雙向壓制燒結濾芯成型模具設計
2017-07-18 11:22:43陳麗娜李前程周方舟劉祝同
中國設備工程 2017年13期
陳麗娜,李前程,周方舟,劉祝同
(金山職業技術學院,江蘇 揚中 212214)
雙向壓制燒結濾芯成型模具設計
陳麗娜,李前程,周方舟,劉祝同
(金山職業技術學院,江蘇 揚中 212214)
根據超高分子量聚乙烯(UHMW-PE)的成型特點,設計雙向壓制燒結濾芯成型模具,并介紹設計要點及工作過程。通過該模具生產的制件能很好地滿足濾芯的使用要求。
超高分子量聚乙烯;壓制;模具設計;濾芯
汽油濾清器簡稱汽濾,其主要功能是濾除汽油中的雜質。在實際應用中更好的過濾有利于減小發動機的磨損、避免堵塞。濾芯是濾清器的核心部件,濾芯大多由多孔陶瓷或濾紙制成,高聚物材料的應用還相對較少。超高分子量聚乙烯(UHMW-PE)是一種線性結構的具有優異綜合性能的熱塑性工程材料,它是一種高分子化合物,具有超強的耐磨性、抗腐蝕性和自潤滑性。使用這種材料通過壓制-燒結工藝可以得到多孔材料,而且可以彌補多孔陶瓷和紙質材料可再生性差和使用壽命短的缺點。但是UHMW-PE材料臨界剪切速率極低,在加工的過程中容易出現熔體破裂的現象,因此是一種難以加工的材料。另外對于汽油濾清器來說,要求濾芯密度均勻。基于上述問題設計了雙向壓制-燒結成型模具。
1 制件工藝性分析
濾芯制件如圖1所示,材料為超高分子量聚乙烯(UHMW-PE),采用壓制燒結成型工藝。在壓制過程中,模具里各部分的粉末在同時受壓的情況下,實際上幾乎不產生橫向移動。為保證壓坯密度的均勻性,必須使粉末均勻填充模腔的各部分,故用圓角代替尖角。根據該制件的相關數據得H/T>K/2,查手冊知應該采用雙向壓制,以保證制品成型和強度的要求,其中H為制件的高度,T為制件的厚度,K為側正面積比。濾芯器三維視圖如圖2。
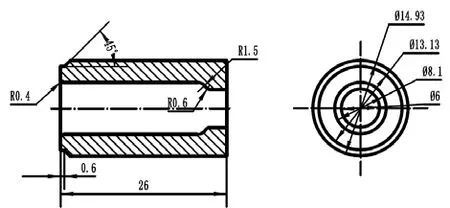
圖1 濾芯器

圖2 濾芯器三維視圖
2 模具結構設計
模具結構如圖3所示,根據濾芯的形狀與性能要求,設計了一種組合式倒裝模壓成型模具。該模具主要包括陰模、芯棒、拉鉤、模沖、壓板、下模沖、鎖緊螺釘、導柱、導套等零部件。
2.1 支撐限位座的設計
在模壓成型的過程中,上模沖下行壓制粉末,待其壓至陰模時,帶動陰模一起下行,至模具兩邊的拉鉤與支撐限位座旁邊的凹槽接合,之后通過調整鎖緊螺母直至下行到支撐限位座的下限位面,在此過程中下模沖對粉末起到相對上壓的作用。在脫模的過程中支撐限位座還起到對陰模的上限位。
2.2 芯棒的設計
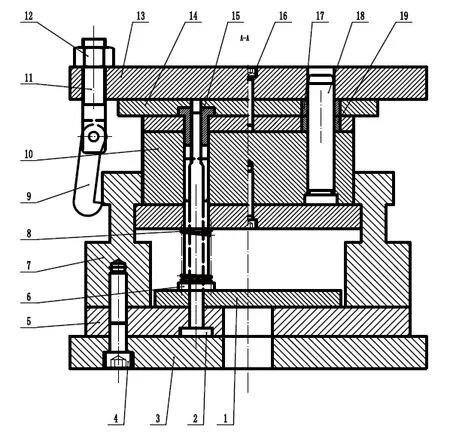
圖3 UHMW-PE濾芯雙向壓制燒結成型模具示意圖
如圖3所示,芯棒通過5號壓板固定在模座上。芯棒的尺寸特征在于上部的直徑小于下部的直徑尺寸,因此為了實現在裝料時的粉末流動及壓制過程中的密度均勻,芯棒的尖角除均采用小圓弧過度。同時在燒結成型的過程中,還可以實現制件的倒裝成型。
2.3 下模沖的設計
下模沖示意圖如圖4所示。在壓制過程中上模沖與陰模壓縮彈簧下行,下模沖做相對上行運動,完成對粉料的壓制。脫模時打開拉鉤,彈簧回彈使陰模回到壓縮前位置,而制件因收縮包緊在芯棒上,可通過上推頂板帶動下模沖推出制件,此時的下模沖充當推管的作用。
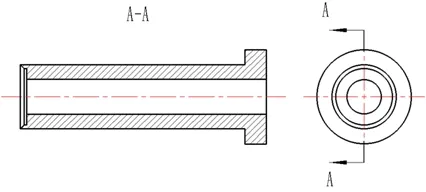
圖4 下模沖
3 模具工作過程
首先將調配稱量好的粉料放入陰模內,上模沖通過導柱導向對粉料進行預壓,當上模沖壓板觸及陰模時帶動其一起下行,在拉鉤能與限位支撐座旁邊的凹槽接合時,可以通過鎖緊螺釘調節下行并鎖緊保壓。
然后將模具放入控溫箱進行燒結成形。其中的溫度控制主要分為三個部分,先對模具進行升溫至145~150℃,升溫速率控制在0.5~0.8℃/min;然后將模具保溫,保溫時間設定在50min左右;最后降溫冷卻,降溫速率大約3℃/min。
脫模時,打開鎖緊螺母,陰模在彈簧回彈的作用下回到原始位置,制件包緊在芯棒上,此時通過推動頂板帶動下模沖推出制件。
4 結語
此模具結構緊湊、動作可靠,推出效果良好。通過雙向壓制成型,下模沖倒裝頂出制件,簡化了模具的結構設計。該模具不足之處是生產周期相對較長,可以通過多模具協調工作來提高生產效率。
[1]印紅羽,張華誠.粉末冶金模具設計手冊[M].北京:機械工業出版社,2002:220-223.
[2]王軍麗,李勇,戴亞春.超高分子量聚乙烯濾芯雙向壓制燒結成型模具設計[J].塑料科技,2015,43(3):75-78.
TQ325.12
A
1671-0711(2017)07(上)-0095-02