動臂座梁焊縫開裂原因分析及解決方案
2017-07-19 11:30:30郭濤毛珠雄
河南科技 2017年9期
郭濤 毛珠雄
(廈工機械(焦作)有限公司,河南 焦作 454000)
動臂座梁焊縫開裂原因分析及解決方案
郭濤 毛珠雄
(廈工機械(焦作)有限公司,河南 焦作 454000)
本文用全面質(zhì)量管理理論分析廈工5T裝載機動臂座梁焊縫開裂原因,其是由于個別工位焊工未嚴格按照工藝執(zhí)行,部分產(chǎn)品存在未熔合、未焊透等焊接缺陷導(dǎo)致的。然后本文根據(jù)原因提出改善措施。
動臂座梁;未熔合;未焊透;裂紋
1 問題的產(chǎn)生及描述
據(jù)用戶反應(yīng),廈工機械有限公司焦作公司生產(chǎn)的XG951Ⅲ/953Ⅲ裝載機的動臂座梁(34D0109)出現(xiàn)焊接質(zhì)量問題,連接兩塊梁板(15A0034)的焊縫出現(xiàn)裂紋,導(dǎo)致母材局部被拉裂(見圖1~3)。
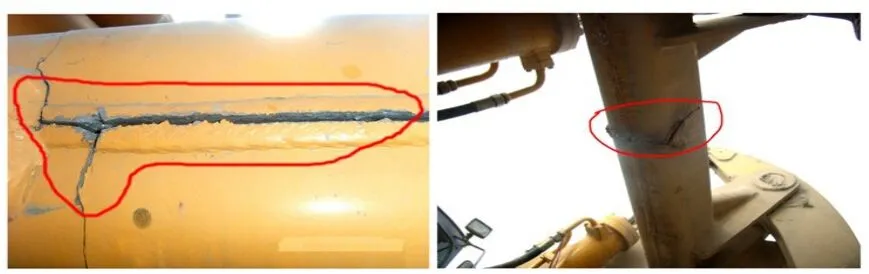
圖1 現(xiàn)場開裂座梁

圖2 開裂梁板及墊板
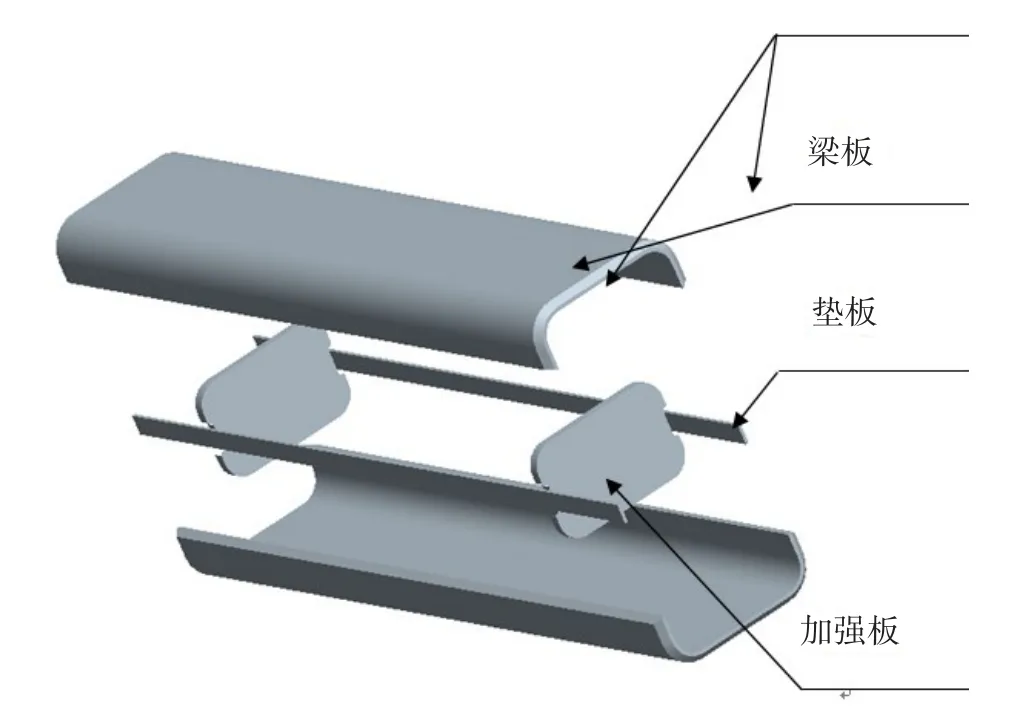
圖3 產(chǎn)品分解圖
2 問題造成的影響
該事故造成的直接后果就是公司必須立即為客戶更換動臂,增加公司和客戶的生產(chǎn)成本,造成雙方不必要的財產(chǎn)損失。而且損失事小,最重要的是其嚴重影響了公司的企業(yè)形象,使產(chǎn)品質(zhì)量在客戶心中大打折扣,這種無形損失是無法彌補的。
3 問題產(chǎn)生的原因
在焊接結(jié)構(gòu)的正常工作狀態(tài)下,結(jié)構(gòu)件的斷裂都是由2個步驟組成的:首先在缺陷尖端應(yīng)力集中處產(chǎn)生裂紋源;然后該裂紋源以一定形式擴散,最終在外力作用下,導(dǎo)致該結(jié)構(gòu)件失效破壞。
從現(xiàn)場照片,結(jié)合以往工作經(jīng)驗可以看出,焊縫質(zhì)量問題是造成這次事故產(chǎn)生的原因,打底焊填充時熔合不好是直接原因。
4 檢查分析
以下對可能影響到焊縫質(zhì)量的因素逐一進行檢查、分析,查找出造成該事故的真正原因,從根本上解決問題。
4.1 生產(chǎn)工藝
對于工藝合理性,經(jīng)車間、技術(shù)部的分析討論,認為該焊接工藝合理。
4.2 原材料
4.2.1 母材。根據(jù)產(chǎn)品圖紙要求,加強板(15A0035)和梁板(15A0034)的材料均為Q345A,墊板(10A0005)的材料為Q235A。Q235A和Q345A的含碳量較低,雜質(zhì)含量也不高,具有良好的焊接性。經(jīng)化驗檢查,焦作公司所用母材中各化學(xué)元素含量均為正常值。因此,排除母材原因?qū)е麻_裂的可能性。
4.2.2 焊材。由現(xiàn)場查得,焊接座梁所用的焊絲牌號為ER50-6。經(jīng)化驗檢查,各化學(xué)元素含量均為正常值,排除焊材原因?qū)е麻_裂的可能性。
4.3 生產(chǎn)環(huán)境
4.3.1 環(huán)境溫度。焦作公司地處中原地帶,氣溫適宜,最低氣溫不低于-10℃,環(huán)境溫度導(dǎo)致裂紋的可能性得以排除。
4.3.2 氣流影響。結(jié)合現(xiàn)場實際情況,該工件焊接工位的排風(fēng)設(shè)施及車間內(nèi)部氣流均正常,滿足一般焊接操作需要,排除因氣流影響而導(dǎo)致氣孔等焊接缺陷的可能性。
4.4 設(shè)備
4.4.1 焊機性能。該工件在打底焊時采用松下牌KRⅡ500焊機,直縫焊時采用思而特牌SRT-ZF1300自動焊接專機。對上述設(shè)備進行檢測時并沒有發(fā)現(xiàn)不良之處,電流電壓穩(wěn)定,出絲系統(tǒng)順暢,送絲偏角合理,能夠保證正常的焊接參數(shù)。
4.4.2 電源特性。該工件打底焊時采用松下牌KRⅡ500型電源,自動焊時采用松下牌YD-500GR型電源。調(diào)查發(fā)現(xiàn),上述設(shè)備性能穩(wěn)定,能夠滿足正常的焊接要求。
4.5 作業(yè)者
4.5.1 技能。經(jīng)調(diào)查,焊接座梁的焊工均取得有效的操作證書,并且技術(shù)比較熟練。
4.5.2 質(zhì)量意識。雖然車間堅持貫徹“不制造不合格品、不接受不合格品、不流出不合格品”,并通過召開班組生產(chǎn)會議,不斷強調(diào)產(chǎn)品質(zhì)量意識。但在實際操作過程中,該工位焊工未嚴格按照工藝執(zhí)行,部分產(chǎn)品存在夾渣、氣孔、未熔合、未焊透等焊接缺陷。從事故圖片可以看出,在手工打底焊時,墊板未被點固,以致其下沉嚴重,與梁板之間形成很大間隙。
4.5.3 工藝紀律。結(jié)構(gòu)車間堅持每周進行生產(chǎn)工藝紀律檢查,嚴查違規(guī)操作。常規(guī)工藝紀律檢查在很大程度上減少了不合格品的發(fā)生,但由于焊接過程自身的特點,并不能從根本上杜絕焊接缺陷的產(chǎn)生。該員工在母材中部引弧,導(dǎo)致墊板及焊縫底部未熔合。
4.6 檢驗
4.6.1 檢驗頻次。對于焊縫質(zhì)量的檢查,檢驗員通過日常首檢、工人自檢、產(chǎn)品終檢,能夠基本保證不流出不合格品。
4.6.2 檢驗水平。車間檢驗員有多年的工作經(jīng)歷,經(jīng)驗豐富,認真負責(zé),具有極高的責(zé)任心。
4.6.3 檢驗手段。焦作公司在常規(guī)檢驗過程中,對焊縫質(zhì)量的檢查往往僅憑質(zhì)檢人員工作經(jīng)驗。但由于焊接缺陷具有很大的隱蔽性,往往無法通過肉眼直接看出金屬內(nèi)部組織的缺陷。這給不合格品的流出提供了可乘之機。而且該工件的焊接分2次進行,先手工打底,再用自動焊機將打底焊縫填平,因此提高了檢驗難度。
5 解決方案
通過以上分析可以看出,在實際工作過程中,部分員工責(zé)任心不強是出現(xiàn)該事故最主要的原因;沒有嚴格按工藝操作,墊板未點焊,打底焊時未焊透是直接原因。因此,在下一步工作中,首先要繼續(xù)完善各項規(guī)章制度,利用班組會議、廠區(qū)宣傳欄、各種培訓(xùn)講座等各種途徑,強化提高員工的質(zhì)量意識;改進檢驗手段,將原來的成品檢驗改為打底焊和焊平2次檢驗[1];通過引進先進的檢測設(shè)備或與相關(guān)單位建立長期合作機制,定期或不定期對焦作公司產(chǎn)品進行探傷試驗,提高公司的檢驗水平,提升產(chǎn)品競爭力。
6 結(jié)語
通過此事件的分析、解決,發(fā)現(xiàn)了生產(chǎn)管理中存在的漏洞,對日后的工作提出了更高的要求。只有主動發(fā)現(xiàn)并解決那些可能導(dǎo)致事故發(fā)生的潛在問題,才有可能提升管理水平,提高產(chǎn)品質(zhì)量,維護企業(yè)形象。
[1]于秀娟.加工過程的質(zhì)量異常預(yù)測與診斷方法研究[D].吉林:吉林大學(xué),2011.
Cause Analysis and Solution of Welding Seam Cracking of Movable Arm Base Beam
Guo TaoMao Zhuxiong
(Xiamen Machinery(Jiaozuo)Co.,Ltd.,Jiaozuo Henan 454000)
In this paper,the cause of welding seam cracking of movable arm base beam of Xiagong 5T loader was analyzed with total quality management theory,which is due to the fact that the welder in individual stations has not been strictly implemented in accordance with the process,and caused by welding defects such as incomplete fusion and incomplete welding in some products.Then,the improvement measures were put forward according to the reasons.
movable arm seat beam;incomplete fusion;lack of penetration;crackle
TH161
A
1003-5168(2017)05-0060-02
2017-04-12
郭濤(1985-),男,本科,助理工程師,研究方向:焊接在結(jié)構(gòu)件工業(yè)化生產(chǎn)中的應(yīng)用。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
