基于精益生產的線束產品生產過程改進
2017-07-14 09:18:54周娜舒帆宓為建
上海海事大學學報 2017年2期
周娜+舒帆+宓為建

摘要:為降低企業生產成本,提高企業精益生產水平,以某企業線束生產線為研究對象,運用約束理論、ECRS原則等工作研究相關方法進行問題分析.通過調整工位作業內容,改進完成品的運輸方式,取得減少生產區域人員數量、縮短操作人員空閑時間、提高綜合人員效率的效果.研究方法對減少員工數量和提高生產效率具有借鑒作用.
關鍵詞: 精益生產; 工作研究; 約束理論; 循環取貨
中圖分類號: F406.2
文獻標志碼: A
Abstract: In order to reduce production cost of enterprises and improve the level of lean production of enterprises, the wire harness production lines of an enterprise are studied, and the existing problems are analyzed by workstudy methods (e.g., the theory of constraints and the ECRS principles). The operated objects of working stations are adjusted and the transport mode of finished products is improved. As a result, the number of operators is reduced in the working area, the idle time of operators is reduced, and the efficiency of the staff is improved. The method can provide reference for reducing the number of employees and improving production efficiency.
Key words: lean production; workstudy; theory of constraint; milk run
0 引 言
在產品多樣化、競爭愈加激烈的大環境下,我國制造業的發展正面臨環境、物質資源、人力資源等諸多因素制約.作為世界制造工廠的中國,只有消化、吸收國外先進生產方式,轉變我國制造業的發展模式,才能保障我國在全球的經濟地位.
精益生產是將生產過程中一切無用、多余的東西精簡,即消除各種浪費,最終使各方面達到最好的一種生產管理方式.因此,近年來精益生產受到眾多學者的關注.周武靜等[1]基于資源基礎理論探討精益生產組成要素之間的關系;陳陽波等[2]結合某游艇公司的生產現狀,結合編程軟件與Excel數據庫,開發了精益生產管理系統;牛占文等[34]構建了基于精益生產的制造業企業管理創新模式、生產系統精益管理導入效果評價指標體系和基于時間熵的評價模型;張公一等[5]利用 SERVQUAL方法,建立了基于精益六西格瑪的服務業質量管理評價指標體系;韓曙光等[6]基于電子看板構建了總成本最小的可分割式物料配送模型,并利用Lingo編程求解,用于指導倉儲部門進行物料的配送;黃鵬鵬等[7]針對染布車間生產流程出現的問題,基于精益生產運用工業工程常用的改善技術,提出了對工序、工具、人機等3個方面的改善意見.
由此可見,對于精益生產的研究大多集中在理論系統方面,相關理論方法的應用研究顯得不足.同時,已有的研究多針對已暴露的問題強調如何使用精益優化方法,然而現實生產中明顯暴露出的問題猶如冰山一角,因此如何挖掘暗藏的問題對提高企業的精益生產水平顯得非常重要.
本文以D企業A5工廠的線束生產線為研究對象,對表面上看起來不存在問題的生產過程,以綜合人員效率精益指標的影響因素分析為切入點挖掘問題,運用工作研究相關方法分析現場問題,調整工位作業內容,改進完成品運輸方式,以期取得減少生產區域人員數量、縮短操作人員空閑時間、提高綜合人員效率的效果.
1 線束生產精益指標的影響因素
A5工廠一直是D企業精益生產的樣板工廠,經過10多年精益生產系統再造和革新,在制品庫存、質量、生產效率等方面均有不同程度的改善,是D企業的其他工廠學習的“榜樣”.在這樣的背景下,基于精益生產對A5工廠進行問題挖掘,尋找改進空間,旨在進一步提高精益水平.
線束產品進入批量生產階段之后,整個生產流程被細化成多個工序以提高作業效率.然而,工序的拆分是否恰當、人員的安排是否合適、場地的布置是否合理等問題往往都需要根據經驗判斷,很難定量地描述一條生產線是否達到了精益狀態.為此,本文提出用綜合人員效率衡量一條生產線的精益水平.綜合人員效率的計算公式為
式中:To為在一個生產過程中因走動、等待和其他原因而浪費的時間.
因此,縮短生產一個完成品所需要的實際時間最有效的方法就是減少生產過程中出現的各種時間浪費.走動浪費和等待浪費是生產過程中存在的兩大主要時間浪費.走動浪費出現的主要原因在于生產區域內各工作點之間距離不恰當,作業員需要長距離地往返于幾個工作點之間.等待浪費出現的主要原因在于生產線上各工序的作業時間不均衡,部分工序操作人員需要等待其他工序完成作業.
綜上所述,提高生產線的精益程度要從提高綜合人員效率出發,而提高綜合人員效率的有效方法是減少生產過程中出現的走動和等待浪費.
2 甄別線束生產中的浪費
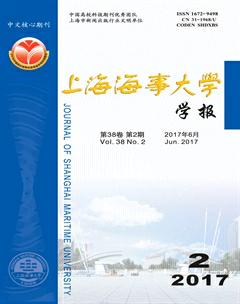
甄別生產現場的浪費可利用的方法有:工作抽樣法、連續觀測法和預定動作時間標準法.本文研究對象(線束)已批量生產,用工作抽樣法耗時短,且可以清楚地辨識出每個作業員在生產過程中的實際情況,因此采用工作抽樣法對一條線束生產線的生產狀況進行分析.為充分挖掘生產現場浪費根源,將作業員在線束生產過程中的動作進行分類,見圖1.
根據動作分類,對一條線束生產線進行為期5 d的抽樣觀察.在第1天進行試抽樣,得到生產線的實際作業率P為76.37%,取精確度E=3%(即在假設抽樣結果的置信區間為95%的條件下,抽樣結果的誤差為±3%),將其代入n=4p(1-p)/E2計算出抽樣次數n=200.
在統計完隨后4 d的抽樣結果后,通過E=2(p(1-p)/n)1/2得到抽樣結果的實際誤差E=1.6%.統計得到各類動作在生產過程中的時間分布,見圖2.
由圖2可知,等待浪費占整個生產過程中動作時間的4.99%,走動浪費占0.99%.由此可見,線束生產過程中占比最大的浪費來源于等待.為解決這個問題,需要對生產現場各工位的作業內容進行平衡,使作業時間均衡化.
3 線束生產線時間
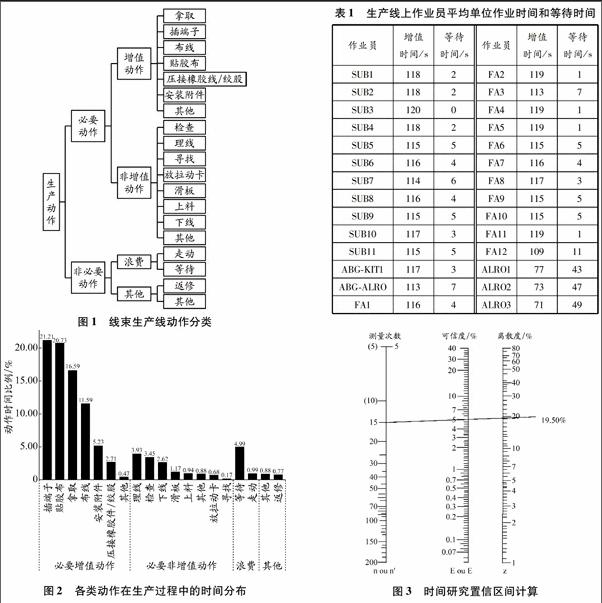
A5工廠共有17條線束裝配生產線,每條生產線有28個作業員(見表1),其中:SUB1~SUB11負責線束預裝工作;ABGKIT1和ABGALRO負責線束某一重要部件的單獨生產、檢測工作;FA1~FA12負責線束總裝工作;ALRO1,ALRO2和ALRO3負責線束完成品檢測工作.對每個作業員在一個生產周期內的作業、等待情況重復測量15次,計算測量結果的離散度.由圖3可得,測量結果的可信度為5%,即測量結果可以覆蓋95%的實際生產情況.
線束生產線上各作業員平均單位作業時間和等待時間見表1.
根據表1可得線束生產過程的平衡墻,見圖4.
由圖4可知,線束生產裝配節拍為120 s,前25個工位的作業時間相差不大,等待集中在生產裝配線的最后3個作業員ALRO1,ALRO2和ALRO3.ALRO1和ALRO2在同一個工位上工作,ALRO3所在工位是ALRO1和ALRO2的復制工位,這兩個工位在1個循環周期內可完成1.5個產品.這3個作業員的工作是對裝配完成下線后的線束進行檢驗,根據檢驗速度與裝配節拍的差距,3個作業員的平均等待時間之和為139 s.
通過進一步測量可知,ALRO1,ALRO2和ALRO3實際等待時間為157 s,這是由其后續的TR作業(打包、裝箱、運輸)操作時間長造成的.TR作業是將通過檢驗的線束進行打包裝箱,裝滿4箱(每箱12件)后用托盤將其運送到完成品倉庫,全程由1人操作.打包裝箱1件完成品平均耗時113 s,運輸1托盤完成品平均耗時620 s,因此1件完成品TR作業平均時間為(620+12×4×113)/(12×4)≈126 s.
由于TR作業時間大于線束裝配節拍,所以從檢測工位流出的線束產品漸漸堆滿了完成品暫存區,導致檢測工位無法繼續工作,進而影響前面的裝配作業,以至影響整條生產線的效率.其他16條線束生產線打包點也存在同樣的問題.由此可見,TR作業成為提高線束生產效率的瓶頸,因此生產區域內綜合人員效率可以通過改善TR作業過程得以提升.
4 線束完成品TR作業改進
4.1 改進措施
(1)調整TR作業內容.
主要依據“ECRS”四大原則[8]進行改進.“ECRS”指:Eliminate(取消不必要的動作)、Combine(合并)、Rearrange(重新排列)、Simplify(簡化復雜動作).
TR作業主要由打包、裝箱、運輸等3個相互獨立的部分組成,通過重新排列將打包和裝箱作業安排給前面的檢測工位完成.
(2)TR運輸方式改為循環取貨.
將線束完成品的打包和裝箱作業安排檢測工位后只剩下搬運工作,所需作業時間大大減少.因此,線束產品的搬運工作可以改由專門的物流人員負責,實行循環取貨(見圖5),即每名搬運人員不再只負責1條生產線,而是按從1#生產線到17#生產線的順序取貨,裝滿1托盤(4箱)后運送到完成品放置區,再進行循環取貨.
設計1名合格工人模擬循環取貨過程10次,可得10次平均循環時間為960 s,根據裝配線的節拍120 s,需要物流人員2.83(960÷(4×12)÷(120÷17))人,即3人.
通過上述調整,TR作業不再是提高生產效率的瓶頸,每條生產線取消了1個作業員(17條線共17人),增加了3位專門負責運輸的物流人員,整體上減少了14人.
4.2 改進效果分析
生產線的節拍是120 s,通過調整TR作業內容以及采用完成品循環取貨的物流模式,17條生產線只需要3位物流人員,比改進前減少了14人,對應的車輛也減少了14輛,A5車間線束生產線優化后綜合人員效率提升了2.92%,見表2.
根據D企業財務計算得到2014年平均每位作業員的用工成本為9.6萬元,減少14人共節省134.4萬元.
5 結束語
以D企業A5工廠線束生產線為研究對象,以綜合人員效率精益指標影響因素分析為切入點,通過運用平衡墻、工作抽樣調查法、ECRS原則等工作研究相關方法分析問題,調整工位作業內容,利用循環取貨對完成品的物流運輸方式進行改進,取得減少生產區域人員數量、縮短操作人員空閑時間、提高綜合人員效率的效果.本文的研究方法對企業實施精益生產、減少員工數量、提高生產效率具有借鑒作用.
參考文獻:
[1]周武靜, 徐學軍, 葉飛. 精益生產組成要素之間的關系研究[J]. 管理學報, 2012, 9(8): 12111217. DOI: 10.3969/j.issn.1672884X.2012.08.015.
[2]陳陽波, 張火明, 熊英, 等. 精益生產在游艇制造過程中的應用研究[J]. 中國計量學院學報, 2015, 26(2): 188193. DOI: 10.3969/j.issn.10041540.2015.02.012.
[3]牛占文, 荊樹偉. 基于精益生產的制造業企業管理創新模式探討[J]. 天津大學學報(社會科學版), 2014, 16(6): 481487.
[4]牛占文, 石曉磊. 基于時間熵的生產系統精益管理導入效果評價[J]. 工業工程, 2015, 17(6): 1723. DOI: 10.3969/j.issn.10077375.2014.06.004.
[5]張公一, 郗玉娟, 劉娜. 基于精益六西格瑪的服務業質量管理評價指標體系研究[J]. 湖南大學學報(社會科學版), 2016, 30(6): 7984. DOI: 10.16339/j.cnki.hdxbskb.2016.06.013.
[6]韓曙光, 蔣歡歡, 胡覺亮. 基于電子看板的裝配線物料配送優化研究[J]. 浙江理工大學學報(社會科學版), 2017(1): 17.
[7]黃鵬鵬, 李萌, 朱長春. 基于精益生產的染布車間生產流程改善[J]. 價值工程, 2017, 1(5): 233236. DOI: 10.14018/j.cnki.cn131085/n.2017.05.093.
[8]張正祥. 工業工程基礎[M]. 北京: 高等教育出版社, 2006: 110113.
(編輯 賈裙平)