數(shù)控銑床刀庫改裝裝置
2017-07-15 02:43:56傅凱
科技創(chuàng)新與應(yīng)用 2017年20期
關(guān)鍵詞:改造
傅凱

摘 要:隨著我們對加工工藝的深入了解,加工中心起到重要的作用。設(shè)備改造、產(chǎn)品創(chuàng)新設(shè)計、生產(chǎn)工藝改進等都是需要突破的難點。數(shù)控銑床的自動化換刀就是眾多項目中的一個。我們通過分析企業(yè)需求,制定設(shè)備改造方案,完成自動換刀裝置支架的設(shè)計和制造、刀庫系統(tǒng)的設(shè)計、刀庫的安裝及位置調(diào)整、系統(tǒng)調(diào)試及運行等任務(wù),最終完成對數(shù)控銑床的自動化改造,將機械手自動換刀代替以前的人工手動換刀,使生產(chǎn)提高了效率,降低了成本。作為技師研修的內(nèi)容,我們通過參與項目,學(xué)習(xí)鞏固了專業(yè)知識,并運用到實際當(dāng)中。
關(guān)鍵詞:數(shù)控銑床;自動換刀裝置;改造
中圖分類號:TG547 文獻標志碼:A 文章編號:2095-2945(2017)20-0065-02
準備工作:(1)準備支架,刀庫。(2)準備中間繼電器5個,接觸器3個,空氣開關(guān)2個。(3)準備電線,紅色22v,藍色24v,黑色380v。動力線,信號線。(4)準備工具,扳手、六角扳手、潤滑油、小刀、扎帶等。
1 刀庫類型的確定
自動換刀裝置有斗笠式刀庫,圓盤式刀庫,鏈式刀庫等類型。這部分內(nèi)容是《機床與數(shù)控機床》的專業(yè)知識,查閱資料,根據(jù)需求進行分析,確定刀庫的使用參數(shù),選用合適的刀庫。當(dāng)前設(shè)備數(shù)控銑床,所加工產(chǎn)品的刀具在20把以內(nèi),通過分析每種刀庫的特點和企業(yè)需求,確定了自動換刀裝置選用圓盤式刀庫,刀具容量24把以及刀庫的參數(shù)指標。
2 支架的設(shè)計
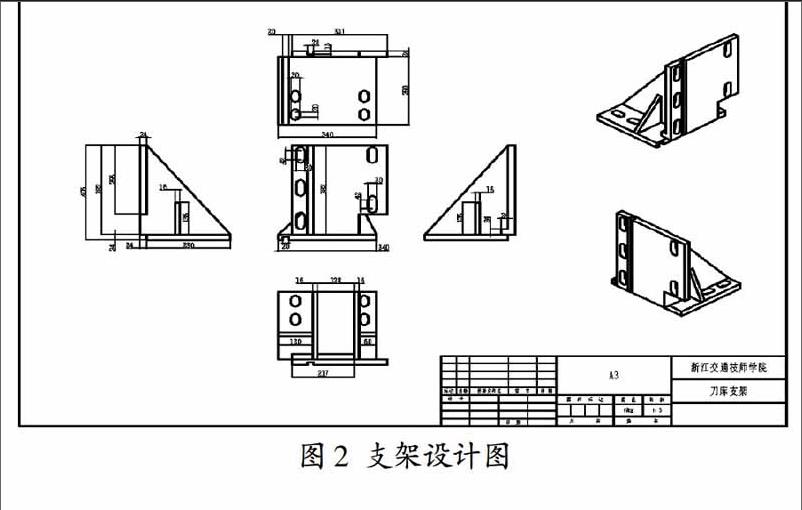
支架和是連接刀庫機床的連接件,支架的設(shè)計使用到《機械CAD/CAM》以及《機械基礎(chǔ)》專業(yè)知識,通過測量機床和刀庫尺寸以及刀庫的重量,對支架進行結(jié)構(gòu)設(shè)計,運用CAD軟件實體進行造型仿真,優(yōu)化支架結(jié)構(gòu),完成支架的圖紙設(shè)計。
支架的機加工部分由我們加工完成,包括平面銑削、槽銑削、鍵的加工。這部分專業(yè)知識在《機加工實訓(xùn)》《數(shù)控加工實訓(xùn)》中學(xué)習(xí)到。
3 刀庫安裝
利用龍門架將支架吊裝至主軸立柱的預(yù)留安裝位置;將立柱與支架的安裝面清理干凈,保證配合面安裝準確;將支架的定位鍵插入立柱鍵槽;移動支架使其與立柱通過定位鍵準確定位;用緊固螺栓將支架固定在立柱上;在立柱上安裝用于調(diào)整支架位置的螺栓部件。
利用龍門架將自動換刀裝置吊裝至機床附近,并拆除自動換刀裝置的支承附件;將自動換刀裝置吊裝至支架位置,調(diào)整自動換刀裝置并用螺栓將其固定在支架上。連接信號線、動力線、接通氣路。
4 系統(tǒng)的設(shè)計
系統(tǒng)的設(shè)計是一項綜合性很強的任務(wù),在這個任務(wù)運用《電工與電子技術(shù)》《機床電控與PLC》的專業(yè)知識。
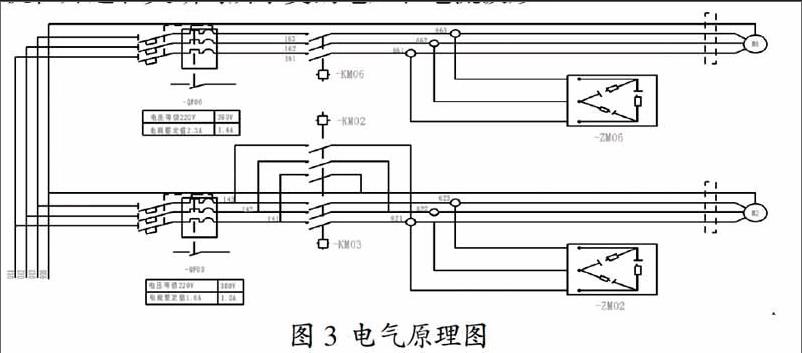
(1)電氣系統(tǒng)設(shè)計。自動換刀裝置分度電機和刀臂電機的控制的強電部分設(shè)計。M2、M6分別為自動換刀裝置分度電機和刀臂電機。KM02和KM03分別為自動換刀裝置正、反轉(zhuǎn)控制接觸器,正反電機之間互鎖。KM06為刀臂電機接觸器,由于刀臂電機只做一個方向的運轉(zhuǎn),刀臂順逆旋轉(zhuǎn)靠內(nèi)部機械結(jié)構(gòu)轉(zhuǎn)換,故換刀動作只有一個接觸器。QF03、QF06為空氣斷路器,當(dāng)過載時切斷電路,保證安全運行。ZM02、ZM06為吸收電路,用于改進電動機在開通和關(guān)斷時所承受的電壓和電流波形。
(2)接觸器電路的設(shè)計。該部分主要是實現(xiàn)PMC的輸出信號的變化接通或斷開的控制,KA02、KA03、KA06分別控制KM02、KM03、KM06線圈得電的物理中間繼電器。
(3)倒刀回刀動作的控制。分別由物理繼電器KA04、KA05控制YV2、YV3電磁閥。
5 機床調(diào)試
在與這部分任務(wù)用到了《數(shù)控機床維修》《數(shù)控原理與應(yīng)用》的專業(yè)知識。在調(diào)試之前,設(shè)置系統(tǒng)參數(shù),將K參數(shù)中K3.3=1 K5.5=1,實現(xiàn)單步換刀(M80-M86)。
(1)自動換刀裝置位置調(diào)整。這部分內(nèi)容自動換刀裝置與主軸相對位置的確定十分重要,關(guān)系到換刀能否順利完成。順序執(zhí)行M80(刀套垂直)、M81(刀臂持刀)、M82(刀位松)、M83(換刀)、M84(刀位緊)、M85(刀臂原點)、M86(刀套水平)指令,使換刀臂處于換刀位置(M83),將一刀柄錐面均勻涂抹紅丹油放置在刀臂上,用于調(diào)整自動換刀裝置位置,這時調(diào)整支架上X向、Y向微調(diào)螺釘用來調(diào)整自動換刀裝置位置,同時在手輪模式下,Z軸上下移動主軸,使主軸錐孔與刀柄錐面輕輕接觸,觀察主軸錐孔上紅丹油的分布情況,直至紅丹油均勻分布在主軸錐孔面上。鎖緊支架螺釘,這樣自動換刀裝置的位置調(diào)整完畢。
(2)機床第二參考點設(shè)置(換刀點)。在調(diào)試之前,機床回機械原點,執(zhí)行回零操作,一般機械原點高于換刀點。設(shè)置系統(tǒng)參數(shù),將K參數(shù)中K3.3=1 K5.5=1。輸入#1326號系統(tǒng)參數(shù)Z 50,#1851號參數(shù)APC置1,重新開關(guān)機,#1851號參數(shù)APZ置1,再次重新開機,此時調(diào)整前的參數(shù)設(shè)置完畢。在手輪模式下移動Z軸,使主軸錐孔與刀柄輕微接觸,Z軸上移0.3mm,將這一位置作為Z軸第二參考點即換刀點。將換刀點與機床原點Z向差值輸入到#1241號參數(shù)Z值,機床第二參考點即換刀點設(shè)置完畢。
(3)主軸定位的設(shè)置。數(shù)控機床為了完成ATC的動作過程,必須設(shè)置主軸準停機構(gòu)。由于刀具裝在主軸上,切削時切削轉(zhuǎn)矩不可能僅靠錐孔的摩擦力來傳遞,因此在主軸前端設(shè)置一個突鍵,當(dāng)?shù)毒哐b入主軸時,刀柄上的鍵槽必須與突鍵對準,才能順利換刀:為此,主軸必須準確停在某固定的角度上。由此可知主軸準停是實現(xiàn)ATC過程的重要環(huán)節(jié)。主軸準停的設(shè)定通過#4031號參數(shù)設(shè)置,保證主軸凸鍵與刀柄鍵槽對準。
(4)換刀操作驗證。順序執(zhí)行M80-M86指令,單步完成換刀動作,檢查換刀動作是否正確順利。
(5)刷新自動換刀裝置。通過PMC將刀座號與刀具號設(shè)為一致,即主軸為零號刀,一號刀位對應(yīng)一號刀、二號刀位對應(yīng)二號刀。
(6)參數(shù)復(fù)位。調(diào)試結(jié)束之后,要將參數(shù)復(fù)位,需要復(fù)位的參數(shù)有#1320,#1326,K3.3,K5.5。
6 結(jié)束語
在這個項目中通過閱資料,根據(jù)企業(yè)需求進行分析,確定刀庫的參數(shù),選用了合適的刀庫;通過測量機床和刀庫尺寸以及刀庫的重量,對支架進行結(jié)構(gòu)設(shè)計,運用CAD軟件實體進行造型仿真,優(yōu)化支架結(jié)構(gòu),完成支架的圖紙設(shè)計;參與了刀庫系統(tǒng)的部分設(shè)計任務(wù);完成了刀庫位置的調(diào)整任務(wù);能根據(jù)要求對機床參數(shù)進行設(shè)置。
在這個項目的實施過程中應(yīng)用到了《機床與數(shù)控機床》、《機械CAD/CAM》、《機械基礎(chǔ)》、《機加工實訓(xùn)》、《數(shù)控加工實訓(xùn)》、《電工與電子技術(shù)》、《機床電控與PLC》、《數(shù)控機床維修》、《數(shù)控原理與應(yīng)用》等專業(yè)知識,一邊學(xué)習(xí)一邊應(yīng)用,對知識點有了更深刻的認識,在對刀庫改裝中起到了良好的效果。
數(shù)控銑床自動換刀裝置改造項目的完成,同時也促進了企業(yè)之間的技術(shù)發(fā)展,推動了科研的步伐,為數(shù)控專業(yè)更好的學(xué)習(xí)理解專業(yè)知識提供了條件。提高了生產(chǎn)效率,節(jié)約了人力資源;改造后的機床能夠承擔(dān)工藝復(fù)雜、工序繁多和批量生產(chǎn)等零件的加工任務(wù)。通過測試,熟練操作工手動換刀一次平均時間為19秒,而自動換刀一次時間為6秒。對于多工序、多刀具的的產(chǎn)品生產(chǎn)可以大大提高生產(chǎn)效率,減少生產(chǎn)成本。
參考文獻:
[1]FANUC.FANUC Series Oi Mate-MODEL D維修說明書.B-64305CM/01[Z].
[2]FANUC.FANUC Series Oi Mate-MODEL D參數(shù)說明書.B-64310CM/01[Z].
[3]FANUC.FANUC Series Oi Mate-MODEL D加工中心系統(tǒng)用戶手冊.B-64304CM-2/01[Z].
[4]VMC系列立式加工中心使用說明書電氣部分(FANUC 0i/0i-Mate系統(tǒng))[Z].寶雞機床集團有限公司.
[5]首輪圓盤式自動換刀裝置操作說明書[Z].首輪機械工業(yè)有限公司.
[6]楊可沖,陳吉紅,鄭小年.數(shù)控機床電氣控制[M].武漢:華中科技大學(xué)出版社,2005.
[7]劉永久.數(shù)控機床故障診斷與維修技術(shù)[M].北京:機械工業(yè)出版社,2007.
猜你喜歡
中小企業(yè)管理與科技·上旬刊(2016年11期)2016-11-28 21:12:33
科學(xué)與財富(2016年15期)2016-11-24 14:07:33
中小企業(yè)管理與科技·下旬刊(2016年10期)2016-11-18 21:32:25
科技資訊(2016年19期)2016-11-15 08:34:13
科技資訊(2016年19期)2016-11-15 08:18:29
企業(yè)技術(shù)開發(fā)·中旬刊(2016年10期)2016-11-12 15:01:13
知音勵志·社科版(2016年9期)2016-11-09 08:05:00
中國科技博覽(2016年22期)2016-11-01 17:21:45
中國科技博覽(2016年18期)2016-10-19 08:49:55
科學(xué)與財富(2016年28期)2016-10-14 04:57:41