基于PowerMill的蜘蛛五軸數(shù)控加工
2017-07-31 20:40:33梁豐呂輝
裝備制造技術(shù) 2017年6期
梁豐,呂輝
(河源職業(yè)技術(shù)學(xué)院,廣東河源517000)
基于PowerMill的蜘蛛五軸數(shù)控加工
梁豐,呂輝
(河源職業(yè)技術(shù)學(xué)院,廣東河源517000)
分析了蜘蛛的結(jié)構(gòu)特點(diǎn),介紹PowerMill的五軸加工技術(shù)對(duì)蜘蛛的數(shù)控編程和加工工藝的規(guī)劃,并分析了數(shù)控編程中加工策略的選擇及參數(shù)的設(shè)置,解決了蜘蛛加工工藝難點(diǎn),取得了良好的加工效果。
蜘蛛;PowerMill;五軸數(shù)控加工
隨著模具制造技術(shù)的迅速發(fā)展,對(duì)加工中心的加工能力和加工效率提出了更高的要求,因此多軸數(shù)控加工技術(shù)得到了空前的發(fā)展。多軸數(shù)控加工具有代表性的是5軸數(shù)控加工。多軸數(shù)控加工能同時(shí)控制4個(gè)以上坐標(biāo)軸的聯(lián)動(dòng),將數(shù)控銑、數(shù)控鏜、數(shù)控鉆等功能組合在一起,工件在一次裝夾后,可以對(duì)多個(gè)加工面進(jìn)行銑、鏜、鉆等多工序加工,有效地避免了由于多次安裝造成的定位誤差,能縮短生產(chǎn)周期,提高加工精度[1-2]。本文旨在介紹蜘蛛的加工工藝及加工方法,希望能為企業(yè)生產(chǎn)提供相應(yīng)借鑒。
1 工藝分析
蜘蛛結(jié)構(gòu)如圖1所示,主要包括:頭部、腰部、尾部和腳等結(jié)構(gòu)。該零件的毛坯尺寸為¢300×60,材料為鋁合金,表面光潔度較高,如果在三軸機(jī)床上很難一次性把所有的面都加工到位,可能要多次裝夾加工,在效率上相對(duì)來說會(huì)慢很多,并且多次裝夾會(huì)產(chǎn)生誤差,使得工件精度達(dá)不到加工效果,通過以上分析,此工件采用五軸加工一次裝夾就可以切削加工所有的面。
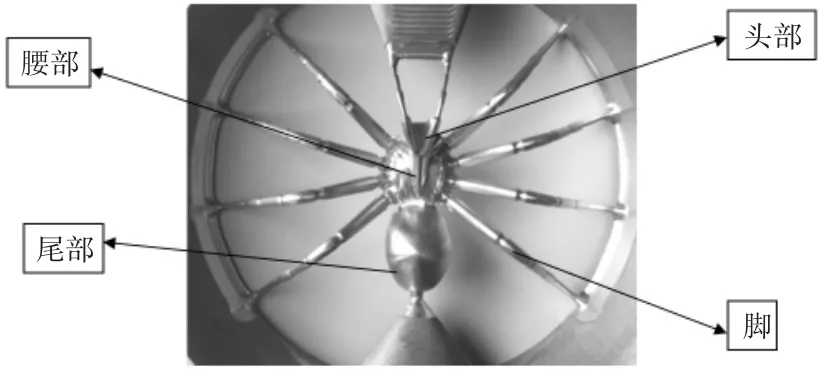
圖1 舍棄式螺旋刀的組成
根據(jù)蜘蛛的結(jié)構(gòu)特點(diǎn),特制訂蜘蛛的加工工序?yàn)椋褐┲胝疵娲旨庸ぁ┲胝疵姘刖庸ぁ┲腩^部半精加工→蜘蛛肚子精加工→蜘蛛尾部精加工→蜘蛛腰部1精加工→蜘蛛腰部2精加工→蜘蛛頭部1精加工→蜘蛛頭部2精加工→蜘蛛頭部觸須及腳精加工→蜘蛛根部精加工→蜘蛛腳根支撐部位切除。
2 加工準(zhǔn)備
2.1 加工設(shè)備的選取
根據(jù)加工要求及學(xué)院實(shí)訓(xùn)室現(xiàn)有的條件,選用了五軸數(shù)控銑床HY125-1(工業(yè)型,操作系統(tǒng)為L(zhǎng)ynuc N3數(shù)控系統(tǒng),A/B為軸旋轉(zhuǎn)角度(度)≥+110°/-10°,C軸旋轉(zhuǎn)角度(度):360°),主軸最高轉(zhuǎn)速為12 000 r/min,機(jī)床剛性較好,加工精度穩(wěn)定,能夠滿足蜘蛛的加工需要。
2.2 工件的裝夾
為了便于加工,需要制作專門的夾具。裝夾時(shí),首先將毛坯料加工成如圖2所示的形狀,并且在毛坯端面上鉆4個(gè)工藝孔進(jìn)行螺絲固定到夾具體上(夾具設(shè)計(jì)如圖3所示)。現(xiàn)場(chǎng)裝夾效果如圖4所示。

圖2 毛坯料

圖3 夾具

圖4 蜘蛛毛坯的裝夾
2.3 加工工序及關(guān)鍵工藝參數(shù)表
由于蜘蛛的材料為鋁合金材料,其硬度較低,切削性較好,另根據(jù)模型各加工區(qū)域形狀和結(jié)構(gòu)特點(diǎn),對(duì)其進(jìn)行加工工藝分析,確定各加工工序使用的刀具及主要切削參數(shù)如表1所示。
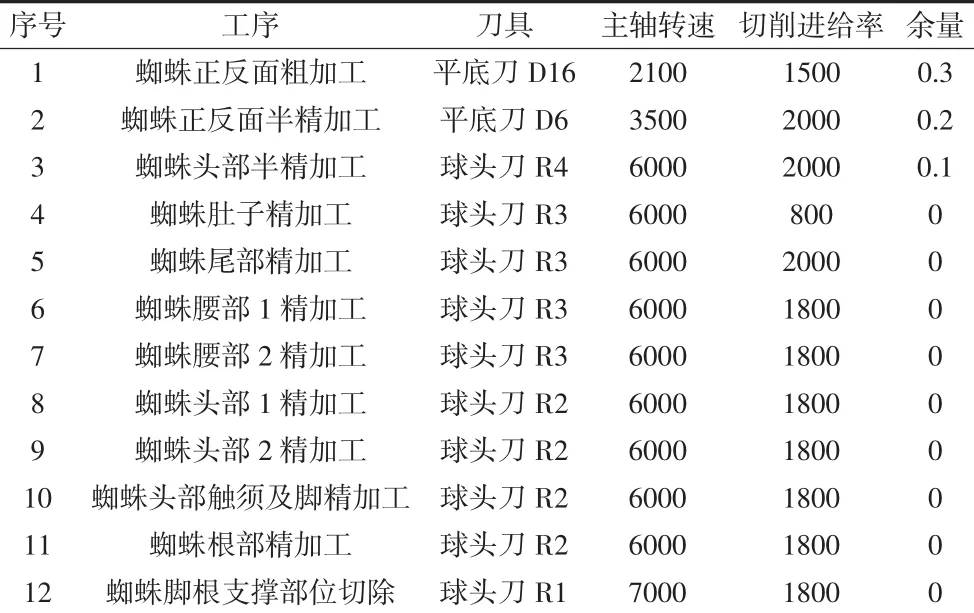
表1 加工工序使用刀具及主要切削參數(shù)表
3 數(shù)控加工工藝的制定與后置處理
本文數(shù)控加工工藝的刀路制定是基于PowerMill軟件,該軟件在實(shí)踐加工中應(yīng)用非常廣泛。軟件功能很強(qiáng)大,可以進(jìn)行多軸數(shù)控加工。本文的多軸加工編程刀路采用了其中比較常用的基本加工策略和多軸加工策略[3-4]。
3.1 數(shù)控加工工藝的制定
(1)蜘蛛正反面粗加工,采用“模型區(qū)域清除加工”去除余料,留0.3余量進(jìn)行后續(xù)半精加工,生成的刀路如圖5所示。
圖5 蜘蛛正反面粗加工刀路
(2)蜘蛛正反面半精加工,采用“模型殘留區(qū)域清除加工”均勻余料,留0.2余量進(jìn)行后續(xù)精加工,生成的刀路如圖6所示。

圖6 蜘蛛正反面半徑加工刀路
(3)蜘蛛頭部半精加工,采用“模型殘留區(qū)域清除加工”均勻余料,留0.1余量進(jìn)行后續(xù)精加工,限界設(shè)置如圖7曲線,生成的刀路如圖7所示。
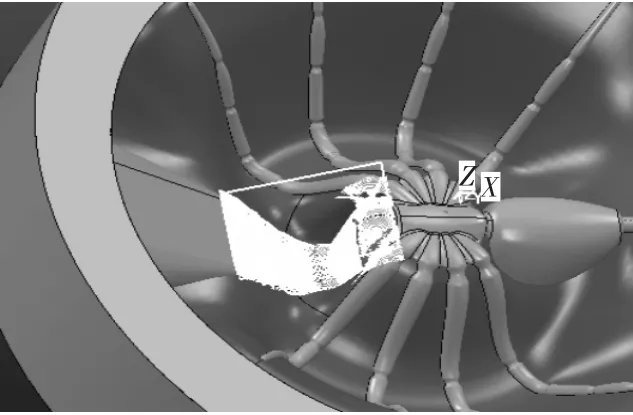
圖7 蜘蛛頭部半精加工刀路
(4)蜘蛛肚子精加工,采用“螺旋精加工策略”進(jìn)行精加工,生成的刀路如圖8所示。
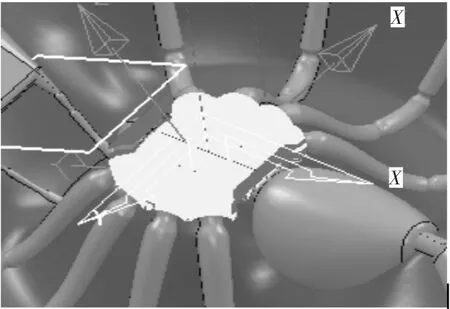
圖8 蜘蛛肚子精加工刀路
(5)蜘蛛尾部精加工,采用“曲面精加工策略”進(jìn)行精加工,生成的刀路如圖9所示。
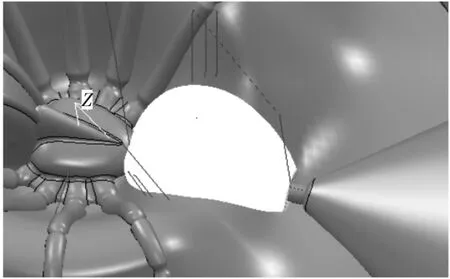
圖9 蜘蛛尾部精加工刀路
(6)蜘蛛腰部1精加工,采用“放射狀精加工策略”進(jìn)行精加工,生成的刀路如圖10所示。
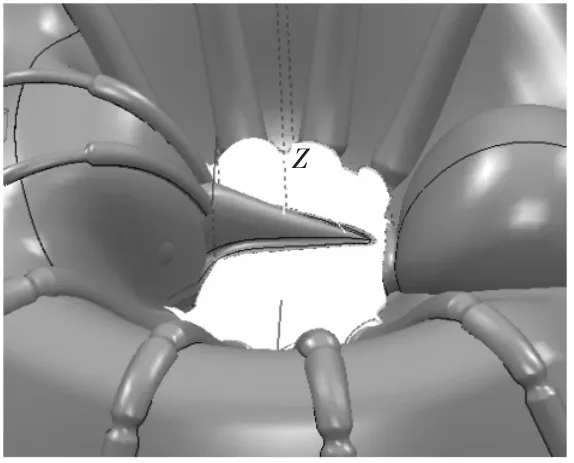
圖10 蜘蛛腰部1精加工刀路
(7)蜘蛛腰部2精加工,采用“曲面精加工策略”進(jìn)行精加工,生成的刀路如圖11所示。
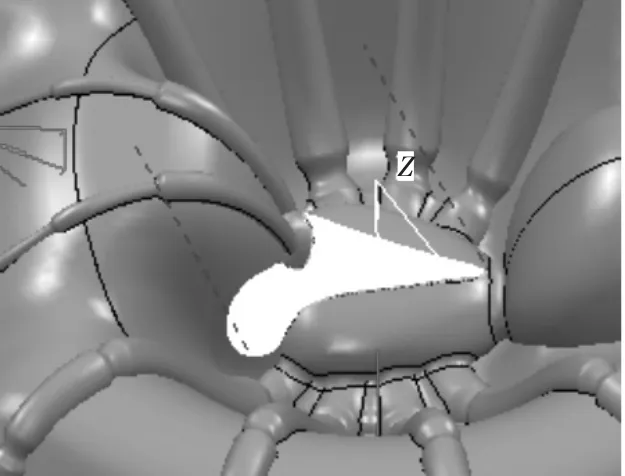
圖11 蜘蛛腰部2精加工刀路
(8)蜘蛛頭部1精加工,采用“曲面精加工策略”進(jìn)行精加工,生成的刀路如圖12所示。
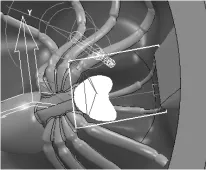
圖12 蜘蛛頭部1精加工刀路
(9)蜘蛛頭部2精加工,采用“曲面精加工策略”進(jìn)行精加工,生成的刀路如圖13所示。
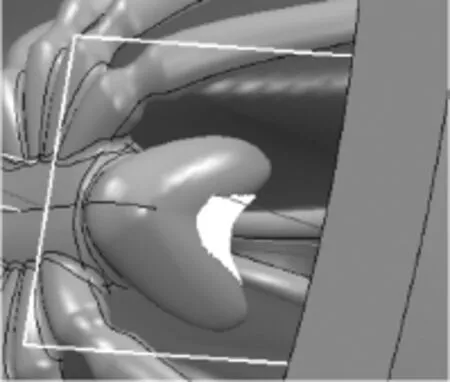
圖13 蜘蛛頭部2精加工刀路
(10)蜘蛛頭部觸須及腳精加工,采用“曲面精加工策略”進(jìn)行精加工,生成的刀路如圖14所示。

圖14 蜘蛛頭部觸須及腳精加工精加工刀路
(11)蜘蛛根部精加工,采用“等高精加工策略”進(jìn)行精加工,生成的刀路如圖15所示。

圖15 蜘蛛根部精加工刀路
(12)蜘蛛腳根支撐部位切除,采用“參考線精加工策略”進(jìn)行精加工,生成的刀路如圖16所示。
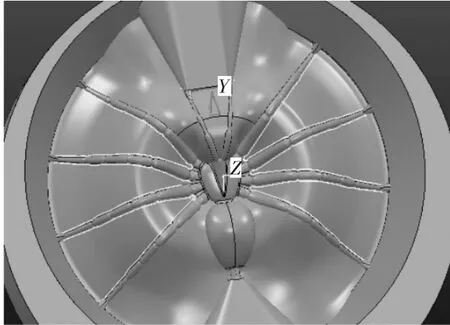
圖16 蜘蛛腳根支撐部位切除加工刀路
3.2 后置處理
由于選用的五軸數(shù)控機(jī)床編程相比三軸數(shù)控機(jī)床多了一個(gè)A/B軸和一個(gè)C軸。為了保證加工的安全,編程后還需進(jìn)行仿真加工和后置處理。各特征刀路路徑編程后,需要全部仿真加工進(jìn)行初步校驗(yàn),檢查是否存有漏切、過切現(xiàn)象,初步檢驗(yàn)是否滿足加工要求。在仿真軟件中進(jìn)行刀路仿真時(shí),有些安全隱患是看不出的,如夾具對(duì)刀具產(chǎn)生的干涉。因此在加工前,必須對(duì)機(jī)床后置處理和裝夾干涉,按實(shí)際情況設(shè)置。后處理程序必需按照五軸數(shù)控機(jī)床的實(shí)際配置考慮,五軸數(shù)控機(jī)床的后置處理根據(jù)系統(tǒng)和機(jī)床型號(hào)不同而不同,不同類型的五軸數(shù)控機(jī)床要根據(jù)具體的機(jī)床運(yùn)動(dòng)軸配置(繞哪個(gè)軸為旋轉(zhuǎn)軸)、數(shù)控系統(tǒng)和機(jī)床型號(hào)、工作臺(tái)的行程等因素編制適合具體機(jī)床型號(hào)的后處理選項(xiàng)文件,這樣產(chǎn)生的NC代碼才能使用,否則刀路會(huì)產(chǎn)生亂刀,出現(xiàn)主軸與零件、機(jī)床相碰撞的情況[5]。
4 加工效果
按上述工藝參數(shù)設(shè)置,經(jīng)試切、干涉檢查確認(rèn)無誤后進(jìn)入實(shí)體的加工階段,加工完成的蜘蛛如圖17所示。其精度都達(dá)到了使用要求。

圖17 加工完成的蜘蛛
5 結(jié)束語(yǔ)
通過對(duì)蜘蛛的結(jié)構(gòu)特點(diǎn)進(jìn)行分析,確定了其裝夾方案。并通過PowerMill的五軸加工技術(shù)對(duì)蜘蛛的數(shù)控編程和加工工藝的進(jìn)行了規(guī)劃,確定了加工刀具及加工參數(shù),加工程序經(jīng)仿真加工及后置處理,順利完成了蜘蛛的加工任務(wù),取得了良好的加工效果。
[1]呂輝,廖曉明.多軸加工編程實(shí)例教程[M].西安:西北工業(yè)大學(xué)出版社,2016.
[2]張喜江.多軸數(shù)控加工中心編程與加工技術(shù)[M].北京:化學(xué)工業(yè)出版社,2014.
[3]寇文化.?dāng)?shù)控銑多軸加工工藝與編程[M].北京:化學(xué)工業(yè)出版社,2015.
[4]高長(zhǎng)銀.UG NX 8.5多軸數(shù)控加工典型實(shí)例詳解[M].2版.北京:機(jī)械工業(yè)出版社,2014.
[5]朱克憶,彭勁枝.PowerMILL多軸數(shù)控加工編程實(shí)用教程[M].2版.北京:機(jī)械工業(yè)出版社,2015.
Four-Axes CNC Machining of Abandoning Type Spiral Cutting Blade Based on PowerMill
LIANG Feng,LV Hui
(Heyuan Polytechnic,Heyuan Guangdong 517000,China)
The structural characteristics of spider was analyzed in this paper.This paper also introduced the CNC programming and the planning of processing technology for Spider applying the five-axes NC technology based on PowerMill.The CNC machining programming choices and parameter settings were also analyzed in this paper.The processing technology difficulties were solved and a good machining results were achieved.
spider;PowerMill;five-axes cnc machining
TG659
A
1672-545X(2017)06-0105-03
2017-03-08
梁豐(1978-),男,黑龍江密山人,講師,本科,主要研究方向:機(jī)電產(chǎn)品設(shè)計(jì)與制造。
猜你喜歡
教學(xué)考試(高考化學(xué))(2021年2期)2021-05-30 06:15:52
中學(xué)生數(shù)理化·高一版(2020年3期)2020-04-21 08:03:20
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
山東冶金(2019年6期)2020-01-06 07:45:54
小學(xué)生作文(低年級(jí)適用)(2019年9期)2019-10-08 08:37:10
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
數(shù)學(xué)大世界(2018年1期)2018-04-12 05:39:14
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時(shí)代英語(yǔ)·高三(2014年5期)2014-08-26 02:49:51