軸承鋼專用ELID磨削液的開發
2017-07-26 03:46:52關佳亮孫曉楠路文文戚澤海
軸承 2017年9期
關佳亮,孫曉楠,路文文,戚澤海
(北京工業大學 機械工程與應用電子技術學院,北京 100124)
軸承鋼具有承載能力高,使用溫度范圍廣,抗疲勞,剛度硬度大,耐磨損等優點,同時由于良好的工藝性能而便于實現高質量、高效率的軸承制造[1]。隨著制造業快速發展,為了滿足汽車、鐵路運輸和航空航天對精密軸承的需求,傳統磨削工藝難以滿足高精度軸承加工要求,必須利用先進的工藝技術實現軸承鋼的超精密加工。在線電解修整(ELID)磨削技術將砂輪的修銳修整與磨削過程相揉合,實現了對塑性材料的精密磨削加工。磨削液質量是ELID磨削過程中的關鍵環節,之前研發的磨削液屬于通用型ELID磨削液,僅適用于普通材料磨削加工,在精密磨削加工中難以滿足被加工件對磨削液的特定要求。由于材料物理和機械加工性能不同,磨削時對磨削液的要求也不同[2-3],而軸承鋼在磨削過程中存在磨削力大,磨削溫度高,磨屑易黏附在砂輪表面造成砂輪孔隙堵塞等難加工特性[4]。目前超精密磨削加工中亟待解決的關鍵難題之一是根據材料的加工特性研制與其磨削加工狀態相匹配的磨削液。
在原磨削液HDMY-20的基礎上分析其不足,并結合軸承鋼的磨削加工特性對其進行改進,選擇潤滑作用優異的油性及極壓添加劑和防銹劑,并調配各成分的比例關系,開發出符合軸承鋼ELID鏡面磨削加工的專用磨削液。
1 ELID磨削原理
ELID磨削原理示意圖如圖1所示。其中脈沖電源正極通過電刷與充當陽極的鑄鐵結合劑砂輪相連,電源負極與充當陰極的工具電極相連,在工具電極與砂輪外圓的輪廓間隙中噴灑磨削液,利用電解過程中的陽極溶解效應,達到電解去除砂輪表層鑄鐵結合劑的目的,使磨粒保持穩定的出刃高度,實現砂輪的修銳。同時在砂輪表面生成一層均勻致密的氧化膜,控制砂輪的電解程度。磨削過程中,砂輪表面的氧化膜不斷被工件拭去,磨粒被磨鈍,新一輪電解過程開始對砂輪表面進行電解修銳,整個過程循環進行[5]。
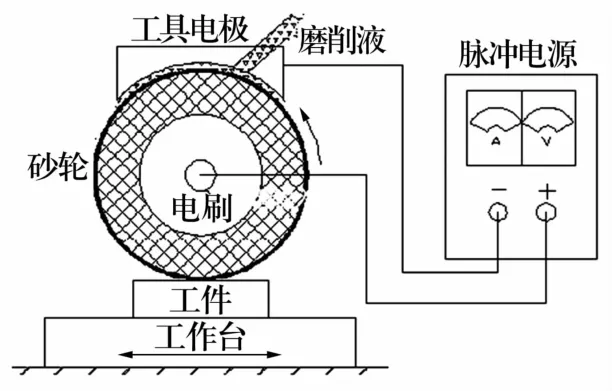
圖1 ELID磨削原理示意圖Fig.1 Schematic diagram of ELID grinding
2 軸承鋼ELID磨削液的研制
2.1 理論及技術方案分析
針對軸承鋼在精密磨削加工過程中的難加工特性,磨削液應具有良好的潤滑性、冷卻性和清洗性,以滿足加工過程中的需求,獲得較好的表面質量和加工精度[6]。
根據磨削原理可知,磨粒切入工件材料時產生滑擦、耕犁和切削3種作用[7],所以軸承鋼在磨削時分為低壓低溫磨削狀態和極壓高溫磨削狀態。針對這2種不同的磨削狀態,在磨削液中添加油性、極壓添加劑可在整個磨削過程中與金屬表面形成邊界潤滑膜,有效降低磨削力和磨削溫度。油性添加劑為具有極性分子的有機化合物[8],可在常溫常壓下與金屬表面形成吸附膜,在磨削過程中起到一定的減摩作用。極壓添加劑主要指磨削液中可溶的氯、硫、磷等極性高的化合物,可與金屬表面起化學反應,生成化學反應膜,例如氯、硫元素與砂輪表面的鐵產生的化學反應為
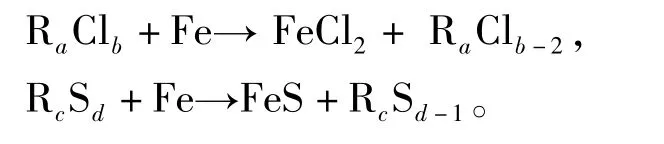
氯化鐵和硫化鐵薄膜與一般的物理吸附膜相比,具有熔點高、摩擦因數低、潤滑性強等優點[9],所以適用于重載、高溫、高速的極壓條件。磨削過程中砂輪與工件表面間為邊界潤滑摩擦與極壓潤滑摩擦相結合狀態,磨粒在切削工件的過程中具有不同的壓力和摩擦狀態,并且油性、極壓添加劑在不同條件下具有良好的減摩作用,兩者復合使用可使磨削過程保持良好的潤滑狀態。
針對軸承鋼在磨削過程中磨屑易黏附在砂輪表面并使砂輪孔隙堵塞這一加工特性,磨削液的清洗性要好。影響磨削液清洗性的因素包括磨削液的黏度和表面活性劑的種類及質量分數,磨削液黏度越低,表面張力越小,則清洗性越好[10]。從磨削性能角度出發,磨削液黏度低,其金屬磨除體積也小,只有在黏度合適的植物油和礦物油中其磨除體積最大。在配制磨削液時應當控制磨削液的表面張力和黏度,因此本試驗選擇在水基磨削液中添加油性添加劑的方法,保持磨削液黏度約控制在50 Pa·s。
作為軸承鋼專用ELID磨削液,除具備上述基本特性外,還必須具有良好的電解修銳和鈍化成膜特性[11]。通過調整磨削液中各組分的比例關系和砂輪配方中的成分配比以及合適的電參數即可控制電解速度,實現超微細粒度砂輪的在線修銳,以對軸承鋼進行精密超精密加工。
2.2 磨削液配方
磨削液選用水基磨削液型,主要由無機鹽和油性、極壓添加劑組成。無機鹽磨削液具有導電能力強、冷卻性能好、吸附作用強等特點,雖很符合ELID磨削液基本性質,但其潤滑性差、摩擦因數大、砂輪損耗嚴重[12]。采取添加油性、極壓添加劑的方法以提高磨削液的潤滑性。磨削液配方的開發工作主要是油性、極壓添加劑和防銹劑的研制、表面活性劑、其他輔助添加劑的選擇,以及最佳配比的配方試驗等。
2.2.1 油性、極壓添加劑的選擇
油性、極壓添加劑是為了補償普通ELID磨削液中過多添加無機鹽導致潤滑性下降。油性、極壓添加劑可在工件表面形成一層具有良好減摩作用的邊界潤滑膜,保持一定的潤滑性,減少磨粒與工件表面的摩擦,降低磨削過程中的磨削力與磨削溫度。其中油性添加劑選擇磺酸鹽和羧酸鹽復配,不僅潤滑性良好,還兼有防銹功能。極壓添加劑選擇有機硼酸酯,其是一種新型極壓添加劑,由帶羧基的物質(如醇)與硼化劑(如硼酸)反應而成,特點是無毒、極壓潤滑性良好,并兼有防銹性和殺菌功能[13]。這2種添加劑按一定比例添加配制出抗磨劑,其邊界潤滑膜強度較高,綜合性能優異。
2.2.2 無機鹽的選擇
ELID磨削液與普通磨削液的最大區別在于其具有電解修銳和鈍化成膜特性。電解修銳作用的實現應有電解質參與,同時為了控制電解程度,在砂輪表面要具有適時生成厚度適中的非導體薄膜的能力,以抑制過度電解,達到良好修銳效果,所以磨削液中必須具有鈍化型成膜緩蝕劑。合成了一種具有電解修銳作用和鈍化成膜功能的成膜電解質,其具備利用電解質和成膜添加劑的協同效應使砂輪表面生成的氧化膜均勻致密的特性。
2.2.3 防銹劑的選擇
防銹性是ELID磨削液的關鍵因素之一。由于合成磨削液中水及電解質的質量分數較高,易使機床和加工工件產生銹蝕,所以對合成磨削液的防銹性能要求更加嚴格。將自制合成的水溶性雜環羧酸防銹劑、鉬酸鈉、三乙醇胺和有機防銹劑配合使用,能在金屬表面形成一層三維網絡結構的緩蝕膜,有效阻止金屬離子的擴散通道以及腐蝕介質向內滲透,比單一的鉬酸鹽吸附層防銹效果好,同時證明了多組分緩蝕劑之間的互補性最終能形成性能優異的綜合防銹劑[14]。
3 配方的確定
利用正交試驗優化出HDMY-30磨削液的配方。濃縮物的配比見表1,其余為水。
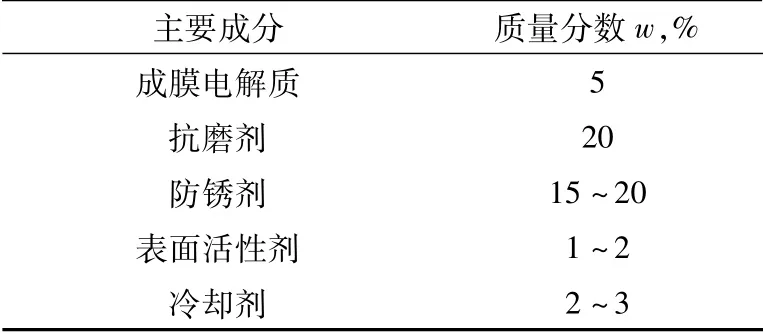
表1 磨削液配方Tab.1 Formulation of grinding fluid
按照上述配方根據特定的工藝流程調配成原液,使用時按照1∶30濃度兌水稀釋。
4 試驗
4.1 磨削液主要技術指標
HDMY-30磨削液主要技術指標見表2。
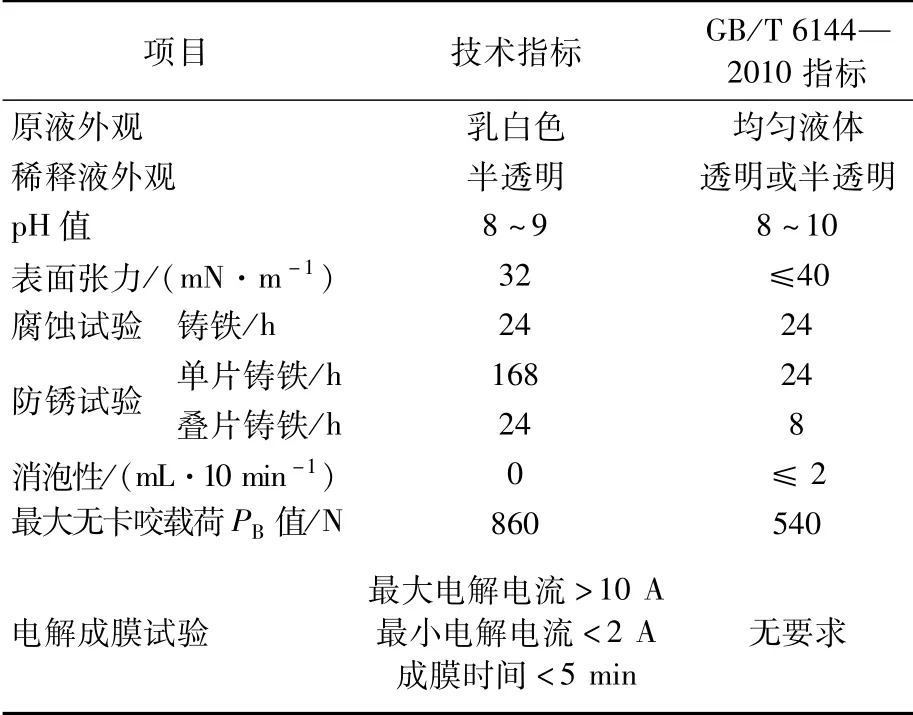
表2 磨削液主要技術指標Tab.2 Key technical indexes for grinding fluid
4.2 試驗條件及方法
采用經ELID系統模塊化改造的M2120A型高精度內圓磨床對上述2種磨削液進行試驗研究,試驗設備見表3。試件材料為GCr15軸承鋼,淬火硬度為62 HRC;試驗中使用W40,W10,W2.5的鑄鐵基金剛石砂輪,在磨削深度0.5μm、砂輪線速度30 m/s、電解電壓50 V、占空比50%的最優工藝參數下對GCr15軸承鋼內圓進行ELID精密磨削。
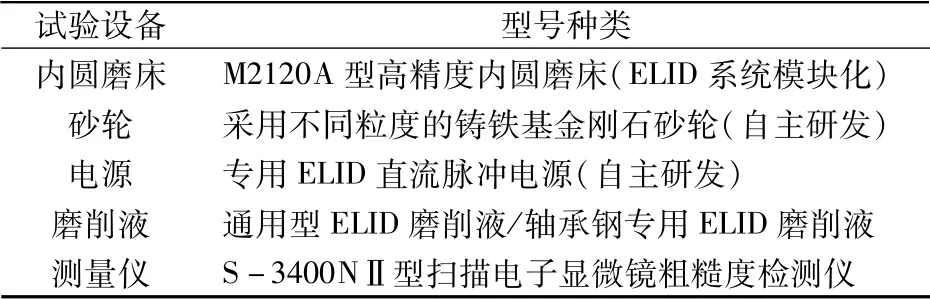
表3 試驗設備Tab.3 Experimental equipment
4.3 試驗結果
加工試件的掃描電子顯微鏡及表面粗糙度檢測結果如圖2所示。
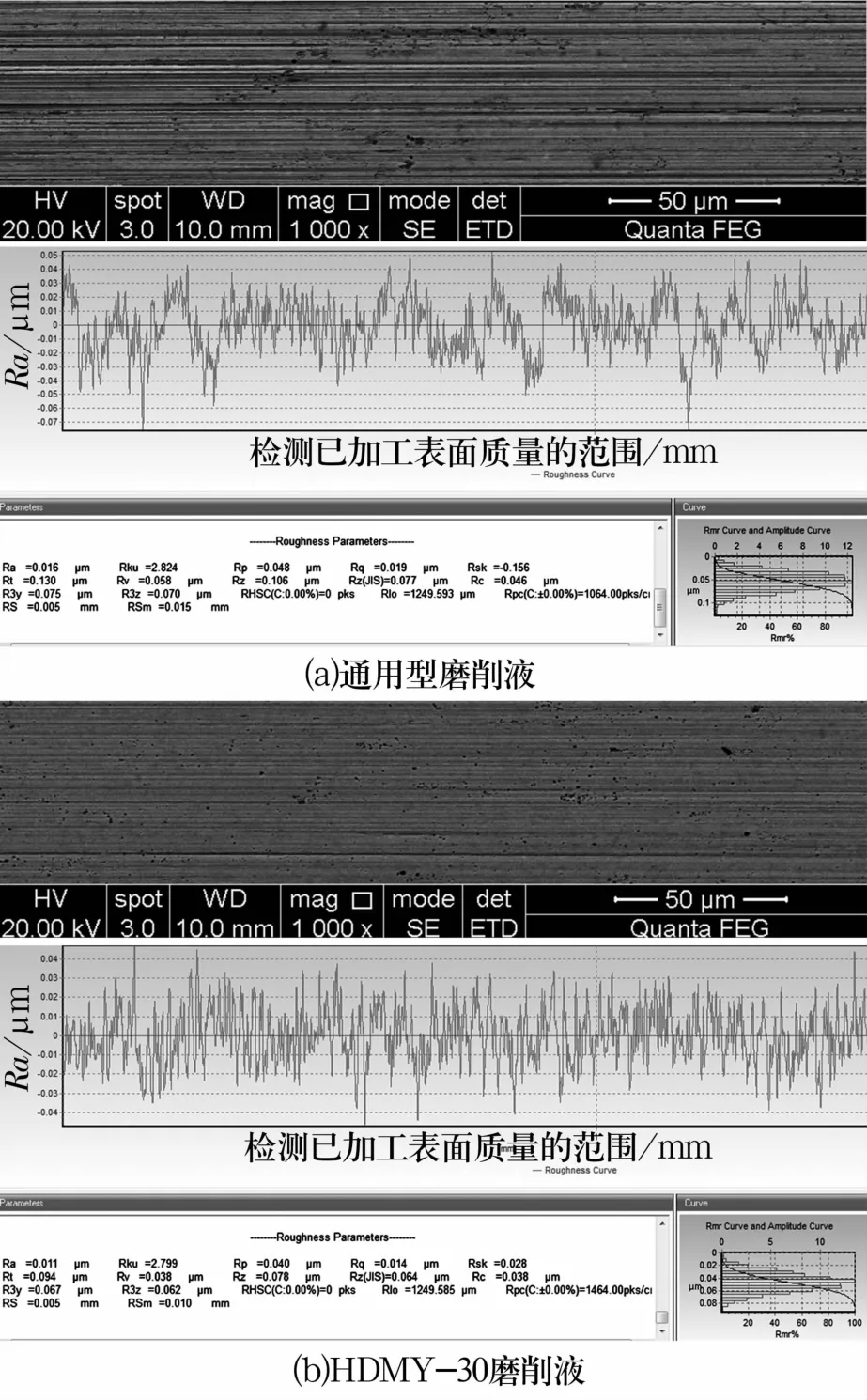
圖2 磨削加工檢測結果Fig.2 Testing results of grinding
采用HDMY-30磨削液磨削加工軸承鋼,表面粗糙度Ra為0.011μm;采用通用型磨削液磨削加工軸承鋼,表面粗糙度Ra為0.016μm。兩者相差0.005μm,降低了31.3%,所以前者更適用于軸承鋼的精密鏡面磨削加工。
5 結論
1)HDMY-30磨削液是由成膜電解質、抗磨劑、綜合防銹劑、表面活性劑、冷卻劑和一些輔助添加劑配制而成的專用合成磨削液,其具有良好的電解成膜、潤滑、清洗、冷卻、防銹性能,能滿足軸承鋼ELID精密鏡面磨削加工要求。
2)經檢測評定,HDMY-30磨削液的各項理化指標均達到了GB/T 6144—2010的要求。
3)經試驗驗證,HDMY-30磨削液用于軸承鋼ELID磨削加工可完全克服表面燒傷問題,加工出的產品表面粗糙度Ra達到0.011μm,比通用型磨削液降低31.3%。