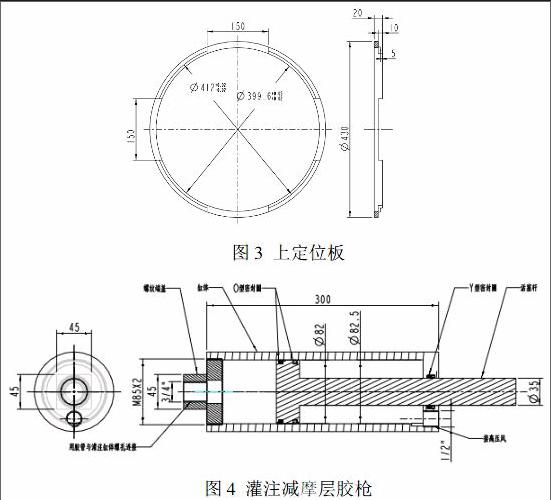
然后:(1)缸體加工螺孔,螺孔大小為M20*1.5。在距離缸體底端100mm平面,均分加工3個(gè)螺孔;距離缸體底端300m的平面,均分加工3個(gè)螺孔;距離缸體底端500mm平面,對(duì)稱加工2個(gè)螺孔。加工螺孔的目的一是方便注減摩涂層;二是排氣通暢,防止氣穴產(chǎn)生。同時(shí)也要加工8個(gè)M20x1.5螺釘在將來(lái)灌注完減摩涂層后要用螺釘將螺孔堵死。(2)導(dǎo)向套修磨。要根據(jù)導(dǎo)向套磨損情況對(duì)其進(jìn)行磨修。一般的,在導(dǎo)向套全長(zhǎng)上等分測(cè)量5點(diǎn),直徑相差不能超過(guò)0.05mm圓度也不能超過(guò)0.05mm。經(jīng)過(guò)長(zhǎng)期使用,導(dǎo)向套都需要進(jìn)行修磨。修磨后要求表面粗糙度達(dá)到0.8um,要全部見(jiàn)光,對(duì)磨后尺寸沒(méi)有要求。(3)設(shè)計(jì)定位板。目的是使缸體和導(dǎo)向套定位準(zhǔn)確,確保注入的減摩涂層的厚度一致、減磨涂層與導(dǎo)向缸體同心。定位板分為上下兩塊,下面定位板見(jiàn)圖2。上面定位板見(jiàn)圖3。只有上下兩塊板同時(shí)使用才能保證缸體、減摩涂層、導(dǎo)向套同心。其中φ412的尺寸是在實(shí)測(cè)得缸體內(nèi)徑φ412.04采用過(guò)渡配合確定定位板上φ412尺寸公差,φ399.6的公差是在實(shí)測(cè)修磨后導(dǎo)向套外徑尺寸為φ399.63后采用過(guò)渡配合確定其上下偏差。φ360尺寸是在測(cè)得導(dǎo)向套內(nèi)徑為φ360.02,采用間隙配合確定其上下偏差。(4)設(shè)計(jì)灌注減摩涂層膠槍。見(jiàn)圖4,其原理是以高壓風(fēng)為動(dòng)力,將減摩涂層緩緩地注入。該膠槍一端封閉,另一端設(shè)計(jì)成螺紋端蓋,可以短時(shí)間內(nèi)快速拆裝。要使該膠槍的容積大于整個(gè)灌注總量的八分之一,原因是我們開(kāi)了八個(gè)灌注孔。
我們選擇TS312減摩涂層。
實(shí)施步驟:(1)清洗導(dǎo)向套及上下定位板。用高效清洗劑清洗導(dǎo)向套外表面及定位板。其操作要領(lǐng):均勻噴涂清洗劑,要反復(fù)清洗,直到潔凈,然后用潔凈的棉布擦拭干凈。(2)導(dǎo)向套及上下定位板噴灑脫模劑。將脫模劑均勻地噴灑在導(dǎo)向套及定位板上。噴灑時(shí),噴嘴距要噴灑表面300-400mm,要均勻噴涂,不得有漏噴。晾置3-5分鐘,用手背輕觸其表面,感覺(jué)不粘手。(3)將噴涂好脫模劑的導(dǎo)向套放置下定位板上,要保證導(dǎo)向套直立且與下定位板緊密接觸,之后將缸體也放置在下定位板上,也要保證缸體直立并與下定位板緊密接觸,最后放置上定位板。這樣導(dǎo)向套與原缸體內(nèi)表面形成約6mm,高700mm空腔。(4)注減摩涂層。用高壓風(fēng)管把膠槍的前腔和風(fēng)包出口端連接,用直角閥控制風(fēng)的開(kāi)啟及風(fēng)量大小;接好灌注管。將減摩涂層(2組份)快速均勻攪拌(攪拌過(guò)程中要用風(fēng)扇吹,這樣可帶走減摩涂層混合時(shí)產(chǎn)生的熱量,延長(zhǎng)其固化時(shí)間)混合后倒入膠槍的前腔,然后用端蓋封閉膠槍前腔。接好澆注管,打開(kāi)控制風(fēng)閥門,以0.4m/min的速度將減摩涂層由下至上的順序通過(guò)缸體上已經(jīng)開(kāi)好的螺孔依次注入。灌注過(guò)程中,用木槌敲打缸體外壁,確保減摩涂層注入飽滿不留氣隙。每灌注完一個(gè)孔要將該孔用螺釘堵死。灌注結(jié)束后,固化24小時(shí),固化時(shí)環(huán)境溫度不得低于15℃,溫度較低時(shí),應(yīng)采取適當(dāng)?shù)募訙卮胧┗蚬袒瘯r(shí)間適當(dāng)延長(zhǎng)。(5)起模。先將上定位板拆下,然后用起重設(shè)備將導(dǎo)向套拔出即可。一般情況下拔出都比較順利,如果不順利一般都是因?yàn)閷?dǎo)向套清洗不徹底及噴灑脫模劑有漏噴。(6)打磨。用100目砂紙打磨已固化的減摩涂層,再用200目砂紙打磨。打磨完成后,導(dǎo)向套放置缸體內(nèi)時(shí)上下活動(dòng)輕松自如。(7)開(kāi)注油槽。先將缸體上的注油油嘴拆下,用小于油嘴螺紋內(nèi)徑1mm的鉆頭將減摩層鉆透。再用角磨機(jī)、扁鏟及其它工具圍繞著鉆透的孔在減摩涂層上開(kāi)寬10mm深5mm螺旋槽,螺距300左右(螺距不可過(guò)小)。開(kāi)完注油槽后要將油槽兩邊用砂紙打磨,不能出現(xiàn)尖角。用2#極壓鋰基脂將油槽注滿,整個(gè)修復(fù)過(guò)程完成。
經(jīng)過(guò)修復(fù)后的減摩涂層與導(dǎo)向套、缸體同心度高,減摩層上下均勻,涂層表面沒(méi)有氣穴,設(shè)備運(yùn)行精度也非常高,完全達(dá)到了設(shè)備要求的精度。經(jīng)過(guò)一年的使用效果非常好。
猜你喜歡
藝術(shù)科技(2016年9期)2016-11-18 16:42:09
數(shù)字技術(shù)與應(yīng)用(2016年9期)2016-11-09 00:06:42
科技視界(2016年18期)2016-11-03 23:42:42
中國(guó)科技博覽(2016年18期)2016-10-19 09:33:57
中國(guó)科技博覽(2016年18期)2016-10-19 09:04:19
中國(guó)科技博覽(2016年18期)2016-10-19 08:55:40
科技視界(2016年21期)2016-10-17 20:00:58
科技視界(2016年21期)2016-10-17 19:38:30
中國(guó)實(shí)用醫(yī)藥(2016年24期)2016-10-17 04:17:37
商(2016年27期)2016-10-17 04:13:28